Материал: Функции инженера-технолога машиностроительного предприятия
Для предотвращения образования трещин обычно применяют следующие меры: 1) предварительный и сопутствующий подогрев во время наплавки для поддержания заданной температуры нагрева основного металла; 2) нагрев изделий непосредственно после наплавки и замедленное охлаждение наплавленного металла; 3) последующую термообработку для снятия напряжений; 4) наплавку пластичного подслоя на поверхность основного металла, обладающего неудовлетворительной свариваемостью; 5) уменьшение числа слоев при многослойной износостойкой наплавке; 6) выбор для износостойкой наплавки способов, вызывающих меньшие термические напряжения в изделиях; при наплавке участков поверхности с потенциальной концентрацией напряжений следует применять, например, наплавку в два приема; 7) правильный выбор наплавочного материала для первого слоя коррозионно-стойкой наплавки с учетом характера влияния основного металла на состав наплавленного слоя; 8) выполнение наплавки только после удаления с поверхности основного металла поверхностного слоя, содержащего дефекты или имеющего повышенную твердость.
При наплавке боросодержащего мартенситного материала, осуществляемой с целью повышения износостойкости изделия, наличие небольших трещин в наплавленном металле иногда допустимо.
Поры и раковины. Для предотвращения образования пор и раковин необходимо: 1) зачищать поверхности основного металла от ржавчины, масла и других загрязнений; 2) обеспечивать хранение флюса и наплавочных материалов в условиях, исключающих поглощение влаги, и их прокалку перед использованием для наплавки; 3) воздерживаться от подачи наплавочного материала к очагу наплавки до момента запотевания поверхности основного металла при газовой наплавке и от резкого удаления пламени при окончании наплавки, применять горючие смеси, обеспечивающие получение науглероживающего пламени; 4) воздерживаться от применения при дуговой наплавке большой силы тока и излишних поперечных колебаний электрода, поддерживать оптимальную длину дуги; 5) предотвращать проведение наплавки в условиях неудовлетворительной защиты зоны дуги (обеспечение необходимой защиты сварочной ванны флюсом-шлаком или защитным газом).
Подрезы. Для предотвращения подрезов, особенно характерных для наплавки ленточными электродами, необходимо:
) исключать наклон наплавляемой поверхности более чем на 3° к горизонту;
) воздерживаться от чрезмерного повышения скорости наплавки;
) обеспечивать надлежащее положение дуги, исключающее магнитное дутье;
) выбирать оптимальный способ наложения валиков с необходимым их перекрытием.
Прочие дефекты. Кроме перечисленных, возможно возникновение других дефектов, в том числе застревание шлака в наплавленном металле, неудовлетворительное сплавление наплавленного слоя с подложкой, деформация изделия и др.
Связанные с застреванием шлака и плохим сплавлением дефекты возникают при недостаточной силе тока и низком напряжении при дуговой наплавке или при неправильном манипулировании - подаче присадочного материала. Для предотвращения таких дефектов необходим правильный выбор способа и режима наплавки.
Одна из серьезнейших проблем наплавки - деформация изделий, для предотвращения которой применяют равномерный предварительный подогрев изделия, различные приемы наплавки, исключающие неравномерную деформацию изделия, сварочные приспособления, зажимные устройства и др. Предварительная оценка возможной деформации составляет важнейшую предпосылку правильного выбора мер предотвращения ее при наплавке.
13.3 Применение наплавки
В настоящей главе приведены некоторые практические рекомендации, относящиеся к применению наплавки для восстановления и повышения износостойкости деталей машин разнообразного назначения.
Строительные машины. Наплавку применяют с целью повышения износостойкости различных деталей строительных машин, в частности при ремонте бульдозеров и одноковшовых экскаваторов для восстановления изношенных деталей.
Рабочие органы и другие детали этих машин работают в условиях интенсивного износа при контакте с грунтом или скальными породами. К числу деталей, подвергаемых восстановлению наплавкой, относятся режущие кромки бульдозерных отвалов, зубья ковшей экскаватора и детали ходовой части (катки, траки, ленивцы, звездочки, башмаки и др.).
Интенсивность изнашивания деталей зависит от условий работы строительных машин. На рисунке 13.3.1 показана зависимость относительного износа деталей из углеродистой стали (износ определен по отношению к износу низкоуглеродистой стали с твердостью HV 120) от твердости стали. При работе в контакте с песком повышение твердости материала сопровождается линейным снижением относительного износа. Вместе с тем при работе в условиях умеренного и сильного изнашивания (гравий, щебень) кривая твердость - износ имеет ломаный характер: повышение твердости до HV 400- 500 сопровождается заметным снижением износа, но при дальнейшем ее повышении относительный износ почти не изменяется. Округляя значения, соответствующие перелому кривой, относительный износ можно приближенно выразить в следующем виде:
Условия незначительного изнашивания:
γ=1,15е-1,15х; (13.3.1)
Условия изнашивания средней интенсивности:
γ=1,40е-2,8х;
(13.3.2)
Условия интенсивного изнашивания:
γ=1,65е-4,1х; (13.3.3)
x=HV/1000.
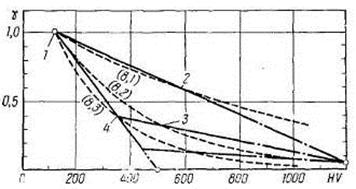
Рисунок 13.3.1 - Зависимость относительного
износа у образцов из углеродистой стали от ее твердости: ____ - средние
экспериментальные данные, ----- - результаты расчета по уравнениям (13.3.1),
(13.3.2) и 13.3.3); 1 - низкоуглеродистая сталь (HV120); 2 - условия
незначительного изнашивания (песок); 3 - условия изнашивания средней
интенсивности (пизолит); 4 - условия интенсивного изнашивания (щебень).
Эти уравнения зависимости величины относительного износа от твердости материала образцов хорошо согласуются с экспериментальной зависимостью для реальных деталей машин. На рисунке 13.3.2 приведены данные по относительной износостойкости ножей режущих органов строительных машин, работающих в условиях изнашивания различной интенсивности. При работе деталей в сложных условиях основным фактором, определяющим их износостойкость, является правильный выбор износостойкого материала.

Рисунок 13.3.2 - Относительный износ
у ножей строительных машин, по данным К. Дайте; у - упрочнение: О -
одноковшовый экскаватор, условия незначительного изнашивания; Δ -
одноковшовый экскаватор; условия интенсивного изнашивания; ![]() -
бульдозер, условия незначительного изнашивания;
-
бульдозер, условия незначительного изнашивания; ![]() - бульдозер, условия интенсивного
изнашивания; X - скрепер.
- бульдозер, условия интенсивного
изнашивания; X - скрепер.
Катки, траки, ленивцы и другие детали гусеничной
ходовой части подвергают обычно автоматической наплавке под флюсом или в среде
углекислого газа, обеспечивающей высокопроизводительное нанесение ровного слоя
износостойкого сплава на рабочие поверхности деталей (таблица 13.3.1). Зубья и
ведущие звездочки подвергают ручной или полуавтоматической наплавке.
Таблица 13.3.1 - Режимы автоматической наплавки под флюсом износостойких покрытий.
|
Детали |
IД, В |
UД, В |
Температура, °С |
Средняя толщина наплавки, мм |
Число слоев |
|
|
|
|
|
подогрева |
металла наплавки |
|
|
|
Катки Ленивцы Траки |
325-350 325-350 350-375 |
28 28 30 |
250 250 200 |
200-250 200-250 150-200 |
6 7 4 |
3 3 2 |
Землечерпальные суда. В зависимости от назначения машины этого класса подразделяют на землесосные снаряды, драговые землесосы, храповые дноуглубительные снаряды, многоковшовые землечерпалки, одночерпаковые драги и др. Наиболее широкое применение имеют землесосные снаряды, служащие для выемки с морского дна песка и породы с помощью ротационной врубной головки и выбрасывания грунта с помощью насоса на большое расстояние от места его выемки.
Наплавке подвергают следующие основные детали землесосных снарядов: корпуса насосов, рабочие колеса, ножи врубных головок, изготовляемых, как видно из таблицы 13.3.2, из сталей различных типов.
Врубная головка (рисунок 13.3.3) содержит каркас
с закрепленными на нем зубьями, которые при работе землесосного снаряда
врубаются в породу. Для выемки глины и другого мягкого и вязкого грунта
используют врубные головки лопастного типа, подвергающиеся абразивному износу.
Для наплавки таких врубных головок используют обычные наплавочные материалы,
предназначенные для повышения стойкости к абразивному изнашиванию.
Рисунок 13.3.3 - Режущий орган врубной головки
Для выемки мягких грунтов используют рабочие органы со вставными фиксируемыми пластинами, а для выемки скального грунта - рабочие органы, наплавленные материалами особо высокой твердости, к числу которых относятся мартенситные наплавочные материалы и карбид вольфрама (рисунок 13.3.4). Для предотвращения охрупчивания и отрыва от подложки при наплавке этими материалами применяют способы сетчатого и полосчатого наложения валиков (рисунок 13.3.5).

Рисунок 13.3.4 - Диаграмма сравнительной
износостойкости режущих органов землесосных снарядов, наплавленных различными
материалами (на диаграмме показан износ w на 10 тыс. м³
вынутого твердого песчаного грунта): А - без наплавки; Б - наплавка сорбитными
материалами; В - наплавка мартенситными материалами (HV 650); Г - полосчатая
наплавка као-бидом вольфрама на мартенситный наплавленный слой (HV 650).
Рисунок 13.3.5 - Способы наплавки валиков на
режущие органы землесосных снарядов: 1 - сетчатая наплавка карбидом вольфрама;
2 - мартенситный наплавочный материал DF3C; 3 - расстояние между валиками 300
мм; 4 - темные участки - валики карбида вольфрама, светлые участки - наплавка
мартенситным материалом DF3C; 5 - параллельные валики, наплавленные карбидом
вольфрама; 6 - основной металл - литая низкомарганцовистая сталь.
Корпус насоса (рисунок 13.3.6) представляет
собой стальную емкость, внутри которой монтируют рабочее колесо (крыльчатку).
Во время работы насоса при скоростном вращении рабочего колеса через его корпус
проходит морская вода со взвешенным в ней грунтом, что вызывает абразивный
износ в сочетании с эрозионным износом, обусловленным высокой скоростью движения
морской воды и грунта через корпус насоса.
Рисунок 13.3.6 - Корпус насоса
На участках максимального износа наносят подслой электродами с покрытием основного типа с использованием подкладок - пластин из низкоуглеродистой стали. Затем выполняют износостойкую наплавку с использованием таких материалов, как боросодержащая мартенситная сталь, высокохромистая сталь и карбид вольфрама.
При восстановлении изношенных крупногабаритных корпусов насосов землесосных снарядов, для которых расходуют сотни килограммов наплавочного материала, существует опасность деформации изделия под влиянием термического цикла наплавки, для предотвращения которой следует избегать концентрации тепла, например, путем разделения наплавляемой поверхности на отдельные небольшие участки и выбора оптимальной схемы (порядка) их наплавки.
При изготовлении новых корпусов насосов для увеличения срока службы следует применять износостойкую наплавку, особенно на участке входного патрубка, работающего в условиях наиболее интенсивного износа. Высоких результатов достигают при наплавке этих участков карбидом вольфрама или высокохромистыми железными сплавами.
Металлургическое оборудование. Наплавке подвергают прокатные валки, конусы засыпных аппаратов доменных печей, направляющие и другие элементы металлургического оборудования. Способы наплавки валков прокатных станов различного назначения включают большое разнообразие применяемых для них наплавочных материалов.
При восстановлении изношенных валков наплавкой важнейшее значение имеет содержание углерода в основном металле. При содержании углерода в пределах 0,3-0,8% наплавка протекает сравнительно успешно, при содержании 0,8-1,5% С перед износостойкой наплавкой необходимо наплавлять мягкий подслой или проводить предварительную термообработку валков. При содержании более 1,5% С наплавка становится невозможной, хотя в последнее время такие валки пытаются восстанавливать способом электрошлаковой наплавки с использованием явления сверхпластичности металла в процессе протекания мартенситных превращений.
При эксплуатации валки подвергаются изнашиванию трением, усугубляемому термическим растрескиванием и влиянием водяного пара, что приводит к возникновению неоднородного износа. При таком изнашивании не исключено образование поверхностного слоя повышенной твердости, который перед наплавкой следует удалить до обнажения основного металла со стабильной структурой. Для предотвращения образования трещин и других дефектов в наплавленном металле, исключения большого разброса твердости по восстанавливаемой поверхности валка необходимо применение предварительного и сопутствующего подогрева и последующей термообработки.
Типичным примером высокопроизводительной наплавки ленточным электродом является ее применение для износостойкой наплавки слоев большой толщины при ремонте прокатных валков.
Железнодорожный подвижной состав. Восстановительной наплавке подвергают разнообразные по форме и размерам детали железнодорожного подвижного состава, что затрудняет механизацию наплавочных работ. Кроме того, неодинаковый износ поверхности детали позволяет осуществлять лишь ручные или полуавтоматические способы наплавки.
Для наплавки деталей железнодорожного подвижного состава, изнашивающихся в результате трения металлических поверхностей, используют наплавочный материал твердостью HV 250-350. При попытке заменить ручную наплавку покрытыми электродами более производительными способами обычно обращаются к сварке в среде углекислого газа.
Процесс наплавки включает следующие операции: зачистка наплавляемой поверхности наждачным кругом; установка наплавляемой поверхности детали в горизонтальное положение (с помощью специального сварочного приспособления; измерение величины износа детали и сопоставление размеров с требуемыми; предварительный подогрев (например, до 150°С); наплавка с учетом износа с периодическим измерением толщины наплавленного слоя; окончание
наплавки в момент, когда толщина слоя обеспечивает получение требуемого размера с учетом припуска на последующую механическую обработку; проверка правильности выполнения наплавки; последующая термообработка для снятия напряжений при температуре ~650°С (для некоторых деталей: рычагов, подвесок, кронштейнов и т. п. термообработку после наплавки не проводят); механическая обработка детали под окончательные размеры; контроль качества. При наплавке следует иметь в виду, что использование чрезмерной силы тока может стать причиной возникновения сварочных дефектов.
Сосуды высокого давления. Сосуды высокого давления изготовляют из плакированной стали, получаемой прокаткой или сваркой взрывом, либо из обычного толстого листа с последующей наплавкой. В последнее время в связи с увеличением габаритов сосудов высокого давления, предназначенных для атомной энергетики и химической промышленности (установки для десульфурации мазута и т. п.), расширилось применение стального листа особо большой толщина, из которого сосуды могут быть изготовлены только с помощью наплавки.