Материал: А27870 Алешичев СЕ Технологический анализ и моделирование
Из программы, запущенной на позиции У1, извлекаются команды (уставки), формирующие режим подсушки, необходимый для загруженной партии сырья (операция управления У3).
Технические средства автоматизации камеры реализуют программу режима подсушки – удаления излишней влаги из воздушной среды (управляющая операция У4). Шиберы на воздухоподаче и вентиляторы, обеспечивающие циркуляцию воздуха, включаются в режим вентиляции камеры наружным нагретым в воздухоподогревателе до температуры tр «сухим» воздухом. Влажный воздух из объема камеры сбрасывается в атмосферу. В течение всего времени операции включен регулятор температуры воздуха на выходе из воздухонагревателя, который поддерживает температуру воздуха на входе в камеру вблизи значения tр=85-95 оС. Уставка регулятору выбирается по программе У1, например, из условий термостойкости колбасной оболочки. Одновременно контролируется изменение влажности воздуха в объеме камеры до значения, например, Wр 30 % .
По сигналу Wр=1 (контрольная операция К3) из программы У1 извлекаются команды, формирующие режим обжарки для загруженной партии сырья (операция управления Y5).
Технические средства автоматизации камеры переводят оборудование камеры в режим интенсивной термообработки колбасных заготовок сухим горячим воздухом для образования «корочки» (операция управления У6). Воздушные потоки переключаются в режим замкнутой циркуляции через камеру и воздухонагреватель. Уставка регулятору температуры на выходе воздухонагревателя t0 задается по программе У1, например, t0=95 оС, для данного вида колбас и поддерживается в течение времени операции. При включении операции запускается счетчик таймера, контролирующий время от начала операции 10. Продолжительность операции задается из программы У1, например, 10=15 мин.
По истечении заданного времени таймер формирует сигнал10=1 (контрольная операция К4), который определяет переход к режиму «варка» – доведению партии колбас до потребительской готовности. Из программы У1 извлекаются команды, формирующие режим варки для загруженной партии сырья (операция управления У7). Технические средства автоматизации камеры переводят оборудование камеры в режим обработки заготовок дымо-влаго-воздушной смесью (операция управления У8). Воздушный поток циркулирует по
111
замкнутому кругу через камеру и воздухонагреватель. Температура на выходе нагревателя tv поддерживается регулятором. Уставка регулятору, например, tv=85 оС, задается из программы У1. При запуске режима варки в объем воздуха в камере подается перегретый пар. Одновременно контролируется изменение влажности воздушной среды в камере (контрольная операция К5). При достижении влажности, определенной для данной партии сырья программой У1, Например, WV=95 %, по сигналу WV=1 подача пара в камеру прекращается (операция управления Y9).
При запуске режима варка открывается также шибер подачи дыма от дымогенератора в объем камеры. Одновременно запускается счетчик таймера, контролирующий время от начала операции д. Продолжительность подачи дыма, например, д= 5 мин, определяется программой У1. По сигналу таймера д=1 (контрольная операция К6) шибер подачи дыма закрывается (операция управления У9).
В течение всего периода реализации режима «Варка» осуществляется контроль изменения температуры внутри контрольного колбасного батона tk (контрольная операция К7). При достижении температуры кулинарной готовности, например, tk=71 оС, формируется сигнал tk=1, который определяет переход к режиму «охлаждение».
При запуске режима «варка» запускается также счетчик таймера, контролирующий время от начала операции в. Этот счетчик контролирует предельную продолжительность режима «варка», например, в=45 мин (контрольная операция К7). Численное значениев задается программой У1 для данной партии. Сигнал от счетчикав=1 поступает, если за период времени в температура внутри батона не достигнута. По этому сигналу формируется перевод системы управления данной камерой в режим операторного управления и информация оператору о таком переводе «Кулинарная готовность партии не достигнута» (операция управления У12). Последующие операции управления камерой в этом случае осуществляет оператор.
Режим «охлаждение» формируется по сигналу tk=1 (контрольная операция К7), по командам, извлеченным из программы У1 (операция управления У11). Технические средства автоматизации переводят оборудование в режим вентиляции камеры наружным холодным воздухом. Нагретый воздух из камеры сбрасывается в атмосферу (операция управления У13).
112
В течение всего периода реализации режима контролируется температура воздуха в камере t0 (контрольная операция К9). При снижении температуры воздуха до значения, определенного программой Y1,например, до tх=40 оС, формируется сигнал tх=1. Выводится информация оператору «Партия готова» и технические средства автоматизации переводятся в режим «разгрузка» (операция управления У14).
Периодически по плану контроля качества продукции из выгружаемой партии берется выборка и проводятся измерения и оценка показателей качества продукта (контрольная операция К10).
Циклограмма (рис. 26), оформленная по результатами анализа технологической схемы объекта является основой для разработки алгоритма реализации программно-логической системы управления циклами работы термокамеры. Циклограмма преобразуется в структурную схему с использованием условных символьных обозначений алгоритмов, программ, операций получения информации и операций управления объектом. Символьные обозначения определены по ГОСТу 19.70190 (ИСО 580785). В редакторе MS Word Picture содержатся шаблоны форм основных символьных обозначений по Госту (см. «Рисование» – «Автофигуры» – «Блок схема» ).
На рис. 27 представлены фрагменты структурной схемы управления комплексом термообработки колбас от включения в работу до начала операции «Варка», составленные на основе циклограммы рис. 26. В примере символьные обозначения операций управления и комментарии к ним в прил. 9 [http://de.ifmo.ru/--books/appendix_1-
10.zip] (рис. 27) оформлены в виде шаблонов «СУКТК1» и «СУКТК2». При выполнении индивидуальных заданий, шаблоны корректируются и дополняются через меню «Рисование».
Звенья структурной схемы (рис. 27) реализуются в контроллере или управляющей ЭВМ программными файлами с использованием языка программирования технических средств. Так, звено 3 (рис. 24) реализуется в виде банка данных, связывающих введѐнные характеристики загруженной партии сырья (звено 2) с таблицей оптимальных численных значений уставок для оборудования для каждой операции процесса (программная оптимизация). Звенья типа 9, 10, 11 реализуют операцию опроса внешнего входного сигнала и формируют команды управления при выходе сигнала за пределы уставки (логическая операция). Звенья типа 18 (рис. 27) формируют задержку
113
реализации программы на время ( ) и счѐтчик текущего времени с контролем достижения уставки ( > 10 ).
На основании структурной схемы алгоритма управления объектом формируется управляющая программа. При этом используются языки программирования выбранных технических средств, например, контроллеров фирмы ОВЕН [14]. В прил. 9 предлагаются лабораторные работы, содержащие весь цикл разработки и реализации небольшой программно-логической системы для запуска компрессора.
5.4. Задания для самостоятельной работы
1. Продолжить разработку структурной схемы, рис. 27 для операций «Варка», «Охлаждение».
2. Разработать циклограмму и структурную схему для управления циклами работы комплекса дефростации мясного сырья, рис. 1.
3. Разработать циклограмму и структурную схему для управления циклами работы технологического комплекса, выбранного при выполнении задания по разделу 1.4.
114
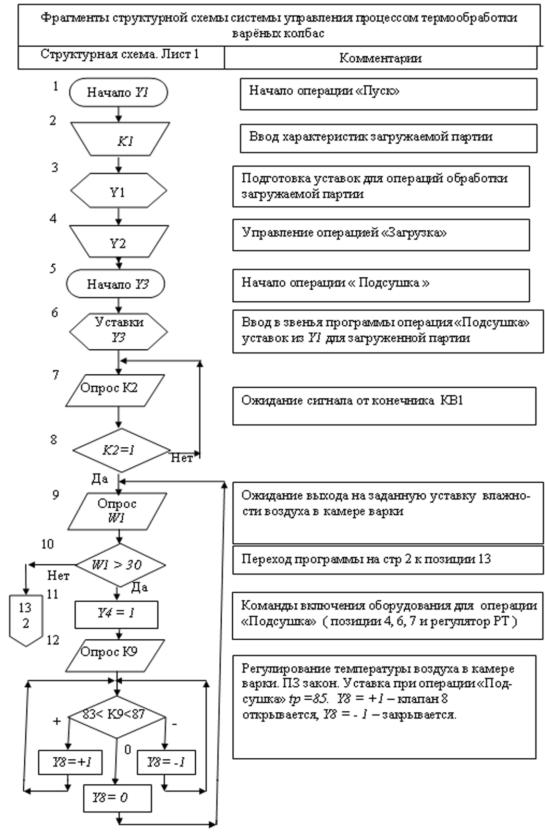
Рис. 27. Структурная схема (Начало)
115