Материал: Исследование процессов структурообразования при производстве холоднокатаного оцинкованного листа
Исследование процессов структурообразования при производстве холоднокатаного оцинкованного листа
Магистерская диссертация
Исследование процессов
структурообразования при производстве холоднокатаного оцинкованного листа
Введение
холоднокатаный прокат оцинкованный рекристаллизация
Начало XXI века характеризуется ростом мощностей по производству стали и проката. Одной из причин этого роста является нарастающее развитие промышленного и гражданского строительства, автомобилестроения и военной промышленности. Производство холоднокатаного оцинкованного проката является важнейшей технологией промышленного производства стальной полосы различного назначения.
Одним из эффективных подходов к разработке технологии производства оцинкованного проката, обеспечивающей получение оптимальной микроструктуры и требуемого уровня механических свойств, является математическое моделирование процессов эволюции микроструктуры во время термо-деформационной обработки и конечных механических свойств. Использование количественных математических моделей указанного типа может значительно сократить время на разработку новых видов оцинкованного проката, повысить выход годного при его промышленном производстве и оперативно принимать решения при корректировке технологии в случае отклонений по химическому составу прокатываемых сталей, а также технологическим параметрам предыдущих переделов.
В связи с изложенным в настоящей работе выполнены
исследования процессов структурообразования, происходящих во время холодной
прокатки листа и его последующего отжига. Кроме этого в работе проанализированы
процессы деформационного упрочнения при холодной прокатке, рекристаллизации
феррита при отжиге и созданы математические модели для количественного описания
кинетики рекристаллизации и предсказания размера конечного зерна феррита.
Разработанные модели учитывают влияние степени деформации при холодной
прокатке, температуры отжига, исходной микроструктуры и химического состава
стали. Калибровка моделей выполнена на основе результатов собственных
экспериментальных исследований, а также соответствующих данных, полученных для
листа, произведенного в промышленных условиях.
1. Процессы структурообразования при производстве
холоднокатаного оцинкованного листа
Технологическая цепочка промышленного производства холоднокатаного оцинкованного проката включает в себя следующую последовательность термомеханических обработок: горячая прокатка с последующим ускоренным охлаждением и охлаждением рулона после смотки → холодная деформация → отжиг в АНГЦ → дрессировка и правка полосы на ИРМ.
Настоящая работа посвящена физическому и математическому моделированию процессов структурообразования, развивающихся в стали на этапах холодной деформации и отжига в АНГЦ и определяющих, в основном, конечную микроструктуру и механические свойства оцинкованного проката. К числу основных процессов структурообразования, развивающихся в стали на данных этапах обработки относятся процессы упрочнения, термического разупрочнения и фазового превращения, как при нагреве, так и при охлаждении. Деформационное упрочнение обусловлено изменением общей плотности дислокаций в металле во время холодной пластической деформации, взаимодействующих между собой и с другими дефектами кристаллической структуры [1]. Термическое разупрочнение происходит за счёт протекания процессов возврата и рекристаллизации. При возврате происходит перераспределение дислокаций, уменьшение радиуса их кривизны и уменьшение плотности дислокаций одного знака, а также формирование дислокационной субструктуры.
Во время отжига при температурах ниже ![]() протекает рекристаллизация феррита,
скорость протекания которой в значительной степени определяется степенью
предварительного наклепа, температурой и химическим составом. Кроме отмеченных
процессов при температурах отжига выше
протекает рекристаллизация феррита,
скорость протекания которой в значительной степени определяется степенью
предварительного наклепа, температурой и химическим составом. Кроме отмеченных
процессов при температурах отжига выше ![]() происходит формирование аустенита, который при дальнейшем
ускоренном охлаждении распадается с образованием различных продуктов.
происходит формирование аустенита, который при дальнейшем
ускоренном охлаждении распадается с образованием различных продуктов.
В данной главе проводится анализ процессов деформационного упрочнения и рекристаллизации феррита, а также обзор работ, выполненных в области их экспериментального исследования и математического моделирования. Кроме того, дается краткое описание соответствующего промышленного оборудования, а также оборудования, использованного при проведении экспериментальных исследований.
.1 Технология производства холоднокатаного оцинкованного проката
Исходной заготовкой для производства холоднокатаного листа является горячекатаный лист в рулонах, поступающий по подземному транспортеру с широкополосного стана 2000. Порядок операций, которым подвергается лист в цехе холодной прокатки, следующий:
· снятие окалины с поверхности горячекатаного листа;
· прокатка на стане холодной прокатки;
· рекристаллизационный отжиг;
· дрессировка и правка;
- обработка на агрегатах продольной и поперечной резки, контроль качества, сортировка и упаковка продукции.
Очистка поверхности листа от окалины происходит на агрегатах непрерывного травления. Травление металла производится в серной или соляной кислотах. Травление соляной кислотой позволяет улучшить качество поверхности горячекатаного металла и увеличить производительность линии.
Прокатка металла обычно осуществляется на непрерывных 4-ёх - 5-ти клетьевых станах. В последнее время широкое применение получили станы бесконечной прокатки. Данные агрегаты снабжены петлевыми устройствами и в отличие от непрерывных станов на них заправочная скорость необходима только один раз, а в остальное время прокатка ведется на постоянной рабочей скорости. Станы бесконечной прокатки оборудованы системами автоматизации, позволяющими производить прокат с низкой разнотолщинностью и высокой плоскостностью.
Отжиг холоднокатаного металла осуществляется либо в колпаковых печах, либо на агрегатах непрерывного горячего оцинкования. Отжиг в колпаковых печах осуществляется в защитной атмосфере водорода или азота. Такая технология проста, но обладает значительными недостатками: большая длительность отжига, низкое качество поверхности, неравномерность свойств по длине листа. Поэтому в настоящее время широко используются агрегаты непрерывного отжига. Схема такого агрегата башенного типа («Севергал»), используемого на ПАО «Северсталь».
Данный агрегат полностью автоматизирован и позволяет производить прокат любого назначения.
На заключительной стадии производства холоднокатаного оцинкованного проката осуществляется дрессировка с правкой и, по необходимости, нанесение полимерного покрытия и обработка на агрегатах продольной и поперечной резки.
.2 Анализ процессов структурообразования при отжиге проката
В процессе отжига холоднокатаного стального листа в материале протекают три фундаментальных процесса, обусловленных термодинамической нестабильностью микроструктуры холодного проката: возврат, рекристаллизация и полиморфное фазовое превращение (аустенитизация) [2]. Кроме того, в зависимости от химического и фазового состава стали, в ходе нагрева возможно выделение и растворение вторых фаз. Указанные процессы могут происходить как последовательно, так и параллельно, конкурируя друг с другом. В результате конкуренции эволюция микроструктуры многократно усложняется [3−7].
Начнем обзор с возврата и рекристаллизации. При тех условиях отжига, которые имеют место при производстве стального листа, эти два процесса всегда развиваются параллельно, поэтому целесообразно рассматривать их совместно.
Возврат и рекристаллизация
Рекристаллизация является реакцией зарождения и роста новых зерен, очищенных от дислокационной субструктуры, которая была накоплена в материале при деформации. Соответственно, ее кинетика определяется как скоростью зарождения центров рекристаллизации, так и скоростью их последующего роста [3,6]. Однако, если описание роста не представляет больших сложностей, по крайней мере, в качественном аспекте, то зарождение новых зерен является сложным, пока еще не до конца изученным явлением [6]. Таким образом, основная проблема моделирования рекристаллизации заключается в построении адекватной модели для описания скорости зарождения.
Существует большое число полуэмпирических моделей рекристаллизации, основанных на использовании уравнения Аврами [8−15]. Эти модели предсказывают практически значимые параметры: время рекристаллизации, критическую температуру (температуру, при которой начинается рекристаллизация в процессе нагрева), критическую деформацию (степень деформации, превышение которой делает возможной рекристаллизацию в ходе отжига) и конечный размер рекристаллизованного зерна. Однако им присущ один недостаток: способности предсказания кинетики рекристаллизации ограничены тем диапазоном материалов и режимов отжига, на базе которых были определены подгоночные параметры модели. Это стимулировало фундаментальные исследования, которые позволили сформулировать общие аналитические модели, основанные на представлении об образовании центров рекристаллизации в результате эволюции ячеистой и субзеренной структуры [16,17]. Хотя сами по себе указанные модели непригодны для проведения количественных расчетов, но на их основе позднее были предложены эффективные упрощенные методы, которые будут рассмотрены ниже.
Инкубационное время образования потенциального зародыша. На начальной стадии отжига в ходе возврата происходит трансформация структуры, образовавшейся при холодной деформации, в субзеренную структуру.
После холодной деформации образуется структура, морфология которой определяется степенью деформации: хаотическое распределение дислокаций - ячеистая структура - фрагментированная структура (в верхнем ряду слева направо). В ходе возврата во всех случаях образуется субзеренная структура, но с разным размером субзерна d и разным уровнем разориентировок.
На следующей стадии возврата происходит рост субзерна, который и приводит, в конечном итоге, к образованию центра рекристаллизации. Необходимое условие трансформации субзерна в центр рекристаллизации - это наличие у него большеугловой границы (БУГ) или приобретение им БУГ в ходе роста. Данное условие из-за низкой подвижности малоугловых границ (МУГ). Если субзерно непосредственно примыкает к межзеренной границе, то оно уже с самого начала имеет с одной стороны БУГ. В этом случае работает механизм вспучивания границы (SIBM - Strain Induced Boundary Migration) и инкубационный период для образования центра рекристаллизации не требуется [6].
Если субзерно не примыкает к границе, то оно может приобрести БУГ в процессе своего роста. Это возможно в случае, когда его рост происходит на фоне градиента ориентации, который является вполне характерным для внутризеренной деформационной структуры. При наличии градиента разориентировка на границе субзерна по мере его роста увеличивается и в некоторый момент граница трансформируется из МУГ в БУГ. Только приобретая в течении некоторого инкубационного периода подвижную границу, субзерно может стать потенциальным центром рекристаллизации.
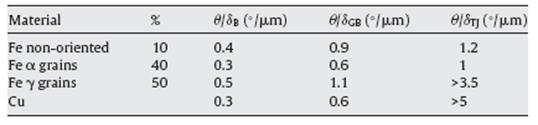
На примере α−железа в [18] было показано, что в
однофазном металле существуют места зарождения трех типов: вблизи тройных
стыков границ зерен, вблизи плоских участков границ и в объеме зерна. Градиент
ориентации был наибольшим вблизи тройных стыков, а наименьшим - внутри зерна.
Результаты измерения градиента суммированы в табл. 1.1.
Таблица 1.1. Градиент ориентации внутри зерна, около границ и около тройных стыков после холодной прокатки с 60% обжатием [18]
В работе [18] были сделаны оценки инкубационных времен
образования зародышей для различных областей в холоднокатаном железе. Табл. 1.2
суммирует расчетные времена, необходимые для формирования эмбрионов в различных
областях.
Таблица 1.2. Расчетные инкубационные времена образования зародышей при 550°С для различных областей в холоднокатанном железе (B - внутри зерна; GB - граница зерна; TJ - тройной стык)
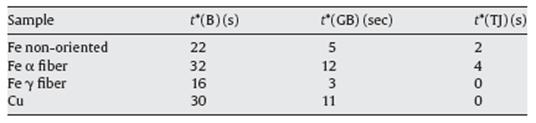
Видно, что инкубационные времена на тройных стыках крайне маленькие, и образование зародышей происходит на самом начальном этапе отжига, что согласуется с экспериментом (55% наблюдаемых зародышей через 5 секунд после начала выдержки). Кроме того, в согласии с экспериментом модель предсказывает, что в γ - волокнах по сравнению с α - волокнами образование зародышей происходит быстрее. Относительно большое инкубационное время, полученное в расчете для зарождения внутри зерна, также качественно согласуется с экспериментом, в котором зафиксировано пренебрежимо малое число зерен, зародившихся во внутреннем объеме. На рис. 1.3 время, требуемое для начала образования зародышей на различных участках, наложено на экспериментальные данные по кинетике рекристаллизации.
В заключении следует заметить, что количественное сопоставление времен, приведенных в табл. 1.2, с экспериментом не имеет смысла, поскольку большая часть зародышей изначально имеют подвижную большеугловую границу, непосредственно примыкая к границе исходного зерна.
В то же время, образование БУГ является необходимым, но не достаточным условием зарождения нового зерна. Оно обеспечивает требуемую подвижность фронта рекристаллизации, но кроме этого нужна движущая сила, достаточная для роста зародыша зерна. Обоснованный подход для определения этого второго условия зарождения предложен в работах [19] и [20].
Критерий образования центра рекристаллизации. По
окончании инкубационного периода, в течение которого растущее субзерно приобретает
БУГ, возникает потенциальный зародыш нового зерна. То же самое имеет место уже
с самого начала рекристаллизационного отжига, если работает механизм
вспучивания межзеренной границы (SIBM) или
зарождение происходит в областях сильно локализованной деформации, например, на
крупных частицах второй фазы или в полосах сдвига, где уже при средних
деформациях встречаются большеугловые границы. Однако этот потенциальный
зародыш становится «жизнеспособным» (иначе говоря, центром рекристаллизации),
только когда движущая сила ![]() достаточна, чтобы преодолеть силу поверхностного натяжения,
достаточна, чтобы преодолеть силу поверхностного натяжения, ![]() (критерий Бейли-Хирша), где γ - поверхностная энергия, и r -
радиус субзерна. Это приводит к простому выражению для критического размера:
(критерий Бейли-Хирша), где γ - поверхностная энергия, и r -
радиус субзерна. Это приводит к простому выражению для критического размера:

где ![]() - радиус, которого должно достигнуть
субзерно, чтобы стать жизнеспособным зародышем. Рис. 1.4 иллюстрирует
схематически процесс образования критического зародыша в случае механизма SIBM. Размер критического зародыша
- радиус, которого должно достигнуть
субзерно, чтобы стать жизнеспособным зародышем. Рис. 1.4 иллюстрирует
схематически процесс образования критического зародыша в случае механизма SIBM. Размер критического зародыша ![]() увеличивается со временем, поскольку
увеличивается со временем, поскольку ![]() уменьшается в ходе возврата. Возможность
зарождения тогда зависит от конкуренции между скоростью увеличения размера
критического зародыша и скоростью, с которой данное субзерно должно расти,
чтобы достигнуть критического размера [19].
уменьшается в ходе возврата. Возможность
зарождения тогда зависит от конкуренции между скоростью увеличения размера
критического зародыша и скоростью, с которой данное субзерно должно расти,
чтобы достигнуть критического размера [19].
Критический размер, ![]() , превысив который субзерно преодолевает поверхностные силы и
начинает быстро расти, определяется с помощью уравнения (1.1). Оно отражает
конкуренцию между увеличением критического размера субзерна,
, превысив который субзерно преодолевает поверхностные силы и
начинает быстро расти, определяется с помощью уравнения (1.1). Оно отражает
конкуренцию между увеличением критического размера субзерна, ![]() , в результате уменьшения движущей силы за
счёт возврата, и увеличением фактического размера растущего субзерна,
, в результате уменьшения движущей силы за
счёт возврата, и увеличением фактического размера растущего субзерна, ![]() .
.
Пунктирная линия соответствует среднему размеру субзерна, ![]() а заштрихованная область отражает наличие
некоторого диапазона размеров субзерна в образце. Схема показывает, что
зародышеобразование имеет место, если деформация выше некоторой критической,
а заштрихованная область отражает наличие
некоторого диапазона размеров субзерна в образце. Схема показывает, что
зародышеобразование имеет место, если деформация выше некоторой критической, ![]() , которая обеспечивает достаточно большую
движущую силу G. Кроме того, для выполнения условия
, которая обеспечивает достаточно большую
движущую силу G. Кроме того, для выполнения условия ![]() необходимо, чтобы и температура была выше
критической, при которой обеспечивается достаточно высокая скорость подрастания
субзерен. Первые зародыши образуются, когда заштрихованная область впервые
соприкасается с кривой
необходимо, чтобы и температура была выше
критической, при которой обеспечивается достаточно высокая скорость подрастания
субзерен. Первые зародыши образуются, когда заштрихованная область впервые
соприкасается с кривой ![]() . Это соответствует моменту, когда
наибольшее субзерно в популяции достигает критического размера. Со временем все
больше субзерен достигают критического размера, и, соответственно, формируется
всё больше зародышей.
. Это соответствует моменту, когда
наибольшее субзерно в популяции достигает критического размера. Со временем все
больше субзерен достигают критического размера, и, соответственно, формируется
всё больше зародышей.