Материал: А27878 Андреев АК Материалы для низкотемпературной техники
Неблагоприятно на прочность соединения влияет неравномерная толщина клеевой прослойки. В местах утолщения возникают повышенные напряжения из-за усадки клея, а на границе перехода от одной толщины к другой образуется зона концентрации напряжений. При криогенных температурах неравномерность толщины клеевой прослойки будет приводить к еще большим перенапряжениям в местах перехода от тонкой к толстой клеевой прослойке, еще большей потере надежности клеевого соединения.
Важными условиями получения качественного клеевого соединения являются температура и влажность воздуха в момент проведения операции склеивания. Наименьшие напряжения возникают
вклеевых соединениях при склеивании при нормальной температуре, когда основными являются только усадочные напряжения. Их величины зависят от состава клея и размеров клеевой прослойки. Так, для эпоксидных клеев усадочные напряжения при нормальной температуре не превышают 1,0 МПа. Остаточные напряжения в клеевых соединениях также зависят от температуры отверждения; время достижения максимальной величины остаточных напряжений уменьшается с повышением температуры, а их абсолютная величина возрастает. По истечении 10–20 сут остаточные напряжения в клеевых соединениях уменьшаются.
Основным фактором, обеспечивающим долговечность клееных конструкций, является контроль технологического процесса их изготовления. Контролировать необходимо все операции склеивания, начиная от лабораторной проверки клеев и применяемых материалов на соответствие их нормативным документам на изготовление и кончая проверкой готового склеенного изделия. Можно выделить следующие этапы контроля клеевого соединения: контроль материалов
всоответствии с требованиями технической документации; контроль качества приготавливаемых клеев; контроль за состоянием воздуха
впомещениях; контроль за состоянием приспособления для склеивания и нагревательных устройств; контроль качества заготовок перед склеиванием, контроль за соблюдением режимов склеивания; контроль качества клееных изделий.
Контроль качества клеевых соединений в готовых изделиях может определяться по этапам. Первый этап – внешний осмотр изделия; второй – определение качества склеивания неразрушающими методами контроля; третий – испытания образцов-свидетелей клеево-
301
го соединения; четвертый – периодические испытания годности готовых соединений разрушением определенного количества изделий из серии; пятый – испытание клеевых соединений в натурных условиях эксплуатации клееного изделия путем разрушения определенного количества изделий из серии.
Входе эксплуатации криогенных установок клеевые соединения могут подвергаться воздействию термических, механических кратковременных и длительных нагрузок, термоциклическому воздействию (термоударам). Эксплуатация может проходить в условиях глубокого вакуума, криогенных газообразных и жидких сред и т. д.
Основные требования, предъявляемые к клеевым соединениям низкотемпературных конструкций, – надежность и длительная работоспособность в условиях эксплуатации криогенного оборудования. Поскольку основой клеев и клеевых композиций органического происхождения являются полимеры, то закономерности изменения механических свойств полимерных материалов с точки зрения когезионной прочности, описанные в разделах, касающихся термопластичных и термореактивных пластических масс, сохраняются для клеев
иклеевых композиций. При криогенных температурах клеевые прослойки в соединениях находятся в стеклообразном состоянии (температура стеклования большинства клеевых полимерных составов от 210 до 355 К).
Разрушение твердых материалов, какими являются клеи при криогенных температурах, происходит в результате роста трещин, возникающих в местах, где локальные напряжения превышают когезионную прочность клея. С понижением температуры когезионная прочность клеев возрастает вследствие упрочнения полимерного связующего. Еще одним фактором, влияющим на прочность клеевых соединений, является прочность адгезионной связи на границе раздела адгезив–субстрат. Адгезионная прочность клеевых соединений с понижением температуры также возрастает, что объясняется разрушением полимера по химическим связям, по абсолютной величине более высоким, чем межмолекулярные связи.
Втабл. 5.73 приведены физико-механические характеристики
конструкционных материалов, наиболее широко применяющихся в криогенной технике, и эпоксидного связующего. Из таблицы видно, что прочностные показатели эпоксидного клея в несколько раз ниже, а коэффициент термического расширения почти на порядок выше со-
302
ответствующего показателя конструкционных материалов. Так как коэффициент термического расширения клеев значительно выше коэффициента термического расширения металлов, то при охлаждении клеевых соединений в полимерном слое возникают значительные термические напряжения, которые могут привести к его разрушению. При больших скоростях охлаждения некоторые клеевые соединения могут разрушаться без механической нагрузки, вследствие действия только термических напряжений, величины которых значительно превышают адгезионную или когезионную прочность соединения.
303

Таблица 5.73
Свойства основных материалов, применяемых в криогенной технике, и наиболее распространенной клеевой композиции для получения работоспособных низкотемпературных клеевых соединений
|
Сталь |
Медь |
Алюми- |
Клей |
|
Показатели |
12Х18Н10Т |
МЗ |
ниевый |
на основе |
|
|
|
сплав |
эпоксидной |
||
|
|
|
|||
|
|
|
АМцС |
композиции |
|
Предел прочности |
540 |
230 |
110–112 |
50–70 |
|
при растяжении, МПа |
|
|
|
|
|
|
|
|
|
|
|
Модуль упругости |
20–22 |
11–12,3 |
8,6 |
0,21–0,24 |
|
Е · 104, МПа |
|
|
|
|
|
Коэффициент термического |
14,8 |
16,5 |
23,8 |
40–120 |
|
расширения 106, К–1 |
|
|
|
|
|
Коэффициент теплопро- |
13,9 |
330 |
175 |
0,11–0,13 |
|
водности, ккал/(м · ч · °С) |
|||||
|
|
|
|
||
|
|
|
|
|
Клеевые соединения при работе в условиях глубокого вакуума обнаруживают способность к газовыделению, что нарушает качество вакуума и ухудшает работоспособность изделий. Причинами газовыделения клеев являются поверхностная десорбция и диффузия газов из внутренних слоев материала к поверхности раздела. Газовыделение и выделение низкомолекулярных продуктов, присутствующих в полимере, приводят к некоторой потере массы материала.
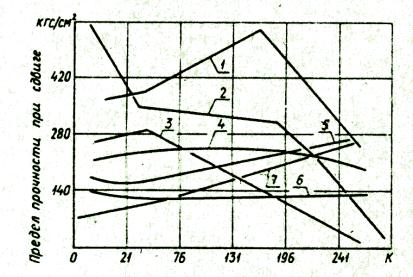
Одним из основных факторов, обеспечивающих надежность и прочность клеевых соединений, является природа полимера. На рис. 5.18 показана зависимость прочности соединений, склеенных различными клеями, от температуры. Наибольшей прочностью при сдвиге обладают клеевые соединения, полученные на основе модифицированных эпоксидных (эпоксинайлоновые клеи) и полиуретановых клеев.
Кроме модифицированных эпоксидных клеев, перспективными для применения при низких температурах являются клеи на основе полиуретанов и ароматических полимеров, содержащих гетероциклы. Однако указанные клеи отличаются повышенной токсичностью и сложностью технологии применения. Таким образом, для склеивания деталей, работающих при криогенных температурах,
304
наиболее перспективными являются клеевые составы на основе эпоксидных смол.
Рис. 5.18. Влияние природы полимера на прочность при сдвиге клеевых соединений при криогенных температурах:
1 – эпоксинайлоновый; 2 – полиуретановый; 3 – силиконовый; 4 – эпоксифенольный; 5 – винилацетальфенольный; 6 – эпоксиполиамидный;
7 – фенольный (эластомер)
При разработке криогенных клеевых композиций также необходимо учитывать влияние наполнителей на свойства клеевых соединений. В настоящее время промышленностью выпускается достаточное количество наполнителей, которые можно использовать для составления эпоксидных клеевых композиций. Физические свойства некоторых видов неорганических, органических и металлических наполнителей приведены в табл. 5.74. Роль наполнителей проявляется
втом, что снижение коэффициента термического расширения, величина которого у отвержденной клеевой композиции, как это показано
втабл. 5.73, значительно выше, чем у склеиваемых металлов, происходит пропорционально объему наполнителя, содержащегося в клеевой композиции.
Влияние наполнителей на физико-механические свойства клеевых композиций показаны на рис. 5.19–5.21. Основу клеевых композиций составляло эпоксидное связующее следующего состава (мас. ч.): 100 – смолы ЭД-20; 20 – смолы ДЭГ-1; 12 – отвердителя ПЭПА; дисперсность наполнителей – до 100 мкм.
305