Материал: А27870 Алешичев СЕ Технологический анализ и моделирование
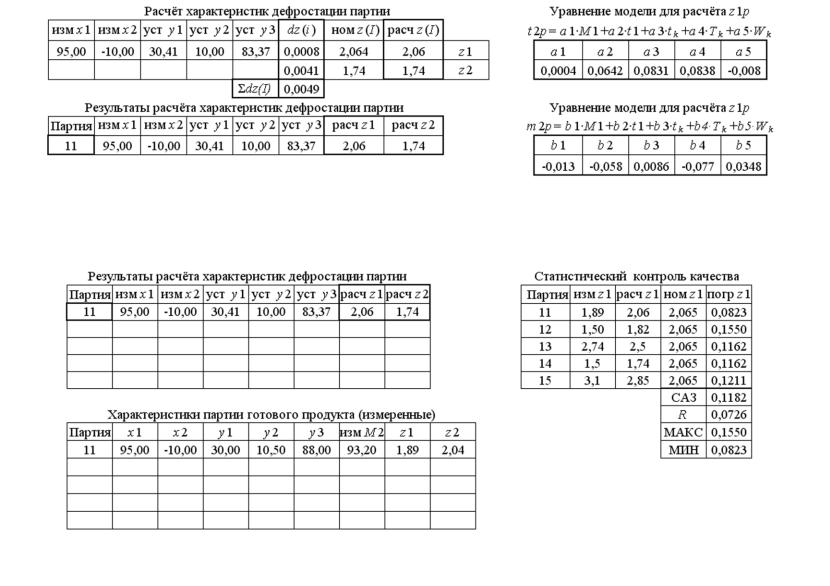
Рис. 4. Шаблон РР – таблицы для определения оптимальных значений управляющих воздействий при реализации операции дефростации говяжьих туш
16
Рис. 5. Шаблон КР – таблицы для наколения и обработки значений крнтролируемых параметров при реализации операции дефростации говяжьих туш
1.3. Статистический контроль качества работы комплекса
Накопленный в таблицах «Результаты расчета» и «Характеристики партии готового продукта» шаблона «КР» информационный массив позволяет также осуществлять статистический контроль за устойчивостью работы автоматизированного управления комплексом дефростации – мониторинг состояния технологического комплекса.
Для |
выполнения этой |
задачи используется размещенная |
в шаблоне |
«КР» таблица |
«Статистический контроль качест- |
ва» (рис. 5).
В «считающих» ячейках «погр z1(l)» и «погр z2(l)» этой таблицы на основе информационного массива накопленного в таблицах «Результаты расчета» и «Характеристики партии готового продукта» для каждой обработанной партии определяется расхождение измеренных и расчетных показателей качества в безразмерной форме
погр z1(l) изм z1(l) - расч z1(l) nom z1
погр z2(l) изм z2(l) - расч z2(l) . nom z2
Статистический массив численных значений погрешностей (таблица «статистический контроль качества») можно рассматривать как один из показателей качества реализации операции автоматизированного управления процессом дефростации мясного сырья.
Периодически, с заданным периодом ожидаемой разладки – К, где К – количество переработанных партий продукта, информационный массив, накопленный в ячейках «погр z1(l)» и «погр z2(l)» подвергается статистической обработке по методике, например, для формирования. контрольных карт арифметического среднего с предупреждающими границами» [4].
В шаблоне таблицы «Статистический контроль качества» (рис. 5) приведен фрагмент статистической обработки информационного массива с целью определения среднеарифметических значений САЗ и размахов R исследуемых характеристик
17
K
погр z1(l)
САЗ1 |
l 1 |
|
; |
|
|
||
|
|
K |
|
K
погр z2(l)
САЗ2 |
l 1 |
|
; |
|
|
||
|
|
K |
|
R1 = max {погр z1(l), где l = 1…K} - min {погр z1(l), где l = 1…K};
R2 = max {погр z2(l), где l = 1…K} - min {погр z2(l), где l = 1…K}.
Накопленные за большой промежуток времени в таблице «Статистический контроль качества» результаты расчета САЗ и R используют для формирования «контрольных карт» и анализа их изменения при длительной эксплуатации.
Смещением численных значений САЗ в сторону предупреждающих границ свидетельствует о «разладке» автоматизированного комплекса и в большинстве случаев может быть устранено управляющим воздействием, например корректировкой уравнений в шаблонах РМ1 и РМ2.
Увеличение размаха R свидетельствует об «износе» элементов автоматизированного комплекса и для восстановления его работоспособности необходима коррекция работы технологического оборудования.
В разделе 4 и прил. 8 [http://de.ifmo.ru/--books/appendix_1-
10.zip] предлагается методическое пособие и шаблоны программ, используемые в Университете ИТМО [5] для проведения лабораторных работ по теме «Многоканальные системы управления качеством сырья и пищевых продуктов». Материал, собранный в данном разделе, может быть использован для проведения курсовой или самостоятельной работы по названной теме.
18
1.4. Задание на курсовую или самостоятельную работу «Подготовка программного обеспечения для создания АРМ многоканального технологического комплекса»
В качестве индивидуального задания предлагаются следующие варианты.
Вариант 0.
Прямоточный трубчатый теплообменник для подогрева сливок, например, в цикле технологического процесса производства сливочного масла способом непрерывного сбивания.
Вариант 1.
Прямоточный трубчатый теплообменник для охлаждения молока (например, при приемке) хладоносителем, поступающим из централизованной магистрали.
Вариант 2.
Трубчатый теплообменник противотока для охлаждения молока (например, при приемке) хладоносителем, поступающим из централизованной магистрали.
Вариант 3.
Теплообменник смешения (бойлер) для нагрева потока воды до высокой температуры паром, например, в цикле пастеризации пищевых продуктов.
Вариант 4.
Теплообменник смешения – нагревание потока воздуха сжиганием газа (топка), например в цикле термообработки хлебобулочных изделий.
Вариант 5.
Шнековый поточный взбиватель пищевого продукта, например, насыщение воздухом в цикле изготовления зефирной массы.
Вариант 6.
Шнековый аппарат удаления влаги из пищевого продукта, например, в цикле изготовления творога.
19
Вариант 7.
Шнековый аппарат насыщения влагой пищевого продукта, например, в цикле разведения сухого молока.
Вариант 8.
Поточный аппарат для нормализации состава пищевого продукта, например, нормализация молока по жиру.
Вариант 9.
Поточный аппарат для выделения отдельных фракций из пищевого продукта, например, в цикле изготовления сливок.
Содержание работы
1. Оформить структурно-параметрическую схему автоматизированного управления выбранным комплексом (использовать шаблон рис. 1) .
2. Сформулировать и обосновать оптимизационную задачу.
3. Переработать программные модули в шаблонах «РМ», «РР»,
«КР».
4. Анализируя результаты параметрического исследования комплекса, оформить в шаблонах «РМ» условную таблицу результатов пассивного эксперимента на объекте.
5. Сформулировать и обозначить в шаблоне «РР» критерий оптимизации.
6. Рассчитать параметры оптимального режима обработки для одной из партий в таблицах «РМ 1» и «РМ 2».
7. Проверить качество работы «АРМ» в разработанном вари-
анте.
20