Материал: ГЛАВА 4
Глава 4. Справочные данные
4.1. Значения допусков по гост 25346 – 82
Таблица 4.1
|
Интервалы размеров, мм |
К в а л и т е т ы |
|||||||||
|
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
|
До 3 |
0,004 |
0,006 |
0,010 |
0,014 |
0,025 |
0,040 |
0,060 |
0,100 |
0,140 |
0,250 |
|
3 6 |
0,005 |
0,008 |
0,012 |
0,018 |
0,030 |
0,048 |
0,075 |
0,120 |
0,180 |
0,300 |
|
6 10 |
0,006 |
0,009 |
0,015 |
0,022 |
0,036 |
0,058 |
0,090 |
0,150 |
0,220 |
0,360 |
|
10 18 |
0,008 |
0,011 |
0,018 |
0,027 |
0,043 |
0,070 |
0,110 |
0,180 |
0,270 |
0,430 |
|
18 30 |
0,009 |
0,013 |
0,021 |
0,033 |
0,052 |
0,084 |
0,130 |
0,210 |
0,330 |
0,520 |
|
30 50 |
0,011 |
0,016 |
0,025 |
0,039 |
0,062 |
0,100 |
0,160 |
0,250 |
0,390 |
0,620 |
|
50 80 |
0,013 |
0,019 |
0,030 |
0,046 |
0,074 |
0,120 |
0,190 |
0,300 |
0,460 |
0,740 |
|
80 120 |
0,015 |
0,022 |
0,035 |
0,054 |
0,087 |
0,140 |
0,220 |
0,350 |
0,540 |
0,870 |
|
120 180 |
0,018 |
0,025 |
0,040 |
0,063 |
0,100 |
0,160 |
0,250 |
0,400 |
0,630 |
1,00 |
|
180 250 |
0,020 |
0,029 |
0,046 |
0,072 |
0,115 |
0,185 |
0,290 |
0,460 |
0,720 |
1,150 |
|
250 315 |
0,023 |
0,032 |
0,052 |
0,081 |
0,130 |
0,210 |
0,320 |
0,520 |
0,810 |
1,30 |
|
315 400 |
0,025 |
0,036 |
0,057 |
0,069 |
0,140 |
0,230 |
0,570 |
0,890 |
0,890 |
1,40 |
|
400 500 |
0,027 |
0,040 |
0,063 |
0,097 |
0,155 |
0,250 |
0,400 |
0,630 |
0,970 |
1,550 |
|
500-630 |
0,029 |
0,044 |
0,070 |
0,110 |
0,175 |
0,280 |
0,440 |
0,700 |
1,100 |
1,750 |
|
630 800 |
0,031 |
0,050 |
0,080 |
0,125 |
0,200 |
0,320 |
0,500 |
0,800 |
1,250 |
2,000 |
|
800 1000 |
0,034 |
0,056 |
0,090 |
0,140 |
0,230 |
0,360 |
0,560 |
0,900 |
1,400 |
2,300 |
По таблице 4.1 выбираются допуски на чертежные размеры и операционные размеры в технологии; при этом допуск в технологии указывается в соответствии с методом обработки (экономически целесообразной точностью метода, см. табл. 4.2).
4.2. Шероховатость, дефектный слой и экономически целесообразная точность при различных методах обработки
Таблица 4.2
|
Метод обработки |
Шерохо-ватость Rz, мкм |
Дефектный слой Т, мкм |
Квалитет допуска размера |
|
1. Литье в металлические формы |
100 200 |
100 – 300 |
|
|
2. Центробежное литье |
40 – 100 |
100 – 200 |
|
|
3. Литье в оболочковые формы |
20 – 80 |
150 – 250 |
|
|
4. Литье по выплавляемым моделям |
10 – 40 |
80 – 150 |
|
|
5. Ковка |
300 – 500 |
400 – 600 |
|
|
6. Штамповка обычной точности |
100 – 250 |
200 – 400 |
|
|
7. Штамповка повышенной точности |
80 – 200 |
150 – 300 |
|
|
8. Прокат горячекатаный обычной точности |
80 – 150 |
100 – 150 |
|
|
9. Прокат повышенной точности |
50 – 100 |
80 – 150 |
|
|
10. Прокат холоднотянутый калиброванный |
40 – 80 |
50 – 100 |
|
|
11. Разрезание пилами на станках |
80 – 160 |
100 – 150 |
|
|
12. Точение черновое |
80 – 150 |
50 – 100 |
12 – 14 |
|
13. Точение получистовое |
30 – 50 |
40 – 60 |
9 – 11 |
|
14. Точение чистовое |
15 – 25 |
20 – 30 |
6 – 8 |
|
15. Сверление |
80 – 150 |
50 – 100 |
9 –13 |
|
16. Зенкерование черновое |
30 – 50 |
40 – 50 |
12 – 13 |
|
17.Зенкерование чистовое |
20 – 30 |
30 – 40 |
8 – 13 |
|
18. Развертывание предварительное |
10 – 20 |
15 – 25 |
10 – 11 |
|
19. Развертывание чистовое |
6 – 10 |
5 – 10 |
7 – 9 |
|
20. Фрезерование чистовое |
20 – 50 |
40 – 60 |
8 – 10 |
|
21. Фрезерование тонкое |
3,2 – 6,3 |
10 – 30 |
6 – 8 |
|
22. Протягивание |
3,2 – 6,3 |
5 – 10 |
6 – 10 |
|
23. Растачивание черновое |
40 – 80 |
50 – 100 |
11 – 13 |
|
24. Растачивание чистовое |
10 – 20 |
15 – 30 |
8 – 10 |
|
25. Шлифование черновое |
20 – 40 |
30 – 50 |
8 – 9 |
|
26. Шлифование чистовое |
5 – 10 |
15 – 25 |
6 - 7 |
Данные таблицы используются при расчете минимально необходимого припуска на операции; приведены также квалитеты допуска размеров применительно к различным методам механической обработки (экономически целесообразная точность методов).
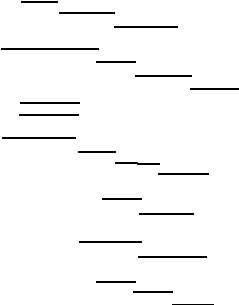
4.3. Шероховатость поверхности при различных видах обработки
Таблица 4.3
|
Метод обработки |
Среднее арифметическое отклонение Ra, мкм |
||||||||||||||||||||||||||
|
100 50 25 12,5 6,3 3,2 1,6 0,80 0,40 0,20 0,100 0,050 0,025
|
|||||||||||||||||||||||||||
|
Фрезерование: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
черновое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
финишное |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
Точение: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
черновое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
финишное |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
алмазное |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
Зенкерование |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
Сверление |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
Растачивание: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
черновое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
финишное |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
алмазное |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
Протягивание: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
черновое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
Развертывание: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
предварительное |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
окончательное |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
Шлифование |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
черновое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
финишное |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
400 |
200 |
100 |
50 |
25 |
12,5 |
6,3 |
3,2 |
1,60 |
0,80 |
0,40 |
0,20 |
|
||||||||||||||
|
Высота неровностей профиля по 10 точкам Rz, мкм |
|||||||||||||||||||||||||||