Материал: Функции инженера-технолога машиностроительного предприятия
Относительно просты приборы для измерений колебаний межцентрового расстояния F"ir за оборот в двухпрофильном зацеплении (схема II на рисунке 11.2.1). Эти приборы имеют оправки 4 и 5, на которые насаживают контролируемое 6 и образцовое 3 зубчатые колеса. Оправка 5 расположена на неподвижной каретке 7, положение которой может изменяться лишь при настройке на требуемое межцентровое расстояние. Оправка 4 расположена на подвижной каретке 2, которая поджимается пружиной так, что зубчатая пара 3 - 6 находится всегда в плотном соприкосновении по обеим сторонам профилей зубьев. При вращении зубчатой пары вследствие неточностей ее изготовления измерительное межосевое расстояние изменяется, что фиксируется отсчетным или регистрирующим прибором 1.
Накопленную погрешность шага и k шагов можно контролировать на приборе (схема III на рисунке 11.2.1), в котором при непрерывном вращении
зубчатого колеса 5 в электронный блок 2 поступают импульсы от кругового фотоэлекрического преобразователя 4, установленного на одной оси с измерительным колесом, и от линейного фотоэлектрического преобразователя 1, выдающего командный импульс при заданном положении зуба (при максимуме отраженного потока). При появлении командного импульса самописец 3 фиксирует ординату погрешностей шага колеса.
Радиальное биение зубчатого венца Frr колеса 1 контролируют на биениемерах (схема IV на рисунке 11.2.1), имеющих модульные профильные наконечники 2 с углом конуса 40° для контроля наружных зубчатых колес (для контроля внутренних зубчатых колес наконечники имеют сферическую форму). Разность положений наконечников, определяемая с помощью каретки 4 и индикатора 3, характеризует биение зубчатого венца.
Колебание длины общей нормали L - FvWr контролируют на приборах, имеющих два наконечника с параллельными плоскостями и в зависимости от требуемой точности отсчетное нониусное, микрометрическое 2 или индикаторное устройство. Нормалемеры микрометрические (схема V на рисунке 11.2.1) имеют тарельчатые измерительные наконечники, вводимые во впадины зубьев колеса 1. Особенностью контроля длины общей нормали является отсутствие необходимости базирования колеса по его оси.
Погрешность обката Fcr обычно выявляют на
кинематомерах, позволяющих установить несогласованность движения режущего
инструмента (фрезы) и заготовки зубчатого колеса (стола станка) при
зубообразовании. Так, на зубофрезерных станках (схема VI на рисунке 11.2.1)
преобразователь 1 выдает импульсы, характеризующие угловое положение стола
станка, а преобразователь 2 - импульсы, характеризующие положение шпинделя.
Блок 3 служит для приведения масштаба импульсов высокоскоростного звена 2 к
масштабу тихоходного звена 1 станка. После сравнения импульсов в устройстве 4
разность фаз, пропорциональная погрешности углового положения шпинделя
относительно стола станка, регистрируется самописцем 5.
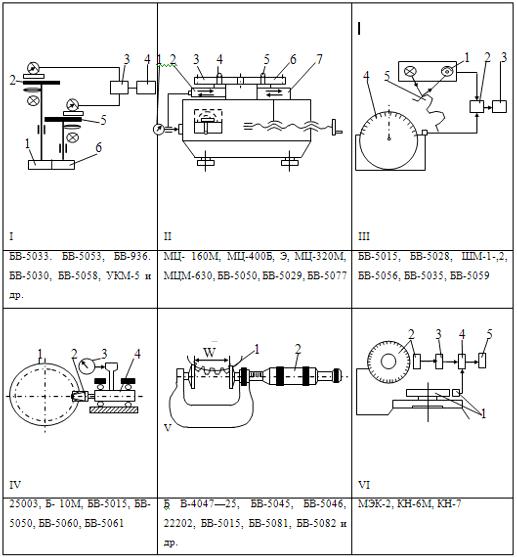
Рисунок 11.2.1 - Приборы для контроля биений
Плавность работы зубчатых колес можно выявлять при контроле местной кинематической погрешности, циклической погрешности колеса и передачи на приборах для измерения кинематической точности, в частности путем определения ее гармонических составляющих на автоматических анализаторах. С помощью поэлементных методов контролируют шаг зацепления, погрешность профиля и отклонения шага. Шаг зацепления fpbr контролируют с помощью накладных шагомеров (схема I на рисунке 11.2.2), снабженных тангенциальными наконечниками 2 и 3 и дополнительным (поддерживающим) наконечником 1. Измерительный наконечник 3 подвешен на плоских пружинах. При контроле зубчатого венца перемещение измерительного наконечника фиксируется встроенным отсчетным устройством 4. При настройке положение наконечников 1 и 2 можно менять с помощью винтов 5.
Погрешность профиля ffr выявляют на эвольвентомерах, сопоставляя теоретическую эвольвенту, воспроизводимую прибором, с реальной эвольвентой контролируемого зуба. В приборе типа БВ-5062 (схема II на рисунке 11.2.2) теоретическая эвольвента воспроизводится образцовым сектором 1, расположенным на одной оси с контролируемым колесом. В качестве линейки обката служит каретка 3, которая связана с сектором с помощью охватывающей его ленты 2. Радиус основной окружности меняют при настройке путем изменения положения упора 4, находящегося на измерительной каретке 5. Микроскоп 6 служит для настройки прибора на требуемый радиус основной окружности.
Для измерения отклонений шага fptr от среднего значения по колесу используют накладные приборы (схема III на рисунке 11.2.2), с помощью которых шаг Рt определяют как расстояние между базовым 2 и измерительным 3 наконечниками. На измеряемом колесе 4 прибор устанавливают по упорным наконечникам 1 и 5. При измерении сравнивают значения всех шагов с первоначальным шагом, отсчитываемым по шкале головки 6.
Полнота контакта. Размеры пятна контакта
определяют либо по следам приработки после некоторого периода работы передачи
на контрольно-обкатных станках и приспособлениях, либо по следам краски,
оставившей отпечаток на парном колесе. С помощью поэлементных методов измеряют
осевой шаг по нормали, отклонение направления зуба, погрешность формы и
расположения контактной линии и др.
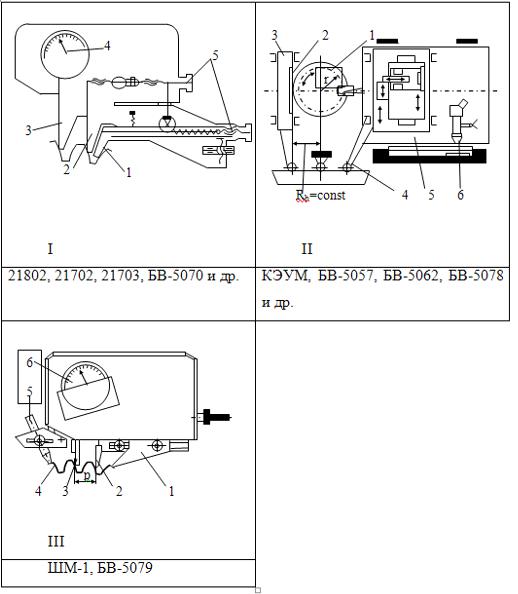
Рисунок 11.2.2 - Приборы для контроля плавности
работы
Так, на приборе БВ-5028 (схема I на рисунке 11.2.2) можно контролировать несколько параметров зубчатых колес - отклонения контактной линии Fkr, осевого шага Fpxnr и погрешности шага. Каретка с измерительным наконечником 1, предварительно установленным на угол наклона контактной линии, перемещается по направляющей 3. При согласованном движении каретки и вращении контролируемого зубчатого колеса 2 наконечник 1 воспринимает непрямолинейность и отклонения от направления этой линии, которые фиксируются самописцем. Отклонение осевого шага воспринимается измерительным наконечником тогда, когда последний перпендикулярен винтовой линии.
Поворот зубчатого колеса на осевой шаг
осуществляют с помощью микроскопа с оптическим диском. При измерении отклонений
от направления зуба Fbr прямозубых колес на приборах, у
которых существует каретка с точными продольными направляющими, измерительный
наконечник перемещают вдоль оси измеряемого колеса. При контроле косозубых
колес винтовую линию, воспроизводимую в приборе в результате поворота колеса и
продольного перемещения измерительного узла или, как в ходомере БВ-5034 (схема
II на рисунке 11.2.3), продольного перемещения стола 1 вместе с проверяемым
колесом 4, сравнивают с реальной эвольвентой. Согласованность поступательного и
вращательного движений колеса обеспечивают с помощью наклонной линейки и
охватывающих шпиндель 3 лент, концы которых закреплены на поперечной каретке 2.
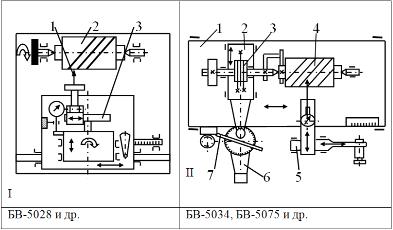
Рисунок 11.2.3 - Приборы для контроля полноты
контакта
Измерительный узел 5, установленный на станине, можно настраивать на необходимые параметры зубчатого колеса. Микроскоп 6 позволяет осуществлять точную установку линейки 7 на заданный угол. Боковой зазор между неработающими профилями зубьев в собранной передаче можно контролировать с помощью набора щупов, c помощью заложенной между зубьями свинцовой проволочки или методом люфтования. В последнем случае одно из зубчатых колес медленно вращается, а второе при этом совершает высокочастотные колебания, амплитуда которых характеризует боковой зазор. В реальном зубчатом колесе боковой зазор образуется в результате утонения зуба при смещении исходного режущего контура ЕHr на зуб колеса. Это смещение измеряют на тангенциальных зубомерах (схема I на рисунке 11.2.4), имеющих два базовых щупа 1 и 2, измерительный наконечник 3 и показывающий прибор 4. Перед измерением зубомер настраивают на заданный модуль по ролику расчетного диаметра.
С помощью тангенциальных зубомеров контролируют,
по существу, положение постоянной хорды а - а относительно линии выступов b -
b, а с помощью кромочных зубомеров измеряют толщину зуба S (параметр Ecr) на
заданном расстоянии h от линии выступов (схема II на рисунке 11.2.4). Эти
зубомеры имеют нониусные, микрометрические или индикаторные отсчетные
устройства. В нониусных штангензубомерах требуемое положение постоянной хорды,
т. е. координирующей губки 4, устанавливают с помощью нониусной пары 1 - 2, а
измерения хорды осуществляют с помощью нониусной пары 7 - 6 путем введения
измерительных наконечников 3 и 5 во впадины зубчатого венца.
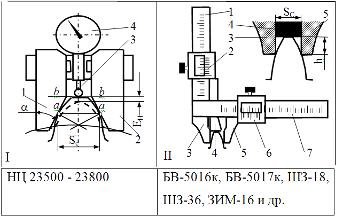
Рисунок 11.2.4 - Приборы для контроля бокового
зазора
Существуют различные приборы для контроля цилиндрических, конических, червячных, червяков и прочих колес станкового и накладного типов, разделяемых по классам точности на три группы: А, АВ и В. Интенсивно разрабатываются полуавтоматические и автоматические приборы, в том числе приборы активного контроля, использующие экранную оптику, цифровой отсчет, запись результатов измерения, машинную обработку результатов, управление производственным процессом и т. п.
.3 Средства автоматизации по
проектируемым технологическим процессам
Необходимо стремится автоматизировать работу приспособлений для повышения производительности, облегчения труда и высвобождения обслуживающих рабочих. При полной автоматизации приспособления и цикла обработки технологическая операция может выполняться без участия рабочего. Он должен лишь своевременно загружать магазин и следить за работой станка и приспособления.
Применение автоматизированных приспособлений позволяет автоматизировать технологические процессы, используя универсальные станки и "превращая " их в полуавтоматы и автоматы. Однако, нужно иметь дополнительно управляющие и транспортирующие устройства.
При конструировании автоматизированных станочных приспособлений особое внимание должно быть обращено на удаление стружки (например с помощью конвейеров и т.д.). Мелкую стружку необходимо удалять из труднодоступных мест струей сжатого воздуха. В других случаях стружку удаляют механически скребками или щетками.
В автоматизированных приспособлениях необходимо исключить возможность неправильной установки заготовки. Для этого необходимо применять блокировочные габариты. При неправильном положении заготовки станок останавливается и обработка прекращается.
12. Изучение оборудования
оснащенного системами ЧПУ
Одним из главных направлений автоматизации процессов механической обработки заготовок мелкосерийного и серийного машиностроения является применение станков с числовым программным управлением (ЧПУ). Под числовым программным управлением (ЧПУ) (ГОСТ 20523-80) понимается управление обработкой заготовкой на станке по управляющей программе, в которой данные приведены в цифровой форме. При этом управляющая программа представляет собой совокупность команд на языке программирования, соответствующих заданному алгоритму функционирования станка по обработке конкретной детали.
Станки с ЧПУ представляют собой полуавтоматы или автоматы, все подвижные органы которых совершают рабочие и вспомогательные движения автоматически по заранее установленной программе, записанной на бумажной перфорированной (иногда на магнитной) ленте или диске.
Эффективность применения станков с ЧПУ выражается:
а) в повышении точности и однородности размеров и формы обрабатываемых заготовок, полностью определяемых правильностью программирования и точностью автоматических перемещений соответствующих узлов стайка; это особенно важно при обработке конструктивно-сложных заготовок, имеющих точные фасонные поверхности и большое число выдерживаемых размеров;
б) в повышении производительности обработки, связанной с уменьшением доли вспомогательного времени с 70-80 % для обычных станков с ручным управлением до 40-50 % (при использовании обрабатывающих центров до 20- 30 %), а в некоторых случаях и с интенсификацией режимов резания; в среднем при переводе обработки па станки с ЧПУ производительность возрастает: для токарных станков - в два-три раза, для фрезерных - в три-четыре раза и для обрабатывающих центров (OI.I,) - в пять-шесть раз;
в) в снижении себестоимости обработки, связанном с повышением производительности, понижением требовании К квалификации станочника, а в ОП и в снижении затрат на приспособления, потребность в которых (в связи с обработкой заготовок с одного установа) значительно уменьшается;
г) в значительном снижении потребности к высококвалифицированных станочниках, связанном с упрощением изготовления сложных и точных заготовок на настроенных и автоматически работающих станках с ЧПУ, а также с применением их многостаночного обслуживания; в современных условиях острого дефицита высококвалифицированных рабочих-станочников на машиностроительных предприятиях расширение применения станков с ЧПУ способствует решению крупной народнохозяйственной проблемы дальнейшего развития промышленности.
Применение станков с ЧПУ в промышленности страны развивается в двух направлениях:
Первое направление - обработка очень сложных заготовок уникальных деталей, имеющих сложную конфигурацию и различные фасонные поверхности, изготовление которых на традиционных станках невозможно или требует больших затрат времени и труда, и том числе высококвалифицированного или тяжелого физического труда (турбинные лопатки, роторы, фасонные поверхности гребных винтов, рабочих колес гидротурбин и т. п.). Целесообразность применения станков с ЧПУ в подобных случаях бесспорна и не требует особых доказательств.
Второе направление - обработка заготовок обычных машиностроительных деталей с точностью IT6-1Т 8 и шероховатостью Rа = (3÷10) мкм
Современные системы ЧПУ позволяют изменять режимы резания в процессе обработки заготовок внутри отдельных переходов. Это создает принципиально новые возможности оптимизации процессов обработки сложных фасонных поверхностей посредством назначения наиболее рациональных режимов обработки отдельных участков поверхностей, обеспечивая их высокое качество и снижение затрат машинного времени на 20-25 %.
Наличие на современных станках с ЧПУ систем, позволяющих производить ручное редактирование программ непосредственно с пульта станка, существенно упрощает и ускоряет трудоемкий процесс отработки новых программ.
При установке современных систем ЧПУ и управления приводами достигаются следующие преимущества:
· повышение надежности работы станка;
· выпуск деталей с заданными точностными параметрами;
· повышение производительности и удобства работы;
· расширение технологических возможностей для работы современным режущим инструментом;
· улучшение ремонтопригодности;
· возможность диагностики, составления и установки управляющих программ с удаленного компьютера;
· возможность включения станка в единую компьютерную сеть для контроля его загрузки и простоев;
· обеспечивают высокоскоростную обработку;
· однородную структуру для эксплуатации, программирования и визуализации процесса обработки.