Материал: Интегрированные системы технической подготовки производства. методические указания к выполнению лабораторных работ для студентов направления 15.03.01 «Машиностроение». Демидов А.В
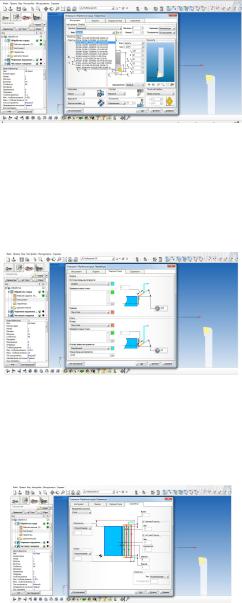
Рис. 3. Окно выбора типоразмера инструмента
Во вкладке «Подход-отход» необходимо проконтролировать параметры перехода зоны врезания в обрабатываемый материал и выхода инструмента из зоны резания.
Рис. 4. Окно «Подход-отход» инструмента
В параметрах обработки необходимо сформировать стратегию механической обработки.
Рис. 5. Стратегия механической обработки
16
Моделирование токарной обработки торца
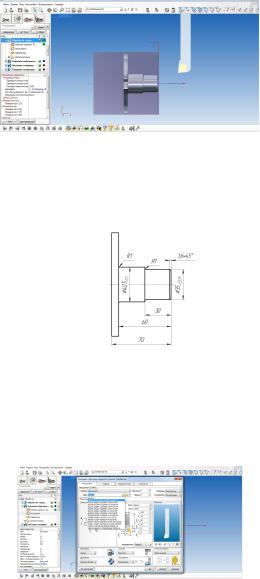
Рис. 6. Компьютерное моделирование механической обработки операции «обработка торца».
2. Задание: точить наружную поверхность предварительно.
Рис. 7. Технологический чертёж зоны обработки
Переходим в область «инструмент» и выбираем необходимый инструмент для наружного чернового точения. Задаем инструмент, подобранный программой
Рис. 8. Выбор инструмента
17
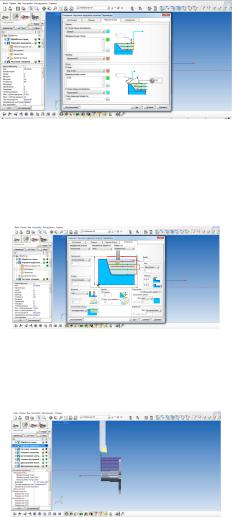
Задаем кривые похода и отхода инструмента.
Рис. 9. Подход и отход инструмента
Направление резания, формат управляющей программы, тип коррекции уточняем во вкладке «Стратегия».
Рис. 10. Стратегия обработки Моделирование операции
Рис. 11. Траектория движения инструмента
3. Задание: точить наружную поверхность d=40 мм чисто
18
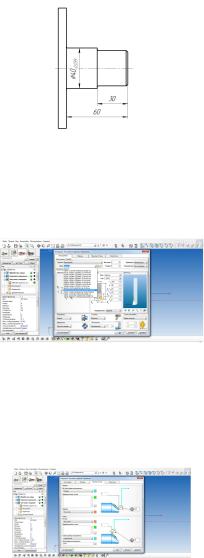
Рис. 12. Технологический чертеж чистового точения
Переходим в область «Инструмент». Задаем автоподбор инструмента и выбираем резец из предложенных вариантов.
Рис. 13. Выбор инструмента для чистовой токарной операции
Проверяем параметры подхода-отхода инструмента, точки смены инструмента.
Рис. 14. Параметры зоны подхода-отхода инструмента
Проверяем параметры стратегии, направления резания, формат управляющей программы, тип коррекции.
19

Рис. 15. Стратегия обработки
Виртуальное моделирование перехода чистовой токарной обработки.
Рис. 16. Траектория движения инструмента
4. Автоматизированное определение машинного времени токарной обработки для трех операций.
В программе Sprut CAM возможна генерация расчетнотехнологической карты, где в автоматизированном режиме устанавливается расчетное основное технологическое время.
|
|
|
|
|
|
Таблица |
N |
Комментарий |
Тип операции |
N |
Время |
Имя про- |
Комментарий |
операции |
интср |
чч:мм |
граммы |
|||
|
|
|
|
|
|
From: x(80) y(0) |
1 |
Обработка |
LatheFacingOp |
1 |
00:00:53 |
|
z(-20);: x(0) y(0) |
торца |
|
z(0); Вылет: X(15) |
||||
|
|
|
|
|
||
|
|
|
|
|
|
Y(120) Z(0); |
|
Черновое |
|
|
|
|
From: x(170) y(- |
|
|
|
|
|
10) z(-60.5); : x(0) |
|
2 |
наружное |
LatheRoughOp |
6 |
00:49:22 |
|
|
|
y(0) z(0); Вылет: |
|||||
|
точение |
|
|
|
|
|
|
|
|
|
|
X(15) Y(150) Z(0); |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
From: x(20.499) |
3 |
Чистовая |
LatheFinishOp |
6 |
00:00:52 |
|
y(0) z(200); : x(0) |
токарная |
|
y(0) z(0); Вылет: |
||||
|
|
|
|
|
||
|
|
|
|
|
|
X(15) Y(150) Z(0); |
5. Сформировать отчет
20