Материал: Формовочный цех по производству тротуарных плит
Условную массу бетонной смеси определяют по формуле:
б=ρсм*Vи
где ρсм
-
плотность бетонной смеси, т/м3; Vи - объем изделия;б=2,3*0,023=0,1
т,ф= 0,023*1,8=0,04 т,щ=2 т.в=0,1+0,04+2=2,14
т.
Таблица 10 Принимаем виброплощадка СМЖ - 187А[10]
|
Показатели |
Количество |
|
Грузоподъёмность |
5 |
|
Частота колебаний, Гц |
47,5 |
|
Установленная мощность, кВт. |
64 |
|
Габаритные размеры |
9,5*3 |
|
Масса, т. |
5,75 |
При тепловой обработке применяет в основном
ямные камеры периодического действия. Габаритные размеры камер выбираются таким
образом чтобы заполнить их материалом.
Таблица 11 Принимаем бетоноукладчик СМЖ-162 [11]
|
Наименование |
Показатели |
|
Мах ширина изделий, мм. |
2000 |
|
Вместимость бункера, м3 |
1,7 |
|
Скорость передвижения, м/мин. |
10-15 |
|
Мощность эл.двигателя, кВт. |
6,3 |
|
Габариты, мм |
3090*3800*2520 |
|
Масса, т |
3,4 |
Расчет ямных камер:
Длина секции камеры:
k=n*lф+m*ln
где n - количество форм с изделиями по длине, шт; lф - длина формы, м; m-количество промежутков между стенкой и формой, а так же между формами; ln - величина промежутков, м.k=1*5,77+2*0,2=6,17 м
Определяем форму ширину секции камеры по
формуле:
Вк=n*bф+m*bn
В=1*1,5+2*0,1=1,7 м
где n - количество форм с изделиями по ширине, шт; bф- ширина формы, м; bn-величина промежутков, м.
Определяют высоту секции камеры:
Нк=n*hф+m*hn+hk+hg
k=0.3*10+9*0.05+0.10+0.15=3,7 м
где n- количество форм по высоте секции; hф - высота формы с изделием, м; hn - величина промежутков между формаи; hk - величина зазора межу крышкой и верхом формы с изделием, м; hg-величина зазора между дном секции камеры и дном формы, м;
Количество пропарочных камер определяют по формуле:
=П/(m*g*Kоб*Kв);
где П - годовая производительность технологической линии, м3; g-объем загружаемых изделий в камеру без форм , м3 ; m - количество рабочих дней в году; Кв - коэффициент использования во времени ; Коб - коэффициент оборачиваемости одной камеры.=30000/233*0,83*10*1*0,91=17,04 - для трех линий
Принимаем 23 ямных камер (+2 - на ремонт)
Расчет количества металлических форм
Расчет потребности цехов в металлических формах производится отдельно по каждому типу форм по формуле:
ф=Пг*Kрф/(Tрф*Vи*Kоф*Kи)
где Пг - требуемая производительность
цеха в год, м3; Крф - коэффициент запаса форм; Трф
- фактическое рабочее время данной линии в сутках; Vи - объем бетона
в одной форме м3; Коф - коэффициент оборачиваемости форм
в сутки.
Коф=24/(Т0+0,5)
где Т0 - средняя продолжительность цикла тепловой обработки, ч; Тn - продолжительность операций с формами вне камеры.
Коф = 1, т.к цех работает в 2 смены.ф=30000*1.05/233*0.89*0.97*1=149
Подбираем вывозную тележку для готовых изделий.
Принимаем СМЖ - 151 [10]
Таблица12 Характеристика вывозной тележки СМЖ - 151
|
Наименование |
Показатели |
|
Грузоподъемность, т |
20 |
|
Скорость передвижения, м/мин |
31,6 |
|
Установленная мощность, кВт |
7,5 |
|
Габаритные размеры, мм |
7490*2573*1456 |
|
Масса, кг |
3700 |
8. Расчет склада готовой продукции
Готовая продукция - это изделия и полуфабрикаты, полностью законченные обработкой, соответствующие действующим стандартам или утвержденным техническим условиям, принятые на склад или заказчиком. Она представляет собой конечный результат производственного цикла хозяйственной деятельности организации.
В соответствии с ПБУ 5/01 «Учет материально-производственных запасов» готовая продукция является частью материально-производственных запасов организации, предназначенных для продажи, следовательно, при учете готовой продукции выполняются общие требования, предъявляемые к учету запасов. Произведенная готовая продукция должна сдаваться, как правило, на специальные склады готовой продукции. Эта продукция отгружается на сторону, а часть ее постоянно находится на складе. За все ее наличие и движение отвечают материально ответственные лица. Для обеспечения достоверности данных бухгалтерского учета о наличии готовой продукции необходимо проводить инвентаризации, а для текущего контроля за ее сохранностью - проверки. Необходимыми предпосылками действенного контроля за сохранностью готовой продукции являются: наличие должным образом оборудованных складов и кладовых или специально приспособленных площадок (для запасов открытого хранения); размещение запасов продукции по секциям складов, а внутри их по отдельным группам и типо-сорто-размерам (в штабелях, стеллажах, на полках и т. п.) таким образом, чтобы была обеспечена возможность их быстрой приемки, отпуска и проверки наличия; в местах хранения каждого вида запасов следует прикреплять ярлык с указанием данных о находящемся запасе; оснащение мест хранения запасов продукции весовым хозяйством, измерительными приборами и мерной тарой определение перечня центральных (базовых) складов, складов (кладовых), являющихся самостоятельными учетными единицами определение круга лиц, ответственных за приемку и отпуск запасов продукции (заведующих складами, кладовщиков, экспедиторов и др.), за правильное и своевременное оформление этих операций, а также за сохранность вверенных им запасов; заключение с этими лицами в установленном порядке письменных договоров о материальной ответственности; увольнение и перемещение материально ответственных лиц по согласованию с главным бухгалтером организации; определение перечня должностных лиц, которым предоставлено право подписывать документы на получение и отпуск со складов продукции, а также выдавать разрешения (пропуска) на вывоз продукции со складов и иных мест хранения
Площадь склада готовой продукции подсчитывается по формуле
склада = В*L
где В - ширина склада, м; L-длина склада, м В =18*2=36 м
= Qсут*Tхр*К1*К2/Qн,
где Qсут - объем изделий, поступающих на склад в сутки, м3; Тхр - запас готовых изделий на складе, Тхр=10 сут; Qн - объем изделий, хранящихся в горизонтальном положении на 1 м2 площади склада, Qн=1; К1 - коэффициент, учитывающий проходы между штабелями изделий, К1=1,5;
К2 - коэффициент, учитывающий проезды и площадь под путями кранов, тележек, К2=1,3. А=129,54*10*1,5*1,3/1=2526,03 Длина склада:
=A/B,
=2526,03/36=60,2мсклада=36*60,2=2167,2 м2
9. Описание технологической схемы производства
Сырье, цемент, песок и щебень поступают на завод автомобильным транспортом. Крупный и мелкий заполнитель промываются с последующим удалением органических включений, пылеватых и глинистых частиц. В бетономешалку заливается 1 часть воды, 3 части отсева с песком, 3 части цемента и еще 3 части отсева с песком. Раствор вымешивается 10-12 минут; в подготовленный таким образом состав добавляется жидкий диспергатор и до окончательной готовности раствор вымешивается еще 3-5 минут.
Для приготовления второго слоя в бетономешалку заливается 1 часть воды, затем добавляется 5 частей смеси песка и отсева, 3 части цемента, 4 части отсева с песком и 0,01 часть пластификатора, приготовленная по той же технологии, что и диспергатор. Смесь перемешивается 10-15 минут.
Начинать работу по формованию тротуарной плитки необходимо с тщательной подготовки форм. Перед запуском в работу их необходимо вычистить и смазать. После подготовки формы расставляются на вибростоле и в них закладывается первый лицевой слой бетонной смеси. Количество закладываемой смеси определяется исходя из практики. Важно, чтобы он получился не меньше 1,5-2 см. От этого зависит износостойкость и устойчивость к выцветанию. Трамбовка вибрацией производится в течение 2-3 минут. Этого времени достаточно, чтобы раствор заполнил весь объем и вытеснил пузырьки воздуха.
Перед заполнением второго слоя иногда закладывают щелочестойкие стеклянные, полиамидные или полипропиленовые волокна длиной до 2 см и диаметром до 50 мм. Такое армирование несколько увеличивает стоимость конечного продукта, но значительно улучшает его технические характеристики: износоустойчивость, сопротивление удару и долговечность.
Второй слой уплотняется на вибростоле не дольше одной минуты, так как в противном случае может произойти перемешивание слоев и полноценной, качественной брусчатки не получится. При правильно подготовленном растворе оптимальной консистенции достаточно виброуплотнения в течение 30 секунд. Для выдержки сформованного раствора технологическая карта отводит 24 часа. Однако температура окружающей среды и влажность в помещении может внести коррективы в этот срок, в связи с чем несколько изменится технология выдержки изделий. При неравномерном распределении температуры формы с плиткой укладывают слоями не больше пяти. Если температура в помещении распределена равномерно, то количество слоев можно увеличить до 15. Оптимальная температура для выдержки и дальнейшей сушки - 25-30° С.
Для ускорения процесса извлечения готовой плитки из форм существуют специальные насадки. Они крепятся по двум сторонам стола и меняются в зависимости от формы брусчатки. Технологическая карта отводит на расформовку одной плитки не более 10 секунд. На практике эта процедура занимает не больше 5. Чтобы формы дольше служили и легче снимались, их подогревают до +40°С. При нагреве линейные размеры полимерных форм увеличиваются и они легко снимаются с бетонной отливки, коэффициент расширения которой значительно меньше.
Освобожденную от формы плитку складируют на
деревянные поддоны. Укладку производят лицевой частью вверх. Сложенную на
поддоны плитку фиксируют при помощи упаковочных механизмов лентой и
металлическими скобами. Высота поддона с уложенной на нем плиткой, как и
предусматривает карта, не должна превышать одного метра. В таком виде она
набирает прочность на складских площадках. На устойку брусчатки технологическая
карта предусматривает 21 день. Такой срок необходим для достижения определенной
ГОСТом крепости - 450 мПа.
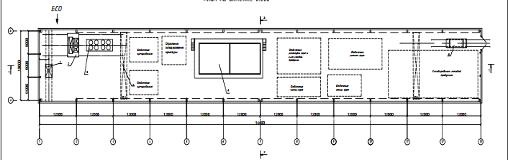
Рисунок 3 Технологическая схема производства
тротуарных плит
10. Контроль качества при производстве готовой
продукции
Контроль организуется на всех стадиях производства бетона и изделий из него и включает контроль свойств исходных материалов, приготовления бетонной смеси и ее уплотнения, структурообразования и твердения бетона и свойств готового материала или изделия.
Для контроля используют различные способы и приборы. По полученным результатам вносят коррективы в состав бетона, в параметры и режимы технологических операций на основе закономерностей, учитывающих влияние на свойства готового бетона различных технологических факторов. Для большей точности и надежности управления качеством бетона используют зависимости, полученные для условий конкретного производства. Эти зависимости должны постоянно корректироваться по результатам статистического контроля свойств бетона.
Для управления производством и качеством бетона используют вычислительную технику и автоматизированные системы управления. Для их работы требуется соответствующее математическое обеспечение, в частности, использование математических моделей, которые связывают свойства бетона с качеством используемых материалов, составом бетона и условиями производства.
Управление качеством бетона осуществляется на
основе пооперационного контроля производства. Для его проведения используют
экспресс-методы, позволяющие быстро оценить свойства материала или параметры
процесса, разрабатываются специальные полуавтоматические и автоматические
средства, а также используется выборочная проверка объектов контроля. Дня
оценки свойств цемента предложены рентгенографические и другие методы
экспресс-анализа его минералогического состава и способы быстрого определения
удельной поверхности цемента. По их результатам прогнозируется возможное
влияние качества цемента на свойства приготовляемой бетонной смеси и бетона и
при необходимости производятся изменения состава бетона и режима
технологических операций. Необходимое быстродействие обеспечивается обработкой
результатов на ЭВМ по специальной программе.
Таблица 13 Производственный контроль на заводе сборного железобетона
|
Контроль |
Объект контроля |
Содержание контроля |
|
1. Входной |
Цемент Заполнители |
Вид, марка, наличие паспорта, физико-механические свойства. Вид, наличие паспорта, влажность, физико-механические свойства. |
|
2. Операционный |
Приготовление бетонной смеси Формование Ж/Б изделий ТВО Размер, форма и качество изделий |
Дозирование, перемешивание и Удобоукладываемость Правильность сварки форм и равномерность их смазки. Положение каркаса в форме. Степень уплотнения бетонной смеси, качество открытых поверхностей изделий Контроль температуры, влажности и продолжительности процесса Внешний осмотр изделий, проверка размеров и качество изделий |
|
3. Приемочный |
Правильность упаковки изделий Прочность бетона |
Проверка положения изделий и прокладок в штабеле, маркировка изделия Отпускная и марочная прочность бетона и других структурно-механические свойства. Прочность, жесткость, трещиностойкость Приемка по совокупности показателей качества готовых изделий |
11. Техника безопасности при производстве
бетонных работ
Мероприятия по технике безопасности предусматриваются в проектах производства работ и технологических картах на отдельные процессы (опалубочные, арматурные, укладку бетона и др.).Общими требованиями по технике безопасности являются вопросы охраны труда рабочих, занятых при производстве бетонных и железобетонных работ.
К работе могут допускаться только те опалубщики, которые прослушали инструктивный курс по технике безопасности и сдали соответствующий экзамен. Инженерно-технический персонал должен быть хорошо ознакомлен с проектом опалубочных работ, и в частности со специальными требованиями и условиями производства работ, и в процессе строительства добиваться обязательного их выполнения.
Бетонщики, работающие с вибраторами, должны предварительно пройти медицинское освидетельствование, которое периодически повторяют. Рукоятки вибраторов должны быть снабжены амортизаторами, отрегулированными так, чтобы амплитуда вибрации рукояток не превышала норм для ручного инструмента.
Провода от распределительного щитка к вибраторам должны быть заключены в резиновые шланги, а корпус электровибратора должен быть заземлен. Устройства для включения вибраторов должны быть закрытого типа. Во избежание обрыва провода и поражения бетонщиков током не разрешается перетаскивать вибратор за шланговый провод или кабель. Через каждые 30-35 мин вибратор необходимо выключать на 5-7 мин для охлаждения.
Каждый бетонщик, работающий с электрической ручной машиной (вибратор, затирочная машина), должен знать безопасные способы работы, меры защиты от поражения электрическим током и уметь оказать первую помощь пострадавшему. Без этих знаний бетонщик не должен допускаться к работе с электрическими ручными машинами. Бетонщики, работающие с вибраторами, обеспечиваются спецодеждой - резиновыми сапогами и перчатками. При работе с пневматическими вибраторами и при исправлении прорыва шланга, при продувке его и при других подобных работах глаза бетонщика должны быть защищены очками.