Материал: Функции инженера-технолога машиностроительного предприятия
Принципы создания:
. Потребность совершенствования технологии проработки заявок заказчика, в частности, максимальное сокращение сроков обработки запросных листов, что нередко служило причиной срыва сроков исполнения заказов.
2. Актуальность проблемы повышения обоснованности и оперативности расчетов себестоимости и цен на выпускаемый товар.
Цели: выход на мировой рынок и расширение объемов продаж.
4. Изучение функций служб
механосборочного цеха
Техническое бюро:
осуществляет расчет загрузки оборудования по месячным, квартальным, годовым планам;
внедряет в производство технологические процессы, разрабатываемые ОГТ и ОГМ;
внедряет организационно-технические мероприятия, планы новой механизации;
обеспечивает сменно-суточные задания технической документации;
специализирует производственные участки и смены по изготовлению отдельных деталей и узлов;
прорабатывает на технологичность детали на вновь разработанные узлы и машины;
контролирует соблюдение технологической дисциплины;
организует обеспечение цеха технической документацией и контроль над её содержанием;
участвует в пересмотре норм времени с работниками ОГТ, ОГМ, ОГК, способствует запуску групповых и партийных деталей в производство;
организует работу по технической информации;
содействует цеховой творческой бригаде в разработке и внедрении планов НОТ и управлении производством;
прорабатывает техническую документацию на изделие и выдает план задания для участков.
Планово-распределительное бюро:
повседневно обеспечивает согласованные действия всех звеньев цеха в организации выпуска продукции на основе установленных планов;
организует работу складов полуфабрикатов, готовых изделий;
определяет нормы задела деталей по участкам и производит инвентаризацию незавершенного производства;
контролирует комплексное изготовление заказов, принимает меры по устранению заказов, принимает меры по устранению причин, затрудняющих производство.
Планово-экономическое бюро:
выявляют внутренние резервы производства и совершенствуют ТЭП работ цеха и его участков на основе анализа характеристики и деятельности;
осуществляют технико-экономическое планирование по цеху и его подразделениям на год-месяц;
анализирует действующие формы и системы оплаты труда;
составляет общий график очередных отпусков;
определяет фонд материального поощрения и контролирует его определение.
Бухгалтерия:
организует правильный документооборот и своевременный бухучет всех статей в цехе в соответствии с существующими инструкциями;
составляет месячный отчет и сдает в главную бухгалтерию завода;
ведет картотеку и оборотную ведомость по основным средствам;
подготавливает данные для балансовой комиссии цеха и участвует в её работе;
выполняет отдельные работы по указанию главного бухгалтера завода и его заместителей.
Служба механика:
обеспечивает содержание энергетического оборудования и коммуникации цеха в исправном состоянии;
принимает оборудование в эксплуатации;
анализ аварий;
ведет документацию по эксплуатации оборудования.
Инструментальное хозяйство (участок подготовки производства):
своевременное обеспечение инструментом и приспособлениями;
осуществляет ремонт режущего инструмента и приспособлений;
выявляет потребную номенклатуру инструмента и оснастки;
соблюдает нормы запаса режущего инструмента.
Производственные участки:
своевременное изготовление деталей; сборка согласно документации;
внедрение прогрессивных техпроцессов, мероприятий, передовых методов труда;
обеспечивает высокое качество продукции в соответствии с нормативами.
5. Изучение работы заготовительных
цехов и участков
Завод состоит из пяти производств, которые являются его отдельными частями: заготовительное производство; производство заготовительного оборудования; производство горнорудного оборудования; серийное производство; товары народного потребления.
К заготовительному производству относятся:
цех металлоконструкций (ЦМК);
кузнечнопрессовый цех (КПЦ-1,КПЦ-2);
электросталеплавильный цех (ЭСПЦ);
сварочный цех №16;
термический цех;
фасонно-литейный цех (ФЛЦ-1, ФЛЦ-2).
Функции цехов заготовительного производства:
ЦМК - сварка крупных металлоконструкций;
ЦММК - сварка мелких металлоконструкций;
Мартеновский цех - выплавка разных марок стали;
КПЦ - изготовление поковок, штамповок и термообработка деталей;
ЭСПЦ - занимается выплавкой стали в электропечах.
Сварочный цех - изготовление сварных металлоконструкций для серийного производства.
Термический цех - изготовление отливок из стали и чугуна.
Завод самостоятельно обеспечивает производство заготовок. В механических цехах уже существуют заготовительные участки.
6. Анализ назначения узла, принцип работы, условия эксплуатации. Разработка схемы технологического маршрута сборки узла
.1 Анализ назначения узла, принцип
работы, условия эксплуатации
Опорный узел (рис. 6.1.1) предназначен для передачи осевого усилия и крутящего момента при бурении на долото, а также подвода воздушно водяной смеси для охлаждения долота и очистки скважины от буровой мелочи.
Передача осевого усилия при бурении происходит в следующей последовательности: с корпуса 1 на упорно-радиальный подшипник 2, шпиндель 3 и далее на переходник, буровые штанги и долото.
Подъем буровой головки со штангами осуществляется через корпус 1, корпус 4, подшипник упорный 5 и далее через шпиндель 3.
Подвод воздушно-водяной смеси осуществляется через корпус 4, втулку 6 и шпиндель.
Для стопорения шпинделя опорного узла при разборе бурового става служит фиксатор 7, закрепленный на корпусе опорного узла. Фиксатор выдвигается вверх при подаче рабочей жидкости в подпоршневое пространство; при этом он входит в плоскость вращения фланца втулки 5 (рис. 6.1.2) и производит его стопорение. Возврат фиксатора в исходное положение производится пружиной 8 после снятия давления рабочей жидкости.
Смазка радиальных подшипников опорного узла -
пластичная. Смазка упорных подшипников - заливная. Контроль за уровнем масла
осуществляется визуально через указатели потока.
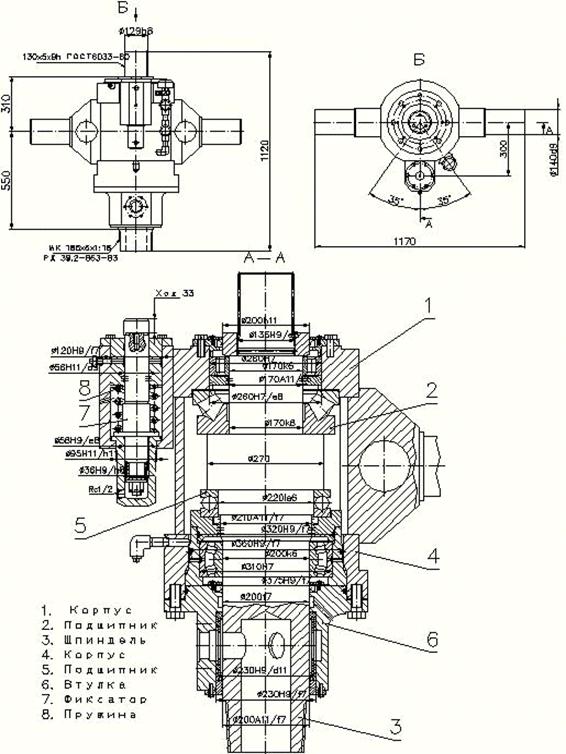
Рисунок 6.1.1 - Узел опорный бурового станка
СБШ-250Н
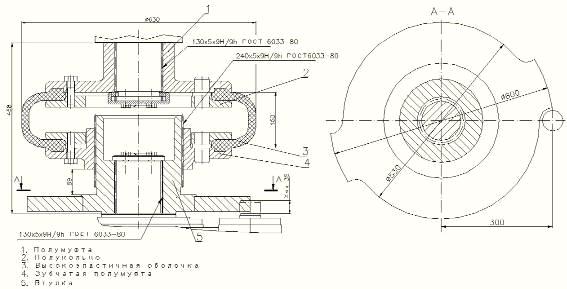
Рисунок 6.1.2 - Фланец втулки
6.2 Разработка схемы
технологического маршрута сборки узла
Известна годовая программа выпуска изделия Nг =109 штук и тип производства - серийное, при коэффициенте закрепления операций Кзо=20,02 (расчет Кзо приводится в разделе 7 данного отчета).
С учетом серийного типа производства, а также крупными габаритами узла, выбираем вид сборки - непоточная стационарная сборка с расчленением сборочных работ. Такой вид сборки предполагает дифференциацию процессе сборки на узловую и общую. Сборка каждой сборочной единицы и общая сборка выполняется в одно и то же время разными бригадами и многими сборщиками. Собираемый узел остается неподвижным в процессе сборки, в результате чего длительность сборочных работ существенно сокращается.
Преимущества сборки с расчленением на узловую и общую сборку:
) Сокращение длительности общего цикла сборки;
2) Сокращение трудоемкости выполнения отдельных сборочных операций за счет:
а) специализации рабочих мест сборки узлов и их оборудования соответствующими приспособлениями и механизирующими устройствами;
б) специализации рабочих-сборщиков определенных узлов и приобретения ими соответствующих навыков;
в) лучшей организации труда (рабочие не скапливаются одновременно на ограниченном пространстве монтажного стенда и не мешают друг другу, как при однобригадной стационарной сборке);
) Снижение потребности в дефицитной рабочей силе сборщиков высокой квалификации;
) Более рациональное использование помещения и оборудования сборочных цехов (узловая сборка может производиться в более низких помещениях, не оборудованных мощными кранами и другими устройствами);
) Уменьшение размеров высоких помещений сборочных участков, оборудованных мощными подземно-транспортными устройствами, требуемые
для размещения монтажных стендов, так как при разделении узловой и общей сборки длительность пребывания собираемой машины на стенде сокращается;
) Сокращение себестоимости сборки.
К недостаткам данного вида сборки можно отнести:
работа без такта, то есть неравномерный выпуск продукции;
более длительный цикл сборки, чем при поточной подвижной сборке.
.3 Точностные расчеты сборочной
технологии
При проектировании технологических процессов возникают задачи расчета операционных допусков и размеров, а также припуски на обработку заготовок. Все эти задачи решаются на основе расчета соответствующих технологических размерных цепей. Технологическая размерная цепь определяет расстояние между поверхностями изделия при выполнении операций обработки или сборке, при настройке станка или расчете межоперационных размеров и припусков.
В зависимости от поставленной задачи и производственных условий, технологические размерные цепи рассчитываются следующими способами: методом максимума-минимума; вероятностным методом; методом групповой взаимозаменяемости; с учетом регулирования размеров при сборке; с учетом пригонки размеров отдельных деталей при сборке. Выбор конкретного способа расчета в первую очередь зависит от принятого в его основу метода достижения требуемой точности изделия по принципу полной или неполной взаимозаменяемости.
На сборочном чертеже была выявлена размерная цепь, которая состоит из 12 звеньев и должна обеспечить зазор 0.05…0,2 мм. Схема размерной цепи представлена на рисунке 6.3.1.
Для данных условий серийного производства, при количестве звеньев цепи более трех (m=11) назначается метод достижения точности - с учетом пригонки размеров отдельных деталей при сборке.
Метод позволяет назначать более расширенные допуска по отношению к методу полной взаимозаменяемости. Это упрощает обработку детали по линейным размерам. В тоже время сборка производится без трудоемкости, пригонки и регулирования. Расчет производим по вероятностному методу. Вероятностный метод - метод расчета, учитывающий рассеяние размеров и вероятность различных сочетаний отклонений составляющих звеньев размерной цепи. Решается прямая задача.
При решении принимаем, что рассеяние погрешностей составляющих звеньев подчиняется закону Гаусса, а риск составляет 0,27 %.
. Номинальные размеры составляющих звеньев:
А1=38 мм; А2=90
мм; А3=66 мм; А4=63 мм; A5=130 мм; А6=101
мм; АΔ=![]() мм; А7=20
мм; А8=15 мм; А9=26,5 мм; А10=549,5 мм.
мм; А7=20
мм; А8=15 мм; А9=26,5 мм; А10=549,5 мм.
Принимаем, что рассеяние погрешностей составляющих звеньев подчиняется закону Гаусса, а риск выхода значений замыкающего звена за установленные пределы составляет не более 0,27% (принимаем р=0,27%), тогда относительное среднее квадратичное отклонение lj=1/3, коэффициент Dt=3.
Для определения нужного квалитета
составляющих звеньев находим среднее число единиц допуска (при способе
одинаковой степени точности).
 ,
,
где ТАD - допуск замыкающего звена,
а - число единиц допуска
![]()
Принимаем 8 квалитет для
составляющих звеньев, для которых а=25. Тогда расчетные значения замыкающего
звена для выполнения условия

Поскольку неравенство не соблюдается, поэтому допуски на размеры А2=90 мм, А3=66 мм, А4=63 мм, A5=130 мм, А6=101 мм, А7=20 мм, А8=15 мм, А9=42 мм принимаем по 7 квалитету, а на остальные звенья по 8 квалитету. Изготовление деталей по этим допускам не представляет затруднений, можно назначить для составляющих звеньев допуски по этим квалитету.
ТА2=35 мкм, ТА3=30 мкм, ТА4=30 мкм, ТА5=40 мкм; ТА6=35 мкм, ТА7=21 мкм, ТА8=18 мкм, ТА9=25 мкм
ТАΔрасч=152,8 мкм,
значит ![]()
Определяем коэффициент риска ![]() :
:
 ,
,
что соответствует риску Р= 0,5 %
Для определения предельных отклонений составляющих звеньев задаемся расположением полей допусков:
для А1, А10 - симметричное расположение,
для А2, А3, А4,
А5, А6, А7, А8, А9, А11
- как для основного вала.
=(-1) ∙ 0+(-1)∙(-17,5)+(-1) ∙(-15)+(-1)∙(-15) +(-1)∙(-20) +(-1)∙(-17,5) +(-1)∙(-10,5) +(-1)∙(-9) +(-1)∙(-12,5) +(-1)∙0+1∙(-55)
=62
Для удовлетворения равенства для звена А 4 изменяем среднее отклонение:
ECA11=68 мкм.
Тогда ESA11 =68+110/2 =123 мкм;
EIA11 =68-110/2 =13 мкм.
Окончательно получаем и подставляем
в чертеж следующие размеры:
В результате расчетов размерной цепи можно сказать, что вероятный метод, хотя и не обеспечивает полной взаимозаменяемости, но обеспечивает достаточно широкие пределы допусков составляющих звеньев. Поэтому затраты на исправление брака здесь несколько меньше, чем экономия от расширения допусков на составляющие звенья изготовления детали.
Поэтому, чем больше количество
составляющих звеньев, тем больше выгода от использования вероятностного метода.
Рисунок 6.3.1 - Схема размерной цепи
7. Выбор деталей представителей, их служебное назначение. Анализ на технологичность. Определение серийности производства
.1 Выбор деталей представителей, их
служебное назначение
По полученному сборочному чертежу выбираем деталь ("Шпиндель" №1-295159), по которой происходит выполнение следующих этапов конструкторско-технологической практики.
Служебное назначение детали "Шпиндель" состоит в передаче осевого усилия при бурении, подъеме буровой головки со штангами и подводе воздушно-водяной смеси.
.2 Анализ на технологичность
Оптимальным способом обработки детали, является:
. Расточная (фрезеровать торцы заготовки, зацентровать заготовку с обеих сторон);
2. Токарная (выполнить черновую обработку детали);
. Токарная (выполнить чистовую обработку детали);
. Зубофрезерная (фрезеровать зубья m=5 мм);
. Резьбонарезная (нарезать резьбу МК)
. Шлифовальная (шлифовать поверхности до достижения требуемой точности)
Выполним анализ на технологичность по качественным характеристикам:
. Применение более совершенных исходных заготовок, сокращающее объем механической обработки невозможно, т.к. деталь является крупногабаритной (М=244 кг, Lmax=1120 мм, Dmax=270 мм).