Материал: Функции инженера-технолога машиностроительного предприятия
Для корпусов сосудов высокого давления атомных реакторов и установок для десульфурации мазута применяют разнообразные стали, в том числе марганцевомолибденоникелевую, хромомолибденоникелевую и хромомолибденовую.
В связи со сложностью конструкции таких сосудов секции корпуса и днище подвергают наплавке по отдельности до сборки. Для электростанции мощностью 500 МВт необходимы сосуды высокого давления высотой 21 м при внутреннем диаметре 4,7 м. Сосуды таких размеров изготовляют из стального листа толщиной 120 мм.
После наплавки сосуды подвергают длительной термообработке. Учитывая жесткие условия их работы, высокие требования по эксплуатационной надежности таких ответственных изделий, выбор наплавочных материалов для данного назначения и процесс наплавки осуществляют особенно тщательно.
Прочие изделия. Для наплавки клапанов используют стеллит. С целью снижения влияния основного металла на состав наплавленного слоя при выполнении разделки поверхности детали под наплавку необходимо предусматривать скругление острых внутренних и наружных ее углов (рисунок 13.3.7).
Для предотвращения образования трещин в наплавленном слое предварительный подогрев клапанов проводят в две ступени, включая первичный нагрев, выдержку при этой температуре, подъем температуры подогрева до заданной и поддержание этой температуры до окончания наплавки.

Рисунок 13.3.7 - Схемы выполнения разделки
поверхности клапанов перед наплавкой.
Для предотвращения растрескивания металла после наплавки осуществляют последующую термообработку деталей.
Прессование металлов, широко используемое в
автомобильной и других отраслях промышленности, требует применения
разнообразных штампов (рисунок 13.3.8). Перед их наплавкой выполняют разделку
поверхности по одной из форм, показанных на рисунке 13.3.9. Разделка по форме а
отличается простотой выполнения, а по форме в обеспечивает гарантированный
уровень свойств наплавленного металла.
Рисунок 13.3.8 - Конструкция штампов различного назначения: а - вырубной штамп; б - вырубной штамп с направляющей и фиксирующей плитой; в, г - обрубной штамп; д - подрубной штамп; е - кромкоотрубной штамп; / - пуансон; 2 - заготовка; 3 - матрица.
Для реставрации штампов обычно применяют дуговую
наплавку покрытыми электродами из высокохромистой аустенитной проволоки.
Наплавку осуществляют после предварительного подогрева штампа до температуры
300-400°С.
Рисунок 13.3.9 - Схема разделки поверхности
штампа перед наплавкой
Высокие требования к точности изготовления штампов требуют принятия мер для предотвращения деформации деталей при наплавке. Одна из таких мер связана с определенной последовательностью проведения наплавки отдельными небольшими участками в шахматном порядке, с симметричным расположением и т. п. Наплавку следует проводить на режиме, обеспечивающем минимальное проплавление основного металла.
14. Изучение вопросов охраны труда,
защиты окружающей среды и экологии машиностроения
Охрана труда - это система законодательных актов, социально - экономических, организационных, технических, лечебно - профилактических мероприятий и средств, обеспечивающих безопасность труда, сохранение здоровья и работоспособности человека в процессе труда.
Задача охраны труда - свести к минимуму возможности поражения или заболевания работающего при максимальной производительности труда.
Реальные производственные условия характеризуются наличием опасных и вредных производственных факторов. Опасные производственные факторы - такие, которые при определённых условиях приводят или внезапному резкому ухудшению здоровья.
Вредный производственный фактор - при определённых условиях приводящий к профессиональному заболеванию.
Несчастные случаи различают на: бытовые; связанные с работой; связанные не только с работой, но и производством.
Комиссия по расследованию несчастных случаев обязана в течении 24 часов расследовать обстоятельства и причины, при которых произошёл несчастный случай. При выявлении несчастного случая заполняется акт. Также в цехах проводятся инструктажи по технике безопасности.
Выбросы постоянно растущего промышленного производства вызывают загрязнения окружающей среды - воздуха, воды, почвы. Перед человечеством возникают глобальные проблемы охраны окружающей среды. Решение их позволит эффективно регулировать взаимоотношения м/у производственной технической деятельностью человека и окружающей его природной средой.
Рассмотрим взаимодействие
промышленного объекта и окружающей среды на примере машиностроительного
производства. Для этого производства характерны большие объёмы энергоёмких
работ: сварочных, гальванических, термообработок. Все предприятия этой отрасли
используют экологические ресурсы. Степени воздействия разных процессов
существенно отличаются. Так при получении 100 тыс. тонн литья за год из
литейного цеха с пылеуловителем эффективностью до 80% в атмосферу выбрасывается
около 1000 тонн твёрдых веществ. Сточные воды прокатного производства содержат
до 2000 мг/л окалины и нефтепродуктов, 200 мг/л сульфатов. На 1 тонну
протравленных стальных заготовок расходуется от 0,5 до 50 ![]()
![]() воды. Предприятия дают большое
количество твёрдых отходов, среди которых металлы, шлак, окалина, зола, флюсы и
т.д.
воды. Предприятия дают большое
количество твёрдых отходов, среди которых металлы, шлак, окалина, зола, флюсы и
т.д.
15. Изучение работы служб отдела
технического контроля и качества продукции
Контроль качества в процессе производства проводиться для обеспечения выпуска изделий, соответствующих требованиям, конструкторской документации, предупреждение внутризаводского брака, получение информации о состоянии производственного процесса и определение необходимости его регулирования.
Высокое качество продукции может
быть достигнуто при наличии совершенного технологического процесса, что
предусматривает обеспечение требований нормативно-технической документации.
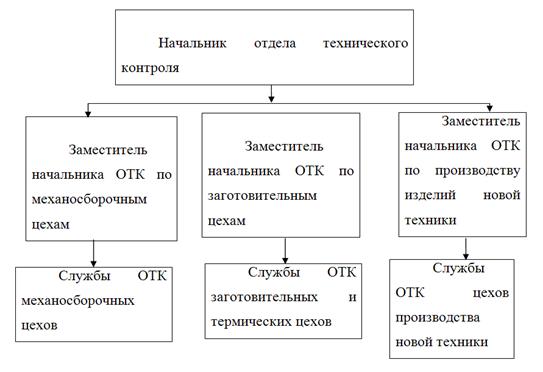
Рисунок 15.1 - Структура отдела ОТК
При контроле детали или сборочной единицы устанавливается следующий порядок приемки:
. проверка наличия документации и отметки о приемке предыдущей операции;
2. наличие извещений на внесенные в конструкторскую и технологическую документацию изменения;
. наличие маркировки;
. внешний осмотр для выявления видимых дефектов;
. проверка шероховатости поверхности детали;
. проверка размеров грубой точности;
. проверка размеров высокой точности;
. выявление отклонений допусков формы и расположения поверхностей;
. наличие заключений по результатам испытаний, установленных техническими требованиями;
. определение годности детали или сборочной единицы, и оформление документов.
Унификации и стандартизация
Различают задачи унификации и задачи стандартизации. При стандартизации должны удовлетворяться требования всех отраслей в данном виде изделия с учетом технического прогресса. При унификации номенклатура изделий ограничивается областью наибольшей их приемлемостью, т.е. в зависимости от масштаба и назначения унификации она может предшествовать стандартизации. Необходимыми условиями комплексной унификации является систематизация и анализ данных применяемости типоразмера конструктивных элементов. В результате последовательно проводимой унификации изделия и стандартизации в машиностроении удается значительно сократить существующее многообразие процессов и изделий, улучшить технологические показатели.
Метрологическая служба
Метрологическое обеспечение подготовки производства (МОПП) является одной из функций технологической подготовки производства и предусматривает метрологическое обеспечение на всех стадиях создания изделия, а также обеспечивает организационные мероприятия, направленные на:
. повышение качества продукции;
2. снижение затрат и сокращение сроков подготовки производства;
. внедрение в производство прогрессивных методов и средств измерения.
Основное содержание работ МОПП:
. устранение оптимальных номенклатур изменяемых параметров и норм точности измерений;
2. обеспечение производства стандартизации специальными средствами и методами измерений;
. организация и проведение метрологической экспертизы технической документации.
16. Экономика и планирование
Деталь в условиях рыночных отношений является товаром. Товар - продукт труда, произведённый для продажи. Товар обладает свойствами:
потребительская стоимость - это свойство товара удовлетворять потребности человека. Потребительская стоимость товара отличается от потребительной стоимости продукта, тем что потребительская стоимость товара поступает в употребление исключительно посредством обмена и предназначена для удовлетворения потребностей не самого производителя, а других людей. Потребительская стоимость товара, как правило, является продуктом труда.
стоимость товара - овеществлённый в товаре труд. Меновая стоимость - это способность товара обмениваться в определённом количестве. Как потребительская стоимость товары, отличаются друг от друга и поэтому они не соизмеримы; как стоимости товары однородны, а поэтому соизмеримы. Величина стоимости товара определяется общественно необходимым трудом, затраченным на производство данного товара. Величина общественного необходимого труда измеряется общественно необходимым рабочим временем(отношение суммарного индивидуального времени, к суммарному объёма произведённого продукта).
При расчёте стоимости конкретной детали учитывают такие факторы, как стоимость исходных материалов, стоимость работы оборудования и режущих инструментов, энергетические затраты, стоимость рабочей силы, величина начислений в фонд завода. При правильном учёте всех этих факторов, можно сформулировать стоимость товара таким образом, чтобы завод не нёс убытков и имел средства для расширения возможностей.
Цена товара, как денежное выражение стоимости, формируется в условиях свободных рыночных отношений и отражает имеющиеся в обществе на данный момент времени соотношение м/у спросом на данный товар и его предложением.
Заключение
Целью конструкторско-технологической практики было закрепление и углубление полученных в процессе обучения знаниям по прогрессивной технологии, пополнение их новыми сведениями, применение нового оборудования, систем автоматизации и механизации тех. процессов; накопление практического опыта самостоятельной инженерной деятельности по технологии механообработки деталей, конструированию тех.оснастки. сборки изделий машиностроения.
Результатом прохождения конструкторско-технологической практики является: приобретение и закрепление навыков решения конструкторских, технологических, технико-экономических и организационных задач в условиях реального производства, подробное ознакомление со всеми видами технологической и конструкторской документации, порядком её разработки, оформление производственного использования, изучение вопросов стандартизации, охраны труда, организации производства, автоматизации производственных процессов, изучение роли инженера - технолога на производстве.
Перечень ссылок
1. Технология машиностроения. Маталин А.А. -Л.:Машиностроение,1985,-496с.
2. Курсовое проектирование по технологии машиностроения. Горбацевич А.Ф. Мн.: Высшая школа,1983-256с.
. Тайц Б.А., Марков Н.Н. "Точность и контроль зубчатых передач." Изд.2-е, перераб. и доп. -Л.: Машиностроение.,1978 г.
. Тайц Б.А. Производство зубчатых колес. -Л.: Машиностроение.,1990 г.
. Справочник технолога-машиностроителя. Под ред. А.Г. Косиловой и Р.К. Мещерякова, Машиностроение, 1985,-496с.
. Рабочая программа и методические указания по конструкторско-технологической практике студентов 4 курса специальности 7.090202./Сост. А.Г. Косенко, Ю.Б. Борисенко, В.И. Тулапов и др.-Краматорск: ДГМА, 2006.-24с.
7. Технология машиностроения: В 2 кн.- Кн.1. Основы технологии машино-строения /Подред. С.Л, Мурашкина -Мч: Высщ. шх.,2003. -278с.
8. Технология машиностроения: В 2 кн.- Кн.2. Производство детали машин/Под ред. С.Л. Мурашкина - М: Высш. шк., 2003. - 295с.
. Технология машиностроения,- T.I. Основы технологии машиностроения /Под ред. A.M. Дальского - М. :Изд - во МГТУ им. Баумана, 2001, - 594с.
. Новиков МП Основы технологии сборки машин и механизмов. - М: Машиностроение, 1980.-592с.