Материал: ГОСТ 14782
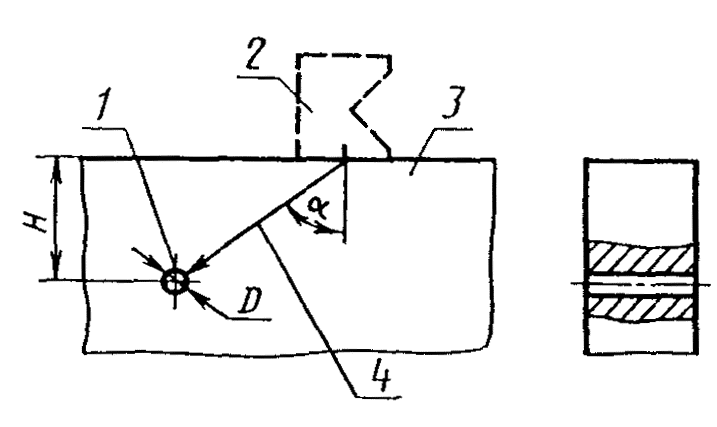
1 - цилиндрическое отверстие; 2 - преобразователь; 3 - блок из контролируемого металла; 4 - акустическая ось.
Черт. 8.
При определении предельной чувствительности следует вводить поправку, учитывающую различие чистоты обработки и кривизны поверхностей стандартного образца и контролируемого соединения.
При применении диаграмм в качестве опорного сигнала используют эхо-сигналы от отражателей в стандартных образцах или СО-1, или СО-2, или СО-2А, или СО-3, а также от донной поверхности или двугранного угла в контролируемом изделии или в стандартном образце предприятия.
При контроле сварных соединений толщиной менее 25 мм ориентацию и размеры цилиндрического отверстия в стандартном образце предприятия, используемого для настройки чувствительности, указывают в технической документации на контроль, утвержденной в установленном порядке.
2.9.4. Угол ввода луча следует измерять по стандартным образцам СО-2 или СО-2А, или по стандартному образцу предприятия (см. черт. 8). Угол ввода более 70° измеряют при температуре контроля.
Угол ввода луча при контроле сварных соединений толщиной более 100 мм определяют в соответствии с технической документацией на контроль, утвержденной в установленном порядке.
2.10. Характеристики электроакустического преобразователя следует проверять по нормативно-технической документации на аппаратуру, утвержденной в установленном порядке.
2.11. Минимальный условный размер дефекта, фиксируемого при заданной скорости контроля, следует определять на стандартном образце предприятия в соответствии с технической документацией на контроль, утвержденной в установленном порядке.
Допускается при определении минимального условного размера применять радиотехническую аппаратуру, имитирующую сигналы от дефектов заданного размера.
2.12. Длительность импульса дефектоскопа определяют посредством широкополосного осциллографа измерением длительности эхо-сигнала на уровне 0,1.
3. Проведение контроля
3.1. При контроле сварных соединений следует применять эхо-импульсный, теневой (зеркально-теневой) или эхо-теневой методы.
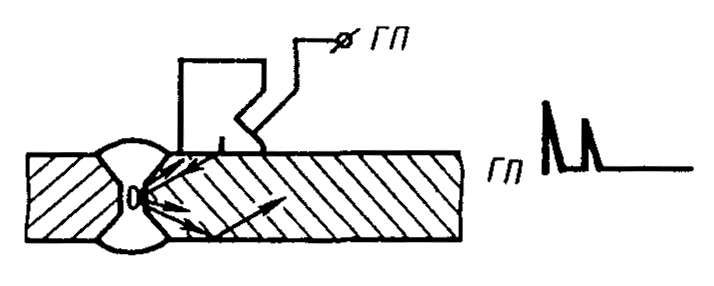
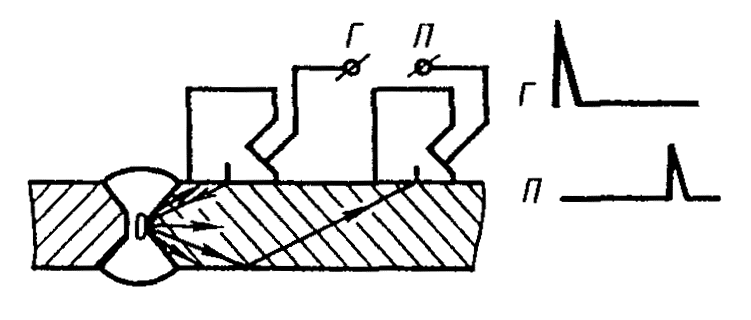
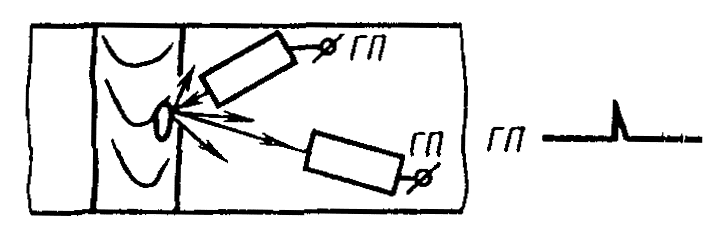
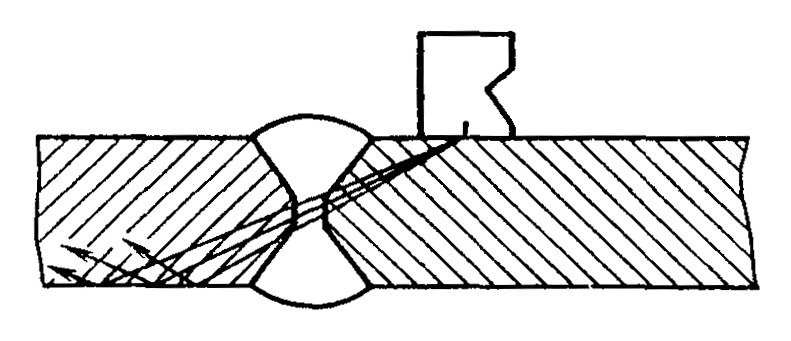
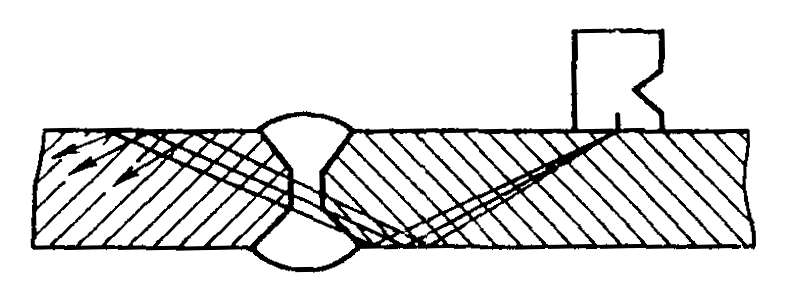
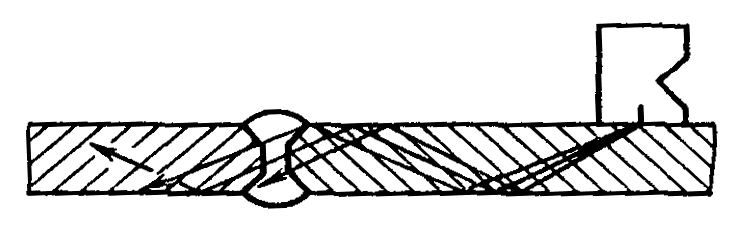
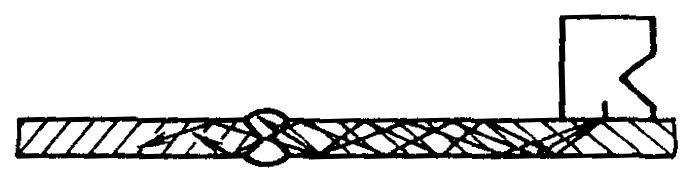
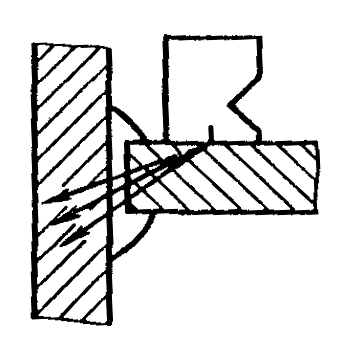
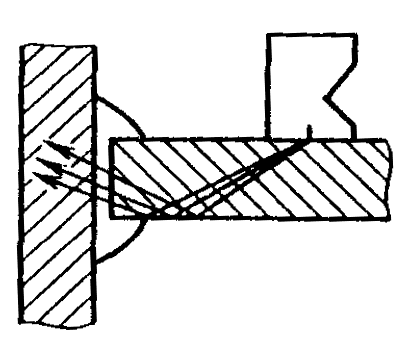
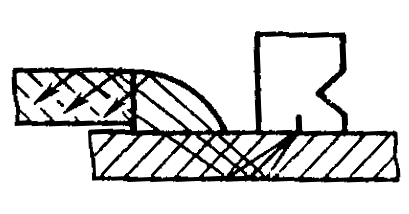
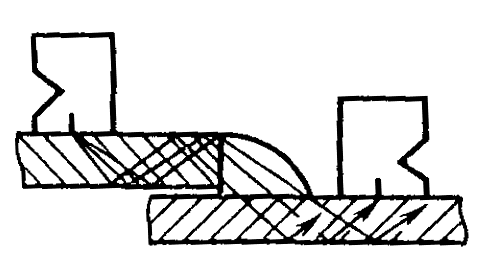
При эхо-импульсном методе применяют совмещенную (черт. 9), раздельную (черт. 10 и 11) и раздельно-совмещенную (черт. 12 и 13) схемы включения преобразователей.
Черт. 9.
Черт. 10.
Черт. 11.
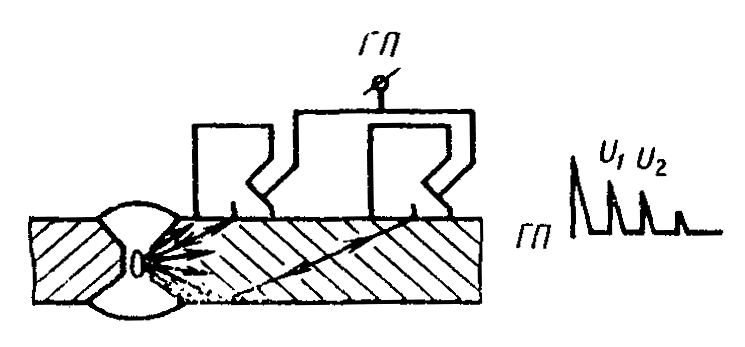
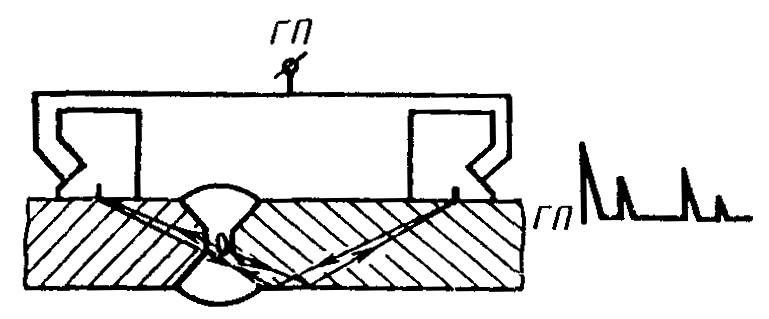
Черт. 12.
Черт. 13.
При теневом методе применяют раздельную (черт. 14) схему включения преобразователей.
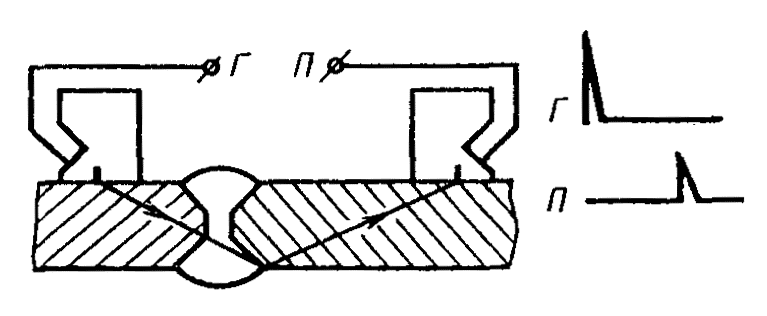
Черт. 14.
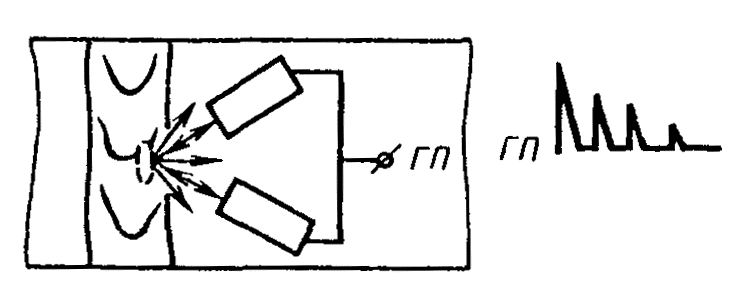
При эхо-теневом методе применяют раздельно-совмещенную (черт. 15) схему включения преобразователей.
Черт. 15.
Примечание. На черт. 9 - 15; Г - вывод к генератору ультразвуковых колебаний; П - вывод к приемнику.
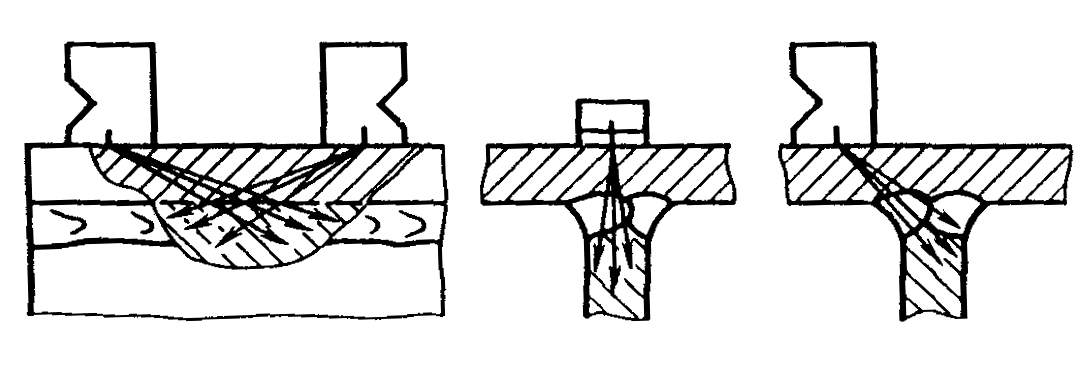
3.2. Стыковые сварные соединения следует прозвучивать по схемам, приведенным на черт. 16 - 19, тавровые соединения - по схемам, приведенным на черт. 20 - 22, и нахлесточные соединения - по схемам, приведенным на черт. 23 и 24.
Допускается применять другие схемы, приведенные в технической документации на контроль, утвержденной в установленном порядке.
3.3. Акустический контакт пьезоэлектрического преобразователя с контролируемым металлом следует создавать контактным или иммерсионным (щелевым) способами ввода ультразвуковых колебаний.
3.4. При поиске дефектов чувствительность (условная или предельная) должна превышать заданную на величину, устанавливаемую в технической документации на контроль, утвержденной в установленном порядке.
3.5. Прозвучивание сварного соединения выполняют по способу продольного и (или) поперечного перемещения преобразователя при постоянном или изменяющемся угле ввода луча. Способ сканирования должен быть установлен в технической документации на контроль, утвержденной в установленном порядке.
3.6. Шаги сканирования (продольного Dcl
или поперечного Dct)
определяют с учетом заданного превышения
чувствительности поиска над
чувствительностью оценки, диаграммы
направленности преобразователя и
толщины контролируемого сварного
соединения. Методика определения
максимальных шагов сканирования
![]() и
и
![]() приведена в рекомендуемом приложении
7. За номинальное значение шага
сканирования при ручном контроле,
которое должно соблюдаться в процессе
контроля, следует принимать значения:
приведена в рекомендуемом приложении
7. За номинальное значение шага
сканирования при ручном контроле,
которое должно соблюдаться в процессе
контроля, следует принимать значения:
Dcl = - 1 мм; Dct = - 1 мм.
Черт. 16.
Черт. 17.
Черт. 18.
Черт. 19.
Черт. 20.
Черт. 21.
Черт. 22.
Черт. 23.
Черт. 24.
3.7. Метод, основные параметры, схемы включения преобразователей, способ ввода ультразвуковых колебаний, схема прозвучивания а также рекомендации по разделению ложных сигналов и сигналов от дефектов должны быть указаны в технической документации на контроль, утвержденной в установленном порядке.
4. Оценка и оформление результатов контроля
4.1. Оценка результатов контроля
4.1.1. Оценку качества сварных соединений по данным ультразвукового контроля следует проводить в соответствии с нормативно-технической документацией на изделие, утвержденной в установленном порядке.
4.1.2. Основными измеряемыми характеристиками выявленного дефекта являются:
1) эквивалентная площадь дефекта Sэ или амплитуда Uд эхо-сигнала от дефекта с учетом измеренного расстояния до него;
2) координаты дефекта в сварном соединении;
3) условные размеры дефекта;
4) условное расстояние между дефектами;
5) количество дефектов на определенной длине соединения.
Измеряемые характеристики, используемые для оценки качества конкретных соединений, должны указываться в технической документации на контроль, утвержденной в установленном порядке.
4.1.3. Эквивалентную площадь дефекта следует определять по амплитуде эхо-сигнала путем сравнения ее с амплитудой эхо-сигнала от отражателя в образце или путем использования расчетных диаграмм при условии сходимости их с экспериментальными данными не менее 20%.
4.1.4. Условными размерами выявленного дефекта являются (черт. 25):
1) условная протяженность DL;
2) условная ширина DX;
3) условная высота DH.
Условную протяженность DL в миллиметрах измеряют по длине зоны между крайними положениями преобразователя, перемещаемого вдоль шва, ориентированного перпендикулярно к оси шва.
Условную ширину DX в миллиметрах измеряют по длине зоны между крайними положениями преобразователя, перемещаемого в плоскости падения луча.
Условную высоту DH в миллиметрах или микросекундах измеряют как разность значений глубины расположения дефекта в крайних положениях преобразователя, перемещаемого в плоскости падения луча.
4.1.5. При измерении условных размеров DL, DX, DH за крайние положения преобразователя принимают такие, при которых амплитуда эхо-сигнала от выявляемого дефекта или составляет 0,5 от максимального значения, или уменьшается до уровня, соответствующего заданному значению чувствительности.
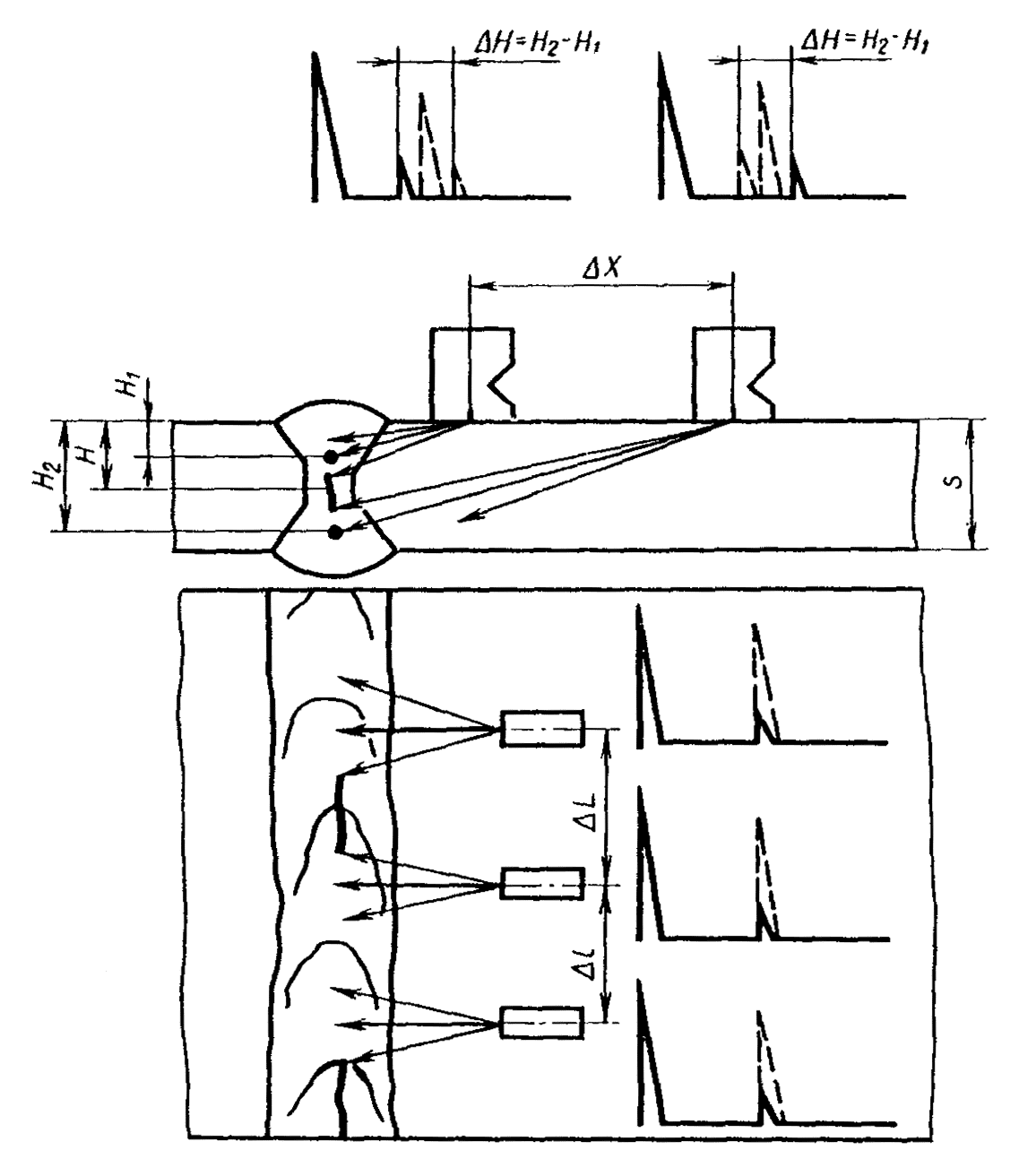
Черт. 25.
Допускается за крайние положения принимать такие, при которых амплитуда эхо-сигнала от выявляемого дефекта составляет заданную часть от 0,8 до 0,2 от максимального значения. Принятые значения уровней должны быть указаны при оформлении результатов контроля.
Условную ширину DX и условную высоту DH дефекта измеряют в сечении соединения, где эхо-сигнал от дефекта имеет наибольшую амплитуду, при одних и тех же крайних положениях преобразователя.
4.1.6. Условное расстояние Dl (см. черт. 25) между дефектами измеряют расстояние между крайними положениями преобразователя, при которых была определена условная протяженность двух рядом расположенных дефектов.
4.1.7. Дополнительной характеристикой выявленного дефекта являются его конфигурация и ориентация.
Для оценки ориентации и конфигурации выявленного дефекта используют:
1) сравнение условных размеров DL и DX выявленного дефекта с расчетными или измеренными значениями условных размеров DL0 и DX0 ненаправленного отражателя, расположенного на той же глубине, что и выявленный дефект.
При измерении условных размеров DL, DL0 и DX, DX0 за крайние положения преобразователя принимают такие, при которых амплитуда эхо-сигнала составляет заданную часть от 0,8 до 0,2 от максимального значения, оговариваемую в технической документации на контроль, утвержденной в установленном порядке;
2) сравнение амплитуды эхо-сигнала U1, отраженного от выявленного дефекта обратно к ближнему от шва преобразователю, с амплитудой эхо-сигнала U2, претерпевшего зеркальное отражение от внутренней поверхности соединения и принимаемого двумя преобразователями (см. черт. 12);
3) сравнение отношения условных размеров выявленного дефекта DX/DН с отношением условных размеров цилиндрического отражателя DX0/DН0.
4) сравнение вторых центральных моментов условных размеров выявленного дефекта и цилиндрического отражателя, расположенного на той же глубине, что и выявленный дефект;
5) амплитудно-временные параметры сигналов волн, дифрагированных на дефекте;
6) спектр сигналов, отраженных от дефекта;
7) определение координат отражающих точек поверхности дефекта;
8) сравнение амплитуд принятых сигналов от дефекта и от ненаправленного отражателя при озвучивании дефекта под разными углами.
Необходимость, возможность и методика оценки конфигурации и ориентации выявленного дефекта для соединений каждого типа и размеров должны оговариваться в технической документации на контроль, утвержденной в установленном порядке.
4.2. Оформление результатов контроля
4.2.1. Результаты контроля должны быть записаны в журнале или заключении, или на схеме сварного соединения, или в другом документе, где должны быть указаны:
тип контролируемого соединения, индексы, присвоенные данному изделию и сварному соединению, и длина проконтролированного участка;
техническая документация, в соответствии с которой выполнялся контроль;
5. Требования безопасности
5.1. При проведении работ по ультразвуковому контролю продукции дефектоскопист должен руководствоваться ГОСТ 12.1.001-83, ГОСТ 12.2.003-74, ГОСТ 12.3.002-75, правилами технической эксплуатации электроустановок потребителей и правилами технической безопасности при эксплуатации электроустановок потребителей, утвержденными Госэнергонадзором.
5.2. При выполнении контроля должны соблюдаться требования «Санитарных норм и правил при работе с оборудованием, создающим ультразвук, передаваемый контактным путем на руки работающих» № 2282-80, утвержденных Минздравом СССР, и требования безопасности, изложенные в технической документации на применяемую аппаратуру, утвержденной в установленном порядке.
5.3. Уровни шума, создаваемого на рабочем месте дефектоскописта, не должны превышать допустимых по ГОСТ 12.1.003-83.
5.4. При организации работ по контролю должны соблюдаться требования пожарной безопасности по ГОСТ 12.1.004-85.
Приложение 1 Справочное пояснения терминов, используемых в стандарте
Термин |
Определение |
Дефект |
Одна несплошность или группа сосредоточенных несплошностей, не предусмотренная конструкторско-технологической документацией и независимая по воздействию на объект от других несплошностей |
Предельная чувствительность контроля эхо-методом |
Чувствительность, характеризуемая минимальной эквивалентной площадью (в мм2) отражателя, который еще обнаруживается на заданной глубине в изделии при данной настройке аппаратуры |
Условная чувствительность контроля эхо-методом |
Чувствительность, характеризуемая размерами и глубиной залегания выявляемых искусственных отражателей, выполненных в образце из материала с определенными акустическими свойствами. При ультразвуковом контроле сварных соединений условную чувствительность определяют по стандартному образцу СО-1 или по стандартному образцу СО-2, или по стандартному образцу СО-2Р. Условную чувствительность по стандартному образцу СО-1 выражают наибольшей глубиной (в миллиметрах) расположения цилиндрического отражателя, фиксируемого индикаторами дефектоскопа. Условную чувствительность по стандартному образцу СО-2 (или СО-2Р) выражают разностью в децибелах между показанием аттенюатора при данной настройке дефектоскопа и показанием, соответствующим максимальному ослаблению, при котором цилиндрическое отверстие диаметром 6 мм на глубине 44 мм фиксируется индикаторами дефектоскопа |
Акустическая ось |
По ГОСТ 23829-85 |
Точка выхода |
По ГОСТ 23829-85 |
Стрела преобразователя |
По ГОСТ 23829-85 |
Угол ввода |
Угол между нормалью к поверхности, на которой установлен преобразователь, и линией, соединяющей центр цилиндрического отражателя с точкой выхода при установке преобразователя в положение, при котором амплитуда эхо-сигнала от отражателя наибольшая |
Мертвая зона |
По ГОСТ 23829-85 |
Разрешающая способность по дальности (лучевая) |
По ГОСТ 23829-85 |
Разрешающая способность фронтальная |
По ГОСТ 23829-85 |
Стандартный образец предприятия |
По ГОСТ 8.315-78 |
Стандартный образец отраслевой |
По ГОСТ 8.315-78 |
Поверхность ввода |
По ГОСТ 23829-85 |
Контактный способ |
По ГОСТ 23829-85 |
Иммерсионный способ |
По ГОСТ 23829-85 |
Погрешность глубиномера |
Погрешность измерения известного расстояния до отражателя
где s2 - центральный момент; Т - траектория сканирования, на которой определяют момент; x - координата вдоль траектории Т; U(x) - амплитуда сигнала в точке x$
x0 - среднее значение координаты для зависимости U(x):
Для симметричных зависимостей U(x) точка x0 совпадает с точкой, соответствующей максимуму амплитуда U(x) |
Второй центральный нормированный момент s2н условного размера дефекта, расположенного на глубине H |