Материал: А27878 Андреев АК Материалы для низкотемпературной техники
Также клеи широко применяются для крепления теплоизоляции резервуаров криогенных жидкостей, топливных баков ракет
икосмических летательных аппаратов; для облицовки внутренних поверхностей различных криогенных емкостей металлизированной полимерной пленкой. Известна технология оклейки цистерн для хранения и перевозки сжиженного газа пенопластом. Клеевые составы для этих операций были приготовлены на основе эпоксидной смолы
ирезорцина.
Широко применяются клеевые композиции в ракетостроении. На рис. 5.23 показана конструкция высокоэффективной теплоизоляции топливного бака ракеты.
Рис. 5.23. Изоляция топливного бака ракеты:
1 – алюминиевая стенка бака ракеты; 2 – клеевые слои; 3, 4 – сотовые заполнители; 5 – барьерные пленки
Такая теплоизоляция состоит из двух слоев сотовых заполнителей 3 и 4. Сотовые наборы разделены между собой и отделены от внешнего пространства и бака корпуса ракеты барьерными пленками 5. Все элементы теплоизоляции соединяются клеем 2. При изготовлении теплоизолирующих разделительных перегородок емкости с жидким кислородом и водородом в конструкции ракеты-носителя «Сатурн» применен эпоксифенольный клей. Изоляция состоит из сотового заполнителя, который присоединяется клеем на подложке из стеклоткани к металлическим стенкам емкостей. Для соединения металлизированных полиэфирных пленок с внутренней поверхностью
311
топливных контейнеров ракетных систем, работающих при температуре до 4 К, применяют клей, представляющий собой полимеризованный эфир акриловой кислоты.
С применением клеев был найден перспективный путь снижения массы космических аппаратов за счет использования сотовых конструкций. Например, командный отсек корабля «Аполлон» представляет собой герметичную сотовую конструкцию в форме усеченного конуса высотой 3,66 м. Отсек имеет внутреннюю обшивку из алюминиевого сплава 2014-Т6, алюминиевый сотовый заполнитель из сплава 5052-Н39 и наружную обшивку из сплава 7075-Т6, соединенные клеем. Посадочное шасси космического аппарата «Сервейор» имеет опоры, представляющие собой клееные сотовые конструкции космических летательных аппаратов типа «Маринер», предназначенных для исследования планет Венера и Меркурий. Панели с солнечными элементами и антенны изготавливают с применением клеев марок FM-96, FM-934, F-123-4.
Одной из важных областей применения клеев является получение с их помощью вакуумно-плотных соединений, работоспособных при криогенных температурах. Например, с помощью клеев на основе полиорганосилоксанов удалось создать соединения, работающие при разрежении порядка в 1  10–5 мм рт. ст. при температуре от 20 до 77 К.
10–5 мм рт. ст. при температуре от 20 до 77 К.
Используются клеевые композиции в качестве заливочных компаундов сверхпроводящих магнитов. Для этой цели применяются различные эпоксидные композиции. Используя в качестве наполнителя специально обработанный клеевой порошок, удалось создать электропроводящий клей со стабильными электрическими характеристиками в диапазоне температур от 77 до 423 К.
Приклейку деталей оптики и герметизацию фотоприемников, работающих при температурах, близких к температуре жидкого азота, рекомендуется производить цианакрилатными клеями марок КМ-200 и КМ-201. Для приклеивания тензорезисторов, работающих при криогенных температурах, можно рекомендовать клеи марок БФ-2, БФ-4, циакрин, криосил.
Особое внимание следует уделить проектированию клеевых конструкций. Конструирование клеевых соединений включает определение формы и расчет размеров соединения. При этом учитывают тип конструкции, величину, направление и длительность действия
312
нагрузки, возможность контакта соединения с агрессивными средами, температуру его эксплуатации, а также стоимость изготовления изделия. Необходимо стремиться к максимально возможной площади соединения, обеспечивать действие нагрузки в направлении максимальной прочности клеевого соединения, а также исключать развитие отдирающих или расслаивающих напряжений. Примеры клеевых соединений приведены на рис. 5.24.
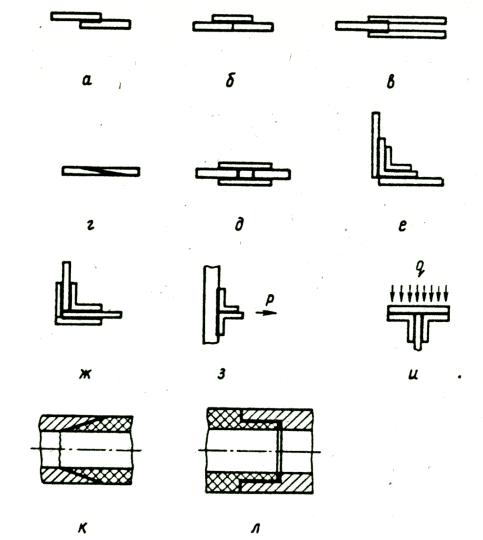
Рис. 5.24. Клеевые соединения различных типов:
а– внахлестку; б – встык с накладкой; в – с двойной нахлесткой;
г– внахлестку со скосом кромок; д – пазовые; е – со ступенчатой накладкой;
ж– с двойной накладкой; з, и – тавровые; к – цилиндрическое стыковое;
л– цилиндрическое внахлестку
313
Соединения плоских деталей встык с накладкой выбирают в тех случаях, когда между деталями должен быть гладкий переход (см. рис. 5.24, б). Соединения с двойной нахлесткой или встык с двумя накладками отличаются от обычного нахлесточного соединения (см. рис. 5.24, а) лучшим сопротивлением нагружению. Прочность соединений внахлестку и встык с накладками может быть повышена при скашивании концов деталей (см. рис. 5.24, г) или накладок, что сводит к минимуму вероятность отдирания кромок при нагружении. Однако такое соединение возможно только при толщине деталей более 2 мм, при этом угол скоса должен быть не менее 5°. Кроме того, такое соединение сложно в подгонке и трудоемко в изготовлении.
При создании угловых соединений (см. рис. 5.24, е, ж) необходимо, чтобы склеиваемые участки имели, по возможности, большие размеры. Равномерное распределение напряжений в таких соединениях достигается расположением уголковых накладок уступами (рис. 5.24, е). При получении пазовых соединений (см. рис. 5.24, д) необходимо применять клеи, отверждающиеся в зазоре без давления. Для соединений, работающих на отслаивание, можно рекомендовать конструкции, представленные на рис. 5.24, з, и.
Склеивание деталей круглой формы осуществляется обычно по тем же схемам, что и плоских деталей (см. рис. 5.24, к, л).
В клеевом шве при нагружении круглых деталей на растяжение, сжатие или кручение действуют только напряжения сдвига, т. е. напряженное состояние более однородно, поэтому длина нахлестки в таких соединениях меньше, чем в плоских. В общем виде для обеспечения работоспособности изделий при криогенных температурах следует использовать клеи, имеющие низкий модуль упругости, близкие значения коэффициентов термического расширения клея и склеиваемого материала; стремиться к проектированию и изготовлению клееных изделий возможно меньших размеров, работающих с небольшим градиентом температур.
5.6. Лакокрасочные материалы и композиции
Лакокрасочные материалы и композиции предназначены для образования лакокрасочных покрытий, служащих для защиты машин и механизмов от воздействия среды (защитные покрытия), придания
314
им внешнего вида, отвечающего требованиям технической эстетики (декоративные покрытия), а при объединении этих свойств подобные покрытия носят название «защитно-декоративные покрытия». Такие покрытия представляют собой наиболее распространенную группу материалов. Отдельную категорию составляют лакокрасочные покрытия с особыми свойствами (антиадгезионные, электроизоляционные, токопроводящие, антисептические, тепло- и хладостойкие, термочувствительные, светящиеся и др.).
Качество и срок службы лакокрасочных покрытий зависят от их состава, природы окрашиваемого материала, подготовки поверхности, технологии и качества нанесения покрытия. Характеристики и области применения некоторых лакокрасочных материалов приведены в табл. 5.75.
Таблица 5.75
Характеристики и области применения некоторых лакокрасочных материалов
|
Обо |
|
|
|
Лакокрасочные |
з- |
Основные |
|
Покрываемые |
материалы |
на- |
пленкообразующие |
Характеристика |
материалы |
|
че- |
вещества |
|
и изделия |
|
ние |
|
|
|
|
|
|
|
|
Масляные |
МА |
Масла растительные, |
Атмосферо- |
Деревянные и |
|
металличе- |
|||
|
|
олифы натуральные, «ок- |
стойкие. Для |
|
|
|
ские конст- |
||
|
|
соль» и комбинирован- |
внутренних и |
|
|
|
рукции, ваго- |
||
|
|
ные |
внешних работ |
|
|
|
ны, |
||
|
|
|
|
|
|
|
|
|
аппараты |
|
|
|
|
|
Глифталевые |
ГФ |
|
Атмосферо- |
Сельхозма- |
|
Смолы алкидные глице- |
шины, трак- |
||
|
|
и маслостойкие |
||
|
|
рофталатные (глифтали) |
торы, подъ- |
|
|
|
|
||
|
|
|
|
емно- |
|
|
|
|
транспортные |
|
|
|
|
машины |
|
|
|
|
|
Нитроцеллю- |
НЦ |
Нитроглифтали, смолы |
Атмосферо-, |
Металличе- |
лозные |
|
нитроцеллюлозоуретано- |
масло- |
ские детали, |
|
|
вые, нитроаминофор- |
и бензостойкие |
кузова авто- |
315