Материал: А27870 Алешичев СЕ Технологический анализ и моделирование
5. АППАРАТУРНО-ПАРАМЕТРИЧЕСКИЙ АНАЛИЗ ТЕХНОЛОГИЧЕСКИХ КОМПЛЕКСОВ С ЦЕЛЬЮ РАЗРАБОТКИ ПРОГРАММНО-ЛОГИЧЕСКИХ И УПРАВЛЯЮЩИХ МОДУЛЕЙ АСУТК. ПРИВЯЗКА ОПЕРАЦИЙ УПРАВЛЕНИЯ К ТЕКУЩЕМУ ВРЕМЕНИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
5.1. Общие положения
Вобъѐм задач автоматизированного управления технологическим комплексом входят задачи реализации операций запуска / отключения отдельных видов оборудования, изменения и поддержания режимов работы оборудования, периодических операций контроля изменяющихся параметров, формирование предупредительной и аварийной сигнализации, формирование временных промежутков.
Вкомплексных системах автоматизации алгоритм выполнения таких задач и привязка их к реальному времени технологического процесса может быть оформлен в виде структурной схемы с использованием символьных обозначений по ГОСТ 19.70190 «ЕСПД. Схемы алгоритмов, программ, данных и систем. Обозначения условные и правила выполнения» [12]. Подготовленная структурная схема реализуется с использованием языка программирования контроллера [13], [14], либо в виде встроенных в управляющую ЭВМ программ [15]. Аппаратурно-параметрический анализ технологического комплекса для реализации программно – логических задач в АСУТК начинается с формирования технологической схемы операций преобразования сырья в продукт и оборудования входящих в комплекс и параметрического анализа номенклатуры и численных значений диапазона варьирования входных и выходных переменных для каждого звена в схеме.
На рис. 25 в качестве примера для анализа представлена технологическая схема комплекса камеры периодического действия для термообработки варѐных колбас [3]. На рис. 26 приведен пример одного из способов оформления результатов анализа – циклограмма
икомментарии к ней. На циклограмме схематично показана привязка всех операций контроля, управления, а также формируемых времен-
ных промежутков к реальному времени технологического цикла. В комментариях к циклограмме, необходимое для управления информационное обеспечение.
106
5.2. Анализ объекта
На рис. 25 представлена технологическая схема термокамеры [16]. На схеме обозначены.
Контейнеры 1, в которых размещена партия заготовок колбас, подаются на вход камеры. Оператор, управляющий режимами работы, получает информацию К1 о характеристиках партии. На основании этих характеристик выбирается программа обработки данной партии. Оператор подает команду на загрузку партии. Программное устройство загрузки 2 осуществляет загрузку и размещение в объеме камеры 13 партии контейнеров 11, подлежащих обработке. Сигнал о готовности камеры к работе К2 поступает при закрытии двери 14. Запускается программа, формирующая технологические операции термообработки данной партии.
В объѐме камеры варки реализуются операции:
–операция «подсушка»;
–операция «обжарка»;
–операция «варка»;
–операция «охлаждение».
При реализации этих операций по программе осуществляется управление:
–подачей пара для увлажнения воздуха в объеме камеры 3;
–сбросом воздуха из объема камеры 4;
–подачей дыма в объем камеры 5;
–включением вентилятора, обеспечивающего циркуляцию воздуха через объем продукта 6;
–подачей атмосферного воздуха в объем камеры 7;
–через регулятор РТ подачей энергоносителя (пара) 8 в воздухонагреватель 12 для поддержания заданной по программе температуры воздуха в камере.
При реализации операций термообработки по программе осуществляется также контроль:
–температуры воздуха на входе в камеру из подогревателя К9;
–температуры внутри контрольного колбасного батона К7;
–влажности воздуха в объеме камеры К3, К5.
107
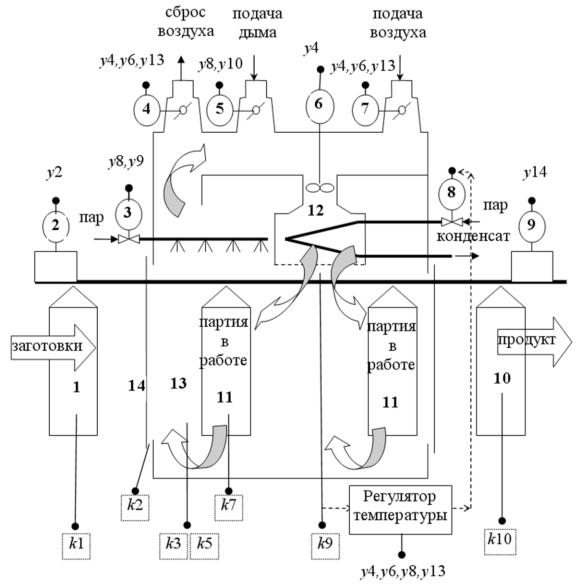
Рис. 25. Технологическая схема камеры периодического действия для термообработки колбас:
1 – контейнеры с партией заготовок колбас; 2 – программное устройство загрузки; 3 – канал подачи пара; 4 – канал сброса воздуха; 5 – канал подачи дыма; 6 – канал управления вентилятором; 7 – канал управления подачей атмосферного воздуха; 8 – регулятор подачи пара; 9 – программное устройство выгрузки; 10 – контейнеры с готовым продуктом; 11 – контейнеры с заготовками; 12 – воздухонагреватель; 13 – камера
термообработки; 14 – дверь в камеру термообработки
108
При реализации программы термообработки запускается таймер, контролирующий временные промежутки:
–продолжительность операции «обжарка» 0;
–продолжительность цикла подачи дыма в объем камеры д;
–предельное значение продолжительности режима «варка» в. Сигнал завершения программы реализации операций термообра-
ботки поступает от измерителя температуры воздуха в камере К9 (снижение температуры до значения, при котором можно начать разгрузку). По этому сигналу оператор запускает программное устройство разгрузки 9, и контейнеры с готовым продуктом 10 выводятся из камеры 13.
Предусмотрено |
прерывание программы и перевод системы |
в операторный режим |
управления, если продолжительность режима |
«варка» превысит допустимую величину.
Периодически с целью контроля качества продукции и мониторинга состояния оборудования из партии готового продукта 10 делают выборку и проводят оценку показателей качества готового продукта К10.
5.3. Оформление циклограммы
На рис. 26 представлена циклограмма, на которой последовательность реализации операций контроля и управления при обработке партии колбас. Масштаб по оси времени циклограммы условный.
Технологический цикл термообработки партии колбас начинается с контрольной операции К1 определения характеристик загруженной партии сырья (код изготовляемой колбасы, код оболочки, масса партии и др.) Продолжительность этой операции 1, выполняемой в основном операторным методом, может составлять от нескольких десятком минут до нескольких часов. В соответствии с характеристиками партии из банка данных выбирается и запускается операция управления У1 – программа, формирующая режимы обработки данной партии. Выбор кода программы термообработки данной партии может осуществляться автоматически (после ввода в систему управления информации о характеристиках сырья), либо код задается оператором.
Запускается программа загрузки контейнеров с колбасными заготовками и размещения их в объеме термокамеры – операция управления У2. Операция загрузки завершается закрытием дверей камеры. Этот момент контролируется по сигналу от конечного выключателя КВ1, установленного на двери (контрольная операция К2).
109
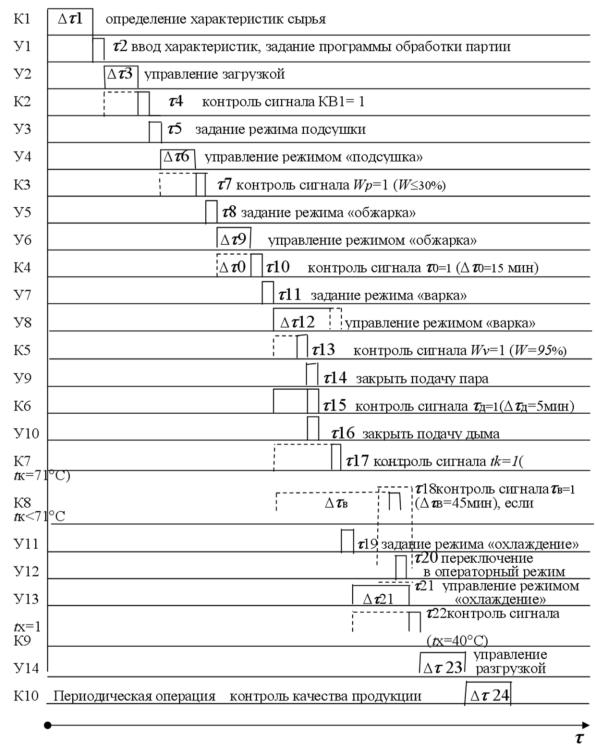
Рис. 26. Циклограмма реализации операции контроля и управления при термообработке партии вареных колбас в камере периодического действия
110