Материал: Екстракційне відділення виробництва фосфатної кислоти напівгідратним способом
Ангідритний спосіб має ряд переваг перед дигідратним і гемігідратним: дає змогу без упарювання одержувати кислоту з вмістом 50% P2O5; у процесі екстракції більша частина фтору виділяється у газову фазу; одержувана кислота містить менше кальцію сульфату.
Використання способу в промисловості стримують: корозійні умови (висока температура і концентрація фосфатної кислоти), утворення дрібних кристалів і у зв'язку з цим необхідність більшої кількості ступенів протитечійного промивання.
Комбіновані способи одержання екстракційної фосфатної кислоти - гемігідратно-дигідратний і дигідратно-гемігідратний - технологічно й економічно ефективніші, ніж одноступінчасті. Вони зубезпечують підвищення ступеня використання вихідної фосфатної сировини (за рахунок зниження технологічних втрат P2O5), підвищення концентрації цільового продукту, чистішого сульфату кальцію із більшими можливостями його подальшого перероблення.
Однак комбіновані процеси ускладнені подвійним фільтруванням або нетехнологічні через значну тривалість стадії перекристалізації за гемігідратно-дигідратного способу.
З удосконаленням комбінованих технологій найбільш цікавим дигідратно-гемігідратний процес із проміжним фільтруванням.
Цей спосіб дає можливість одержувати
з апатитового концентрату фосфатну кислоту, що містить 33-34% P2O5, з
фосфоритів - фосфатну кислоту, що містить 28-30% P2O5. Ступінь вилучення P2O5 з
вихідної сировини становить близько 99%. Тривалість процесу не перевищує 6 год.
Фосфогемігідрат містить менше 0,5% P2O5 і 0,15% F може бути застосований як
в’яжуча речовина в будівельних матеріалах [6].
2.2 Технологічна схема виробництва
екстракційної фосфатної кислоти дигідратним способом
На рис.3.1 наведена принципова схема
виробництва фосфатної кислоти (28-32% Р2О5) з апатитового концентрату.
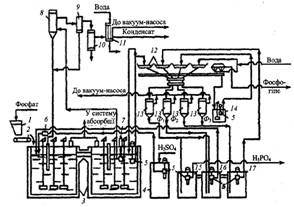
Рис. 3.1. Схема одержання екстракційної фосфатної кислоти дигідратним способом:
- бункер фосфатної сировини; 2 -
дозатор; 3 - двоступінчастий екстрактор; 4 - збірник сульфатної кислоти; 5 -
заглибні насоси; 6 - витратомір сульфатної кислоти; 7 - заглибний насос
(циркуляційний); 8 - випарник; 9 - бризковловлювач; 10 - конденсатор; 11 -
барботажний нейтралізатор; 12 - лотки карусельного вакуум-фільтра; 13 -
ресивери (сепаратори); 14 - проміжний збірник суспензій після регенерації
фільтрованої тканини; 15, 16, 17 - барометричні збірники для першого
(основного) фільтрату (15), для оборотної фосфатної кислоти (16), для
промивного фільтрату (17)
За цією схемою можливе одержання фосфатної кислоти (20-22% Р2О5) з фосфоритів. Відповідно до схеми в перший реактор екстрактора 3 з бункера 1 дозатором 2 безперервно надходить апатитовий концентрат. У цей же реактор заглибними насосами 5 уводять оборотну фосфатну кислоту з барометричного збірника 16 і циркуляції (8-12):1] і сульфатну кислоту зі збірника 4. Сульфатну кислоту можливо частково або повністю вводити в другий реактор.
Співвідношення Р:Т у суспензії в екстракторі підгримують рівним (1,7-2,5): 1. З першого реактора суспензія перетікає в другий, звідки основна частина її заглибним насосом 7 подається у вакуум-випарник 8, що є резервуаром, у якому вакуум-насосом підтримують знижений тиск.
Унаслідок цього рідина, яка надходить до нього, виявляється перегрітою й закипає з випаровуванням частини води. Це зумовлює зниження температури на 3-5°С. Гази з вакуум-випарника через бризковловлювач відводять у поверхневий конденсатор 10, у якому конденсується водяна пара й уловлюється частина сполук фтору. Остаточне очищення газу від сполук фтору відбувається у барботажному нейтралізаторі 11.
Розкладання фосфату відбувається в екстракторі 3. Для фосфатної сировини різного типу термін перебування реакційної суміші в екстракторі становить від 4-5 до 7-8 год. Застосовують екстрактори різної конструкції і ємності - 4-циліндрові односекційні баки (з однією мішалкою), з'єднані перетоками в батарею з чотирьох баків; циліндрові дво- й чотирисекційні місткості з однією або кількома мішалками в кожній секції; прямокутні однобакові з кількома секціями. Потужність сучасних установок 110-125 тис. т Р205 забезпечується роботою одного прямокутного екстрактора з вісьмома головними секціями, у центрі кожної секції розміщена мішалка. Робоча ємність такого екстрактора 730 м3. Екстрактори футеровані кислототривкими матеріалами. Мішалки виготовляються з легованої сталі ОХ23Н28-МЗДЗТ9 (ЕІ-943) з покриттям гумою верхньої частини вала, на який діють фторидні гази. Запроваджений у промисловості новий тип екстрактора об'ємом 850 м3. Два подвоєні екстрактори забезпечують потужність установки в 250-350 тис. т Р205 за рік у разі переробки апатитового концентрату і 136 тис. т Р205 при розкладанні бідної фосфоритної сировини. Продукційна суспензія надходить на карусельний лотковий фільтр, у якому гіпс відокремлюється від розчинів, а осад промивають трифільтратною системою.
Карусельний лотковий фільтр складається з 24 окремих лотків, на днищах яких покладена фільтрувальна тканина (капрон, лавсан тощо). Лотки встановлені на каретках з колесами, що рухаються по кругових рейках. За допомогою двох шайб, які утворюють головку фільтра, - рухому, яка обертається разом з лотками, і нерухому - фільтрати надходять у відповідні вакуум-збірники (15, 16 і 17). Після проходження зон фільтрації і промивань кожен лоток за допомогою напрямних автоматично перекидається для вивантаження коржа фосфогіпсу. Фільтрувальну тканину промивають водою і підсушують повітрям. Потім лоток знову стає в робоче положення і перемішується в зону основного фільтрування. Воду, яка використовують для регенерації фільтрувальної тканини, подають на останню або передостанню зону промивання осаду, що скорочує втрати Р2О5 і дає змогу створити на екстракційних установках замкнену систему водообороту. Гігроскопічна вологість фосфогіпсу становить 15-40%. Кількість фосфогіпсу (в перерахуванні на суху речовину) становить 1,2-1,6 т на 1 т переробленого природного фосфату. У процесі переробки апатиту вихід гемігідрату кальцію дорівнює 1,4; гіпсу - 1,6 т.
Газорідинна суміш розділяють у сепараторах 13, у яких підтримується розрідження 65-85 кПа. Перший фільтрат Ф1 направляють у збірник готової продукції, а частина його переливають у барометричний збірник оборотної кислоти 16, куди також подають і другий фільтрат Ф2, одержаний у процесі промивання осаду третім фільтратом Ф3. Фільтрат Ф3 утворюється під час промивання осаду суспензією, одержаною в процесі регенерації фільтрувальної тканини, і свіжою гарячою (60-70°С) водою. Промитий гіпс передається з лотка у збірник 14, з якого у вигляді суспензій перекачується у відстійник гіпсу. Вміст Р2О5 у фільтратах такий: Ф1 - 28%, Ф2 - 22-25%, Ф3 - 5-10% [7].
У процесі одержання фосфатної кислоти дигідратним способом виділення фтору в атмосферу (переважно у вигляді тетрафториду силіцію) невелике - 3-5% від вмісту у вихідній сировині (близько 80% переходить у цільовий продукт, 15-17% - у фосфогіпс). Відповідно концентрація фторидів у газах, що відводять із екстрактора, залежно від способу охолодження й роботи вентилятора в перерахуванні на фтор становить 0,2 - 2,5 г/м3.
Згідно з дигідратним способом на 1т
продукційного Р2О5 витрачають 2,65-2,73 т апатиту і 2,45-2,48 т 100-%
сульфатної кислоти. Екстракційна фосфатна кислота, одержана з апатиту
дигідратним способом, містить у відсотках:
Р2О5 - 25-32; SO3 - 1,8-2,8; CaO -
0,1-0,4; Al2O3 - 0,3-0,5; F - 1,7-2,20.
.3 Розрахункова частина
Вихідні дані для розрахунку:
Продуктивність (в розрахунку на 100% Н3РО4), кг/год 5000
Концентрація продукційної фосфатної кислоти, % Р2О5 48
Склад апатитового концентрату, % Р2О5 39,40
СаО 47,66
СаF2 5,74O3 0,85O3 0,731,62
нерозчинний залишок 3,00
волога 1,00
Концентрація сульфатної кислоти, % 92,5
Ступінь розкладу апатитового концентрату, % 98,0
Співвідношення Т:Р в пульпі 1:2
Кількість фтору, що виділяється в газову фазу, % від вісту фтору
апатитовому концентраті 40
Співвідношення кількості циркулюючої пульпи до кількості
продукційної пульпи 3:1
Температура, °С: сульфатної кислоти 30
апатитового концентрату 25
оборотної фосфатної кислоти 91
промивних вод 85
циркулюючої пульпи 95
газової фази 100
.3.1 Матеріальний розрахунок розміщення апатитового концентрату
Витрата апатитового концентрату:
/ 0,3940 / 0,98 = 10043 кг/год,
де 0,3940 - кількість Р2О5 в апатитовому концентраті;
,98 - коефіцієнт вилучення Р2О5 в
Н3РО4.
Загальна кількість апатитового концентрату, поступаючого на переробку, і вміст у ньому окремих компонентів:
|
Компоненти |
Вміст, % |
Кількість, кг/год |
|
Р2О5 СаО СаF2 Fe2O3 Al2O3 SiO2 нерозчинний залишок волога |
39,40 47,66 5,74 0,85 0,73 1,62 3,00 1,00 |
|
|
Разом |
100 |
10043 |
Виробництво фосфатної кислоти методом сульфатно-кислого розкладання природних фосфатів схематично може бути показано наступним чином.
Сульфатно-кислий кальцій розчиняється в фосфатній кислоті, одночасно осаджується із розчина іонів кальцію сульфатною кислотою:
(PO4)3F + nH3PO4 + aq = 5Ca(H2PO4)2 + (n - 7)H3PO4 + HF + aq, (1)
Ca(H2PO4)2 + 5H2SO4 +aq = 10H3PO4 +
5CaSO4·2H2O + aq . (2)
Сумарне урівнення має вигляд
Сa5(PO4)3F + 5H2SO4 + nH3PO4 + aq =
3H3PO4 + 5CaSO4*2H2O + nH3PO4 +HF + aq (3)
Так як по представленому сумарному рівнянні не можливо розрахувати матеріальний баланс в повному обсязі, то складається ряд рівнянь, по яким і робиться розрахунок:
O5 + 3H2O = 2H3PO4 (4)+ H2SO4 = CaSO4 + H2O (5)O3 + 2H3PO4 = 2FePO4 + 3H20 (6)O3 + 2H3PO4 = 2AlPO4 + 3H20 (7)
HF + SiO2 = H2SiF6 + 2H2O (8)
HF + SiO2 = SiF4 + 2H2O (9)+ H2SO4 =
CaSO4 + 2HF (10)
По рівнянні (4) утвориться H3PO4
·0,98·2·98/142 = 5353 кг/год,
витратиться води
5353·3·18/2/98 = 1475 кг/год,
де 142, 98, 18 - молекулярні маси P2O5, H3PO4, H20; 0,98 - коефіцієнт розкладу апатитового концентрату.
По рівнянні (5)
витратиться H2SO4
·0,98·98 / 56 = 8210 кг/год,
утвориться CaSO4
·136/98 = 11393 кг/год
(або 14409 кг/год в перерахунку на CaSO4·2H2O),
де 98, 56, 136 - молекулярні маси H2SO4, CaO, CaSO4
По рівнянні (10)
витрачається H2SO4
·0,98·98/78 = 711 кг/год,
утвориться CaSO4
·136/98 = 986 кг/год
(або 1247 14409 кг/год в перерахунку на CaSO4·2H2O),
утвориться HF
·2·20/98 = 290 кг/год,
де 98,78,136,20 молекулярні маси H2SO4, CaF2, CaSO4, HF
Разом по рівняннях (5) і (10)
+ 711 = 8921 кг/год.
При цьому утвориться
+ 986 = 12379 кг/год CaSO4,
або 14409 + 1247 = 15656 кг/год
CaSO4·2H2O.
При цьому
- 12379 = 3277 кг/год води.
По рівнянні (6):
витрачається H3PO4
·0,98·2·98/160 = 102 кг/год,
утвориться FePO4
·2·151/2/98 = 157 кг/год,
утвориться води
·3·18/2/98 кг/год.
По рівнянні (7)
витрачається H3PO4
73·0,98·2·98/102 = 138 кг/год,
утвориться СePO4
·2·122/2/98 = 171 кг/год,
утвориться води
·3·18/2/98 = 38 кг/год.
По рівняннях (8) і (9), згідно даних, 40% фтору переходить в газову фазу, із них 32% - в вигляді SiF4 і 0,8% в вигляді НF;
% фтору залишається в рідкій фазі H2SiF6
Кількість НF, перейшовшого в газову фазу:
в вигляді SiF4
·0,32 = 93 кг/год,
в вигляді НF
·0,08 = 23 кг/год,
всього переходить НF в рідку фазу
+ 23 = 116 кг/год.
По рівнянні (8)
реагує НF
290 - 116 = 174 кг/год.
витрачається SiO2
кг/год,
утвориться H2SiF6
утвориться води
·144/60 = 52 кг/год,
По рівнянні (9)
реагує НF
кг/год,
витрачається SiO2
·60/4/20 = 70 кг/год,
утвориться SiF4
·104/60 = 121 кг/год,
утвориться води
·2·18/60 = 42 кг/год.
Всього утвориться води по рівняннях
(5-9)
1508 + 28 +38 + 52 +42 = 1668
кг/год.
Зв’язується з фосфатною кислотою по
рівнянням (6) і (7)
+ 138 = 240 кг/год.
Залишається вільної фосфатної
кислоти в розчині
- 240 = 5113 кг/год.
По рівняннях (5) і (10) потрібно
сульфатної кислоти
кг/год моногідрату, або 8921/0,925 = 9644 кг/год 92,5% H2SO4
із них води
- 8921 = 723 кг/год.
Кількість 56% сульфатної кислоти
скадає
/0,56 = 15930 кг/год.
із них води
- 8921 = 7009 кг/год.
Кількість води, яку необхідно подати
для розчинення 92,5% сульфатної кислоти до 56%
- 723 = 6286 кг/год.
Баланс води.
Поступає води ( в кг/год) з сульфатною кислотою 7008,утвориться по рівняннях (5-9) 1668, з апатитовим концентратом 78, всього 8755.
Витрачається води на утворення H3PO4 по рівнянні (4) 1475 кг/год, залишається води в пульпі 8755 - 1475 = 7280 кг/год, залишається вільної води 4003 кг/год
Кількість апатитового концентрату,
не перейшовшого в розчин ( в кг/год):
Поступає з апатитовим концентратом нерозчинного залишку 301кг/год, разом вийде залишку у пульпі 199 + 301 = 500кг/год
Для перевірки правильності
матеріального розрахунку роз положення апатитового концентрату складаємо баланс
по основному компоненті Р2О5.
Матеріальний баланс розположення апатитового концентрата сульфатною кислотою
|
Прибуток |
Витрата |
||
|
Стаття |
кг/год |
стаття |
кг/год |
|
Апатитовий концентрат: Р2О5 СаО СаF2 Fe2O3 Al2O3 SiO2 нерозчинний залишок волога Разом H2SO4 (моногідрит) вода з сульфатною кислотою Разом H2SO4+ H2O Разом |
3957 4787 577 85 73 163 301 100 10043 8921 7009 15930 25973 |
Тверда фаза пульпи: CaSO4·2H2O FePO4 СePO4 H2SiF6 нерозчинний залишок Разом твердої фази Рідка фаза пульпи: H3PO4 вода Разом рідкої фази Разом пульпи Газова фаза SiF4 НF Разом газової фази Разом |
15656 157 171 209 500 16693 5133 4003 9136 25829 121 23 144 25973 |
Разом поступає Р2О5 з апатитовим
концентратом 3957 кг/год. Із цієї кількості переходить в розчин
·0,98 = 3878 кг/год.
Кількість Р2О5, не перейшовшого в
розчин,
- 3878 = 79 кг/год.
Із 3878 кг/год Р2О5 утворюється 5353 фосфатної кислоти.
Витрачається фосфатної кислоти:
·0,02 = 107 кг/год,
витрачається на утворення FePO4 і
СePO4 по рівнянні (6) і (7)
+ 138 = 140 кг/год,
всього фосфорної кислоти
витрачається
+ 140 = 247 кг/год.
Кількість продукційної фосфатної
кислоти
- 247 = 5106 кг/год.
.3.2 Матеріальний розрахунок екстрактора
Маса пульпи, поступаючої на
фільтрацію, оприділяється, виходячи із заданого співвідношення Р:Т = 3:1. Отже,
маса, що підлягає фільтрації буде такою:
·3 = 50085 кг/год
де 16695 - маса твердої фази в пульпі.
Маса рідкої фази, поступаючої на
фільтрацію
- 16695 = 33390 кг/год.
Маса рідкої фази, залишеної в
фосфогіпсі після фільтрації (до промивки)
·48/53 = 15120 кг/год.
де 48 - вміст рідкої фази в гіпсі після фільтрації ( до промивки), %.
Приймаємо, що при фільтрації
випариться 129 кг води. Кількість фільтрату становить
- (16695 + 15120 +129) = 18141
кг/год,
в якому вміст Р2О5
Така ж кількість Р2О5 була до
фільтрації в 18141 + 129 = 18270 кг/год рідкої фази. Таким чином в 15120 кг/год
рідкої фази, залишеної у фосфогіпсі, міститься
·15120/8708 = 31723 кг/год Р2О5.
Всього в рідкій фазі, яка поступила
на фільтрацію, є
+ 31723 = 40431 кг/год Р2О5.
Отже, кількість Р2О5 яке повинно
бути введено на екстракцію з промивним розчином, складає
- 107 = 31616 кг/год
Кількість Р2О5, яке повинне бути
введено на екстракцію з оборотною кислотою,
- 31616 - 3957 + 298 = 5156 кг/год,
де 3957 - кількість Р2О5 поступившого з апатитовим концентратом, кг/год;