Материал: Функции инженера-технолога машиностроительного предприятия
) подачу наплавочного металла и его плавление следует начинать после запотевания поверхности основного металла; расплавляемый конец присадочного прутка необходимо держать ближе к поверхности сварочной ванны, но без ввода внутрь ванны. Для обеспечения хорошего растекания стеллита по поверхности основного металла пруток рекомендуется держать в определенном положении без изменения угла наклона и поворачивая его в разные стороны. Наплавку осуществляют обычно при перемещении сопла горелки вперед, как показано на рисунке 13.2.2.1.
Рисунок 13.2.2.1 - Схема наплавки газовым пламенем с перемещением сопла горелки углом вперед: 1 - наплавочный пруток; 2 - направление наплавки; 3 - сопло горелки.
Дуговую наплавку
покрытыми электродами осуществляют различными материалами, требующими разной
скорости охлаждения наплавленного металла. В частности, при наплавке стеллита,
мартенситных материалов и карбида вольфрама предпочтительно замедленное
охлаждение, а при наплавке аустенитной коррозионно-стойкой стали, чистого
никеля, фосфористой бронзы и высокомарганцовистого аустенитного материала
наплавленный металл рекомендуется охлаждать с высокой скоростью. В первом
случае перед наплавкой проводят предварительный подогрев, тогда как во втором
необходимость подогрева отпадает, а наплавку рекомендуется осуществлять узкими
валиками при малой силе тока. В таблице 13.2.2.2 приведены значения силы тока и
температуры предварительного подогрева деталей при износостойкой и коррозионно-стойкой
наплавке промышленными электродами. Наплавку коррозионно-стойких материалов и
некоторых твердых сплавов (стеллита, карбида вольфрама) осуществляют обычно при
меньшей силе тока, чем наплавку мартенситных и перлитных материалов.
Таблица 13.2.2.2 - Сила тока (А) и температура предварительного подогрева деталей при дуговой наплавке покрытыми электродами
|
Наплавочные материалы |
Диаметр электрода, мм |
Температура предварит. подогрева, °С |
|||
|
|
3,2 |
4 |
5 |
6 |
|
|
Коррозионно-стойкая сталь: |
|||||
|
- аустенитная |
70-115 |
95-160 |
135-230 |
160-280 |
- |
|
- ферритная |
70-115 |
90-145 |
130-180 |
160-210 |
100-400 |
|
Никель и его сплавы: |
|||||
|
- никель |
75-120 |
90-160 |
180-200 |
190-230 |
- |
|
- инконель |
70-120 |
90-145 |
115-180 |
- |
>=120 |
|
- монель-металл |
75-120 |
100-150 |
140-190 |
190-230 |
>=100 |
|
Медь и ее сплавы: |
|||||
|
- медь |
70-100 |
110-160 |
140-230 |
170-270 |
280-600 |
|
- бронза |
60-110 |
100-150 |
150-200 |
190-230 |
- |
|
-медноникелевый сплав |
90-120 |
130-160 |
160-200 |
220-260 |
>=150 |
|
Материалы для износостойкой наплавки: |
|||||
|
- стеллит |
85-110 |
120-170 |
150-210 |
200-280 |
300-500 |
|
- перлитная сталь |
60-130 |
110-180 |
160-240 |
200-300 |
>=150 |
|
- мартенситная сталь |
90-160 |
140-190 |
180-240 |
220-310 |
>=150 |
|
-марганцовистая аустенитная сталь |
70-140 |
95-180 |
130-240 |
220-300 |
- |
|
-высокохромистые на основе железа |
100-130 |
110-180 |
150-240 |
190-240 |
>=150 |
|
- карбид вольфрама |
70-90 |
100-120 |
130-170 |
150-200 |
>=300 |
Дуговую наплавку в среде СО2 осуществляют с использованием наплавочной проволоки диаметром 1,2 мм при оптимальной силе тока в пределах 80-300 А, а проволоки диаметром 1,6 мм при силе тока 200-500 А. При неизменной силе тока увеличение вылета электродной проволоки требует, повышения скорости ее подачи (или производительности наплавки), уменьшая глубину проплавления основного металла, при этом эффективность газовой защиты снижается. При обычном расходе защитного газа (20 л/мин) нормальная длина вылета электрода составляет 20 мм.
Наплавку в среде защитного газа необходимо проводить в местах, защищенных от прямого воздействия ветра.
Наплавка под флюсом электродной проволокой отличается высокими скоростью и производительностью процесса, в частности при непрерывной наплавке прокатных валков и других тел вращения. На рисунке 13.2.2.2 схематически показан процесс непрерывной наплавки валка. При наплавке таких деталей необходимо смещать дугу (электродную проволоку) относительно зенита детали в направлении, противоположном ее вращению. Размер такого смещения (опережения) оказывает значительное влияние на внешний вид наплавленного валика (рисунок 13.2.2.3). Оптимальный размер опережения устанавливают в зависимости от конкретного диаметра детали.
Увеличение вылета электрода приводит к повышению
производительности наплавки и снижению глубины проплавления основного металла.
Однако, учитывая, что стабильность горения дуги и переход легирующих элементов
в наплавленный металл в результате выгорания и окисления их шлаком снижаются,
не рекомендуется наплавка при чрезмерно большом вылете электрода.
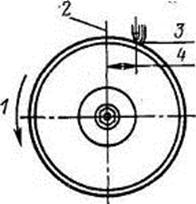
Рисунок 13.2.2.2 - Схема наплавки валка: 1 - направление вращения; 2 - вертикальная ось сечения валка; 3 - сварочная дуга; 4 - смещение (опережение) дуги относительно зенита детали.

Рисунок 13.2.2.3 - Влияние опережения на внешний вид наплавленного валика: а - малое; б - нормальное; в - большое.
Наплавка под флюсом ленточным электродом - высокопроизводительный способ, широко используемый для нанесения антикоррозионных покрытий на внутренние поверхности крупногабаритных сосудов высокого давления, применяемых в нефтеперерабатывающей промышленности и атомной энергетике.
Слой металла, наплавленный с помощью ленточного электрода, должен удовлетворять следующим требованиям: 1) ровная и гладкая поверхность валиков при равномерной толщине наплавленного слоя; 2) хорошая укладка наплавленных валиков без подрезов и наплывов на концевых участках; 3) отсутствие дефектов в наплавленном металле при глубине проплавления основного металла не менее 0,5 мм и малой степени разбавления наплавленного металла основным металлом, доля которого для первого слоя не должна превышать 15%.
При наплавке происходит влияние силы тока и напряжения дуги на формирование валиков. В интересах повышения производительности процесса предпочтительна большая сила тока, однако при этом возрастает влияние основного металла на состав наплавленного слоя, а также увеличивается краевой угол смачивания. Повышение напряжения дуги вызывает снижение влияния основного металла на состав наплавленного металла. Вместе с тем при режиме наплавки с особо высоким напряжением дуги и током малой силы указанное влияние (степень проплавления), напротив, повышается.
Также при наплавке происходит влияние угла наклона наплавляемой поверхности детали или образца на геометрическую форму валиков. Наклон поверхности в направлении наплавки или в поперечном направлении на угол более 3° приводит к неудовлетворительному формированию валика и увеличению степени проплавления основного металла. Таким образом, при наплавке ленточным электродом предельно допустимый угол, наклона наплавляемой поверхности детали составляет 3°. Оптимальный вылет электрода составляет 20-45 мм.
.2.3 Последующая обработка изделий и контроль качества наплавки
Последующий нагрев. Износостойкой наплавке нередко подвергают детали из подкаливающихся средне- и высокоуглеродистых сталей. В таких случаях охлаждение на воздухе после наплавки может стать причиной растрескивания и отрыва наплавленного слоя. Для предотвращения этих нежелательных явлений необходимо принимать меры по снижению скорости охлаждения металла путем газопламенного нагрева наплавленного участка или загрузки всего изделия после выполнения наплавки в нагревательную печь.
При наплавке сосудов высокого давления или иных изделий из низколегированной стали, склонной к образованию трещин замедленного разрушения, в период после окончания наплавки до начала термообработки (отпуска) температуру наплавленного изделия необходимо поддерживать на уровне ~300°С (обезводороживание).
Обработка для снятия напряжений. Под влиянием термического цикла наплавки в изделиях могут возникать остаточные напряжения, вызывающие образование трещин как в основном, так и в наплавленном металле и создающие угрозу разрушения конструкций в целом. В таких случаях после наплавки необходима обработка, обеспечивающая релаксацию остаточных напряжений.
Наиболее распространенными видами такой обработки являются отпуск для снятия напряжений, механическая релаксация напряжений и проковка.
. Отпуск для снятия напряжений в сварных элементах конструкций энергетического оборудования осуществляют согласно нормам, в которых определен режим термообработки для сосудов высокого давления (таблица 13.2.3.1).
. Механическая релаксация напряжений состоит в том, что на конструктивный элемент, содержащий внутренние остаточные напряжения, действует постоянная нагрузка, после снятия которой происходит релаксация напряжений. Способ механической релаксации не пригоден для крупных конструктивных элементов и наплавленных изделий с недостаточной пластичностью.
. Проковка - деформация поверхностного слоя
наплавленного металла специальным молотком (проковка) с целью релаксации в нем
напряжений, Этот способ используют для снятия внутренних напряжений и
предотвращения образования трещин в наплавленном металле. В частности, проковку
как способ снятия остаточных напряжений используют для высокомарганцовистой
аустенитной стали.
Таблица 13.2.3.1 - Температура термообработки для снятия остаточных напряжений в элементах конструкций энергетических сооружений (продолжительность термообработки 1 ч на 25 мм толщины листа)
|
Материал конструкции |
Температура обработки, °С |
|
Углеродистая сталь |
595 |
|
Низколегированная сталь с содержанием 0,75% Сr и суммарным содержанием остальных легирующих элементов до 2% |
595 |
|
Низколегированная сталь с содержанием 0,75-2% Сr и суммарным содержанием остальных легирующих элементов до 2,75% |
595 |
|
Легированная сталь с суммарным содержанием легирующих элементов до 10% |
680 |
|
Ферритная коррозионно-стойкая сталь |
735 |
|
Мартенситная коррозионно-стойкая сталь |
760 |
|
Подвергающаяся закалке и отпуску сталь с временным сопротивлением σВ=6,68 МПа |
595 |
Механическая обработка. Наплавленные изделия во многих случаях подвергают последующей механической обработке под заданные чистовые размеры. Механическая обработка сопровождается освобождением остаточных напряжений в наплавленном металле, и, как следствие, деформацией изделия. Поэтому изделия, которые после наплавки требуют механической обработки, следует подвергать термообработке для снятия напряжений.
Изделия с наплавками из твердых сплавов, механическая обработка которых технологически затруднена, подвергают смягчающей термообработке, а после механической обработки их наплавленный металл зачастую вновь подвергают термообработке для придания заданной твердости.
Шлифование и резание оказывают определенное механическое и тепловое воздействие на обрабатываемую поверхность, создает опасность возникновения трещин в твердом, хрупком металле. Поэтому механическую обработку наплавленного слоя стеллита осуществляют с помощью режущих твердосплавных пластин (из карбида вольфрама) в условиях малой глубины резания при небольшой подаче. Для шлифования, также сопровождающегося быстрым локальным разогревом и охлаждением обрабатываемого металла, необходимо выбирать оптимальный режим, исключающий чрезмерный его разогрев.
Контроль качества наплавки. Применяют следующие методы контроля:
) внешний осмотр для контроля формы наплавленных валиков, выявления подрезов и наплывов, поверхностных трещин и проверки размеров с использованием лупы с небольшим увеличением и измерительных инструментов. Этот метод контроля, отличающийся простотой осуществления, не требует больших материальных затрат;
) капиллярная дефектоскопия с использованием проникающих жидкостей. Поверхность изделия покрывают специальной жидкостью (пенетрантом), проникание которой в выходящие на поверхность трещины и раковины позволяет выявить эти дефекты.
Проникающие жидкости бывают люминесцентными и цветными (например, красная краска). Для контроля качества наплавки широко используют цветной метод контроля, позволяющий с высокой чувствительностью выявить дефекты по всей поверхности наплавленного металла;
) ультразвуковая дефектоскопия, состоящая в том, что в изделие с помощью зонда направляют ультразвуковой импульс (звуковые волны высокой частоты - 0,5-15 МГц) и по характеру отраженной волны судят о наличии дефектов, их величине и местах расположения;
) дефектоскопия рентгенографическим методом, основанным на применении рентгеновского и гамма-излучения; в настоящее время наиболее распространенный метод неразрушающего контроля. На метод контроля металлов с использованием проникающего излучения утвержден промышленный стандарт;
) измерение твердости разными способами: по Виккерсу, Роквеллу, Бринеллю и Шору. Все способы измерения, кроме способа по Шору, заключаются в статическом вдавливании наконечника алмазной пирамидки, конуса или стального шарика, оставляющих отпечаток при их вдавливании в поверхность изделия.
Измерение твердости по Шору заключается в сбрасывании стержня с алмазным наконечником или стального шарика на изделие с определенной высоты и измерении высоты отскакивания. Некоторые приборы для измерения твердости по Шору снабжены индикатором с цифровой шкалой, тогда как другие приборы этого типа не имеют такой шкалы, а твердость отсчитывают путем визуальной оценки высоты отскакивания стального шарика. Преимущество способа измерения твердости по Шору связано с простотой обращения, однако надежность результатов невысокая;
) определение содержания феррита, необходимого при наплавке аустенитной коррозионно-стойкой стали для предотвращения горячих трещин. Контроль качества изделий после наплавки зачастую включает определение содержания феррита, количество которого для такого наплавленного металла должно составлять несколько процентов. От этого содержания зависят также однородность и пластичность наплавленного металла в состоянии после термообработки.
Содержание феррита в лабораторных условиях определяют двумя способами: 1) подсчетом занимаемой им площади на микроснимках структуры; 2) расчетом по химическому составу с использованием структурных диаграмм Шеффлера и Делонга. На практике при контроле качества наплавленных изделий используют исключительно магнитный способ измерения как метод неразрушающего контроля.
В практике металловедения применяют разнообразные способы определения содержания феррита, основанные на использовании магнитных свойств, таких как силы магнитного притяжения (контактные магнитные приборы - ферритометры), магнитной индукции (ферритоскопы, приборы для измерения магнитной проницаемости). Находят применение также ферритные индикаторы, действие которых основано на сопоставлении магнитных сил.
.2.4 Дефекты наплавки и методы их предотвращения
Трещины. При наплавке на основной металл с неудовлетворительной свариваемостью или при высокой твердости наплавленного металла зачастую образуются сварочные трещины, что может быть связано с чрезмерно большими термическими напряжениями, возникающими, в частности, при сплошной наплавке по большой поверхности.