Материал: Obrazets_6-y_tipovoy_zadachi_-_KKP
Построение причинно-следственной диаграммы Каори Исикавы
Цель – анализ основных причин, влияющих на качество выпускаемой продукции.
Список факторов, влияющих на качество минераловатных матов:
Материал, свойства материала, условия хранения, сертификат соответствия, своевременная поставка, надежные поставщики, оборудование, инструменты, состояние, обеспеченность, исправность, безопасность, комплектность, современность, условия эксплуатации, средства измерения, калибровка, поверка, входной пооперационный и выходной контроль, мониторинг, испытания, технология, документация, чертежи, инструкции, актуальность, достоверность, четкость и полнота, организация работы, организация работ, обеспеченность ресурсами, персонал, квалификация, опыт, знания, навыки, компетентность, мотивация, премии, заработная плата, здоровье, внимательность, дисциплина.
Распределение факторов в группы и подгруппы
Материалы:
сертификат соответствия;
физико-механические свойства: устойчивость к деформациям, звукопоглащение, гидрофобность, низкая теплопроводность, плотность;
поставка (своевременность, надежность);
условия хранения.
Оборудование:
современность;
комплектность;
безопасность;
инструменты (состояние, обеспеченность);
средства измерений (поверка, калибровка);
условия эксплуатации (исправность).
Технология:
документация (актуальность, четкость, полнота, достоверность);
чертежи, инструкции.
Персонал:
квалификация (опыт, знания, навыки, компетентность);
здоровье (внимательность, бодрость);
мотивация (заработная плата, премия);
дисциплина.
Контроль:
входной пооперационный;
выходной контроль;
испытания;
мониторинг
Организация работ:
обеспеченность материалами;
обеспеченность инструментами;
обеспеченность средствами измерения
На рисунке 8 представлена диаграмма Каори Исикавы.
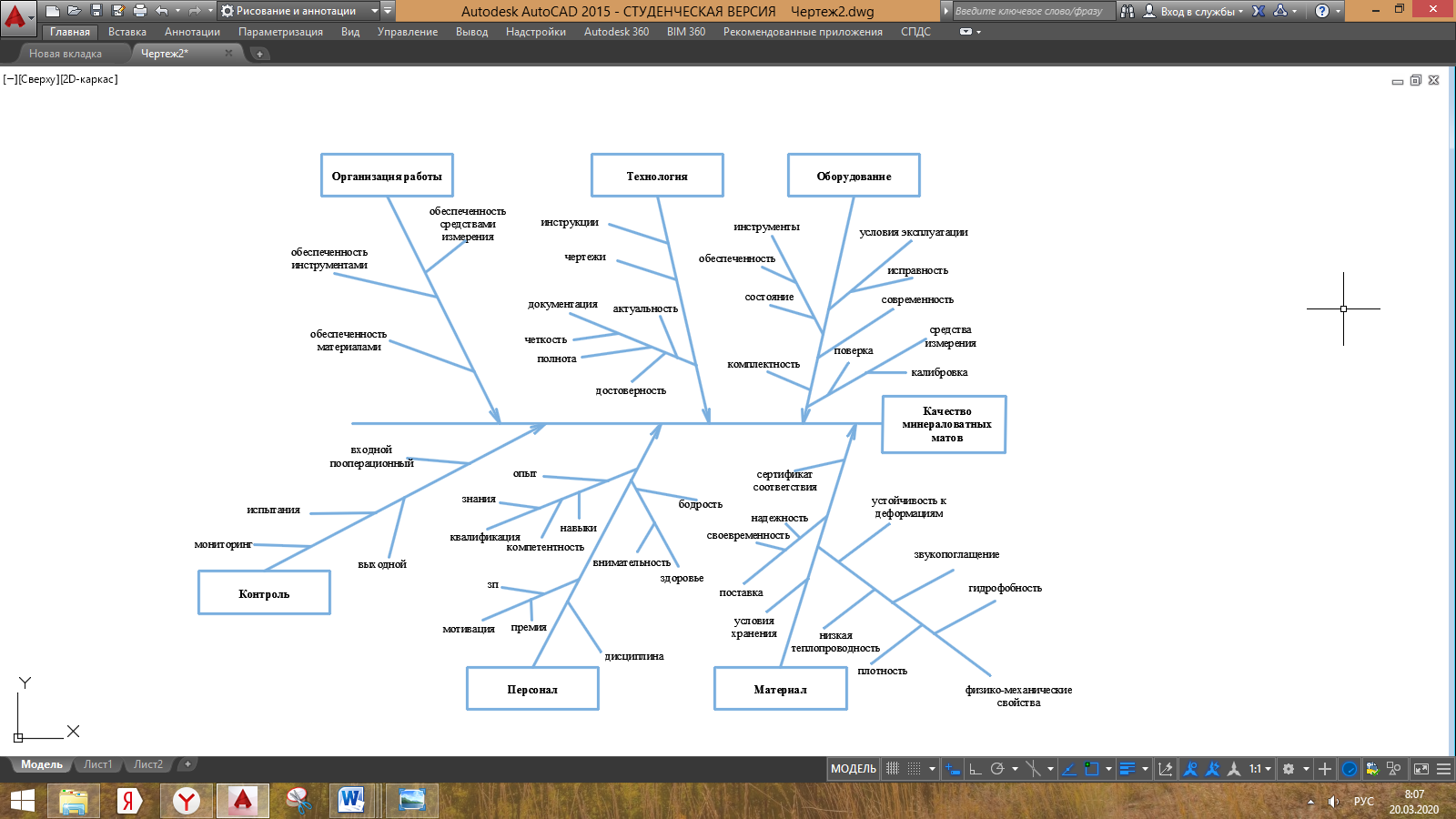 Рисунок
8 – Причинно-следственная диаграмма
Каори Исикавы
Рисунок
8 – Причинно-следственная диаграмма
Каори Исикавы
По построенной диаграмме можно увидеть основные факторы (причины), влияющие на качество выпускаемой продукции.
Построение контрольных карт Шухарта
Построение карт среднего и размахов
Цель – отслеживание изменения контролируемого параметра плотности минераловатных вертикально-слоистых матов марки 75 в течение 25 дней.
Контрольные карты строятся для количественных данных (стандартные значения не заданы) – карты средних значений и размахов.
Рассмотрим построение контрольной карты среднего значения и размахов на примере одной их характеристик минераловатных матов. В качестве контролируемого параметра возьмем – допускаемую плотность минераловатных матов, для марки 75 она составляет 50…75 кг/м3.
Проведем на протяжении 25 дней соответствующие измерения этого параметра, не менее 9 раз в сутки.
Результаты измерений приведены в таблице 7.
Таблица 7 – Результаты измерений плотности минераловатных матов
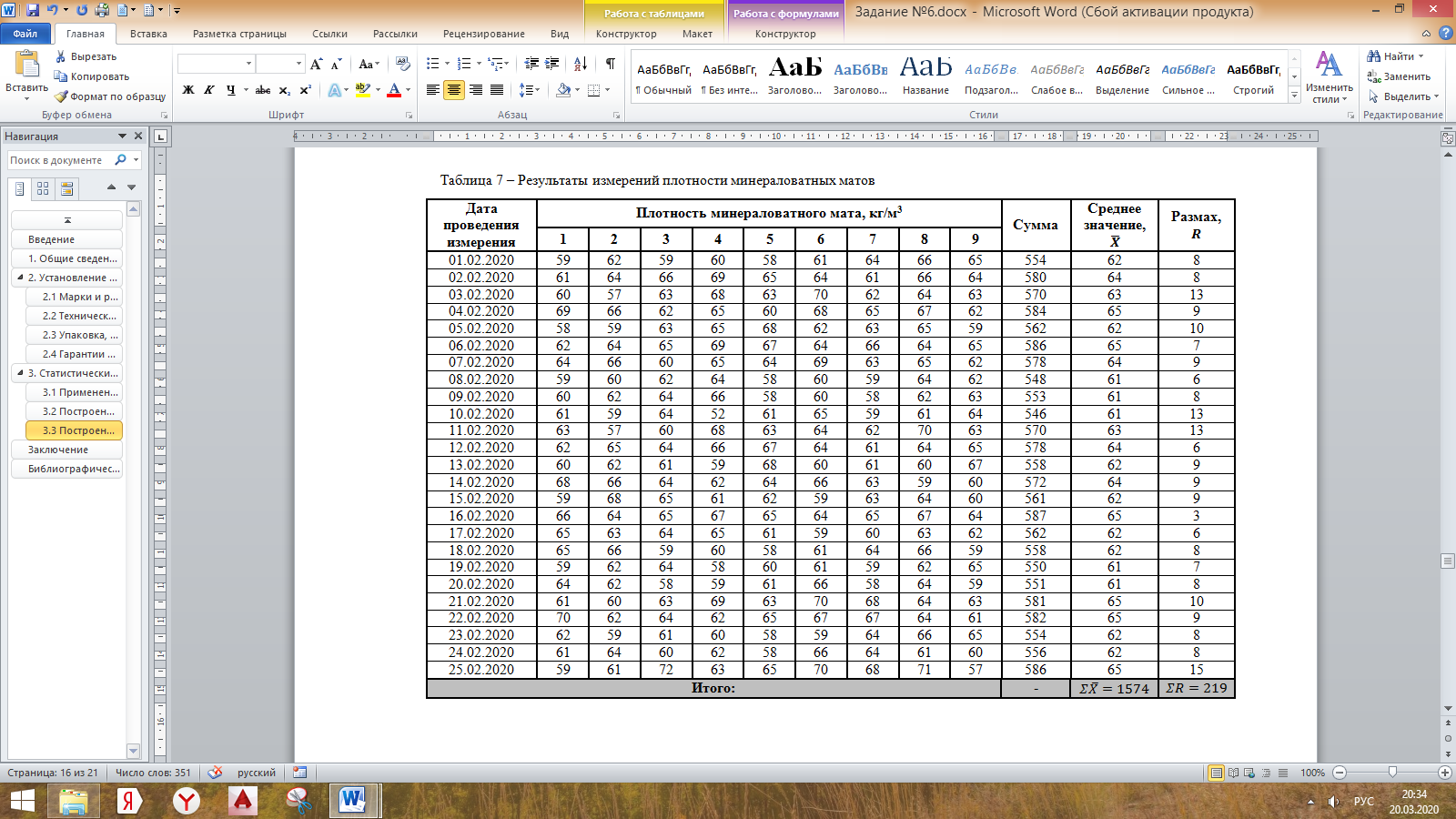
Для построения карт размахов и средних значений вычислены среднее значение наблюдаемой величины и общий средний размах по формулам (1), (2).
Общее среднее значение величины:
(1)
Общий средний размах:
|
(2) |
Вычисление границ контрольной карты размахов по формулам (3), (4) и (5)
Верхняя граница регулирования:

(3)
Нижняя граница регулирования:
|
(4) |

где
 и
и
 – коэффициенты
для вычисления контрольных границ, при
числе наблюдений в подгруппах
– коэффициенты
для вычисления контрольных границ, при
числе наблюдений в подгруппах
 [15, табл.2].
[15, табл.2].
Центральная линия:
|
(5) |

На рисунке 9 приведена R-карта (карта размахов).
Рисунок 9 – R-карта (карта размахов)
Анализируя,
построенную R-карту
видно, что значения размахов (Ri)
не выходят за границы регулирования.
Это означает, что рассматриваемый
процесс находится в управляемом
состоянии, а значит, мы можем использовать
значение
 для вычисления контрольных границы
Х-карты.
для вычисления контрольных границы
Х-карты.
Вычисление границ контрольной карты средних значений по формулам (6), (7) и (8)
Верхняя граница реуглирования:

(6)
Нижняя граница регулирования:
|
(7) |

где

 коэффициент для вычисления контрольных
границ, при числе наблюдений в подгруппах
[15, табл.2].
коэффициент для вычисления контрольных
границ, при числе наблюдений в подгруппах
[15, табл.2].
Центральная линия:
|
(8) |
На рисунке 10 приведена карта средних значений.
Рисунок 10 – X-карта (карта средних значений)
Анализируя построенную Х-карту видно, что значения контролируемого параметра (плотности) не выходят за границы регулирования. Это означает, что рассматриваемый процесс находится в статистически управляемом состоянии, и нарушений в ходе данного процесса нет.
Проверка структуры х-карты на предмет наличия особых причин
Структура X-карты
проверяется на предмет наличия особых
причин по правилу трех сигм ( 3
3 ).
Результат разбивки X-карты
приведен на рисунке 11.
).
Результат разбивки X-карты
приведен на рисунке 11.
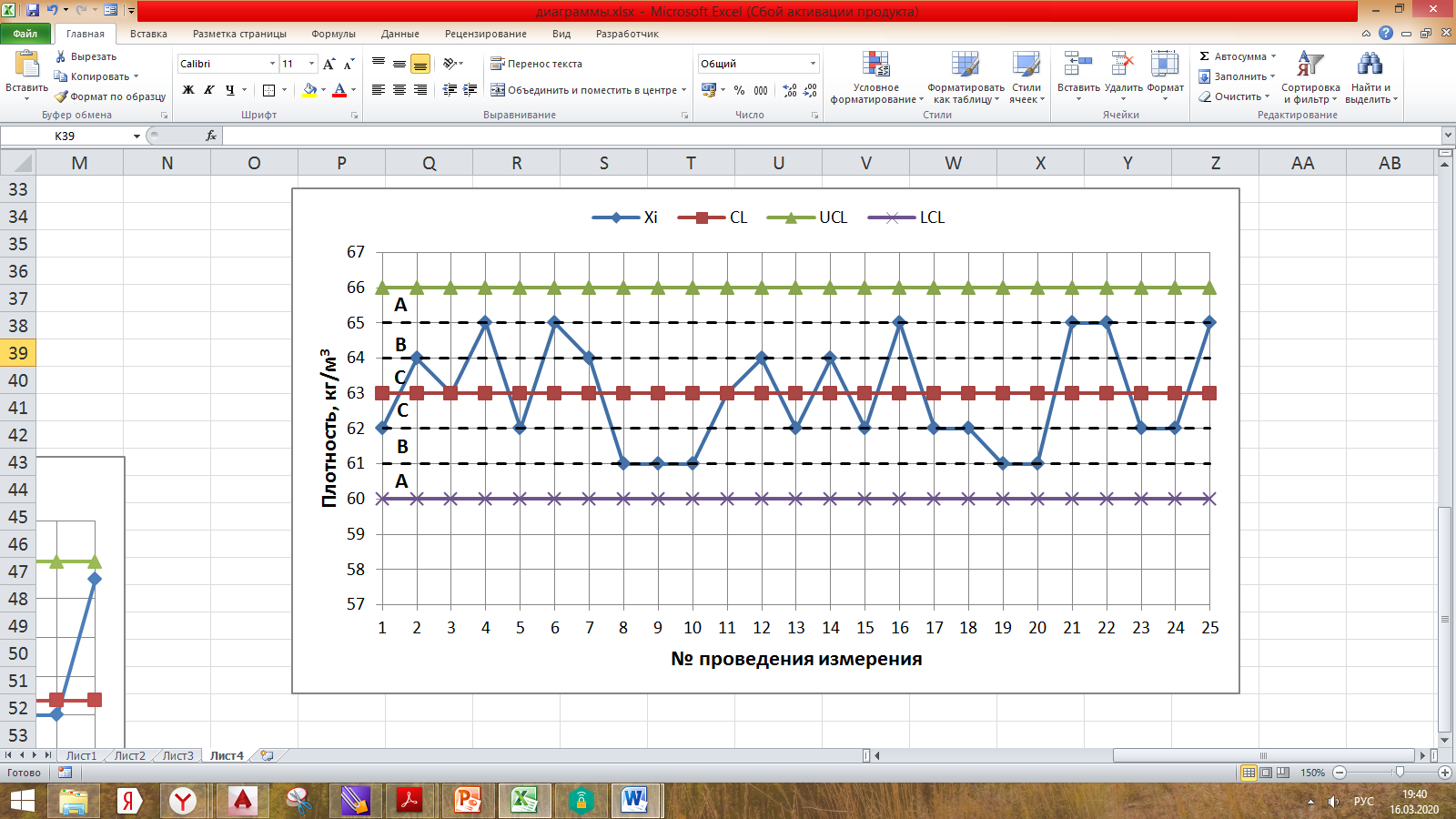
Рисунок 11 – X-карта с использованием правила 3
Согласно [17, прил. В] ни одного из критериев, указывающих на наличие особых причин, не выявлено.
Определение индекса воспроизводимости процесса
Воспроизводимость процесса определяется его общей изменчивостью, обусловленной случайными причинами, т.е. минимальной изменчивостью, которая остается после устранения всех особых причин. Воспроизводимость процесса представляет функционирование процесса в статистически управляемом состоянии [17].
Для определения
воспроизводимости процесса используют
индексы воспроизводимости
 ,
который рассчитывается по формуле (9):
,
который рассчитывается по формуле (9):
|
(9) |

 вычисляется по
формуле (10):
вычисляется по
формуле (10):
|
(10) |
где
 – коэффициент для вычисления контрольных
границ, при числе наблюдений в подгруппах
[15, табл. 2].
– коэффициент для вычисления контрольных
границ, при числе наблюдений в подгруппах
[15, табл. 2].
Таким образом, при
 - процесс является воспроизводимым.
- процесс является воспроизводимым.
Заключение
В ходе работы были определены основные характеристики, свойства минераловатных вертикально-слоистых матов, метод производства продукции данного вида, изучены нормативные требования по стандарту на продукцию.
При выполнении данной задачи был проведен контроль качества минераловатных матов.
Выполнен анализ данных с использованием статистических методов контроля качества продукции. Построены:
диаграмма Парето, позволяющая объективно представить и выявить основные факторы, влияющие на исследуемую проблему и распределить усилия для ее решения;
диаграмма Каори Исикавы, позволяющая проанализировать и учесть все факторы влияющие на качество продукции на выходе;
контрольные карты Шухарта, позволяющие отслеживать ход протекания процесса и воздействовать на него (с помощью соответствующей обратной связи), предупреждая его отклонения от предъявляемых к процессу требований.
На основе данных, полученных при анализе карт размахов и средних значений, сделаны выводы о стабильности (устойчивости) процесса и выполнена проверка карты средних значений на наличие особых причин.
Сделан вывод о воспроизводимости процесса путем определения индекса воспроизводимости.
По результатам работы выявлено, что процесс производства минераловатных матов является управляемым и воспроизводимым. Особых (неслучайных) причин избыточной изменчивости выявлено не было.
Библиографический список
ГОСТ 15467-79 Управление качеством продукции. Основные понятия. Термины и определения (с Изменением N 1) – М.: Стандартинформ, 2009.
Контроль качества продукции/ А. Фейгенбаум/ Сокр. пер. с англ./ Авт. предисл.и науч. ред. А.В. Гличев./ М.: Экономика, 1986. – 471 с.
Базальтовые теплоизоляционные цилиндры для труб Экоролл [Электронный ресурс] – Режим доступа: https://ekoroll.ru/lamelnyj-mat-ehkoroll-kv-35-50-fa, свободный/.
Строительные материалы: учеб. для вузов/ Г.И. Горчаков, Ю.М. Баженов – М.: Стройиздат, 1986. – 688 с.
Негорючая теплоизоляция CUTWOOL [Электронный ресурс] – Режим доступа: http://cutwool.ru/lamelnye-maty, свободный/.
Минеральная вата: виды, их характеристики, свойства и область применение [Электронный ресурс] – Режим доступа: https://prostroymaterialy.com/mineralnaya-vata-harakteristiki-01/, свободный/.
Теплоизоляция промышленного оборудования и Т 34 трубопроводов/Ю. Н. Текунов, Э. Л. Блох, А. С. Пушкарский и др. — М.: Стройиздат, 1985.— 160 с.
ГОСТ 23307-78 Маты теплоизоляционные из минеральной ваты вертикально-слоистые. Технические условия (с Изменениями N 1, 2) [Электронный ресурс] – Режим доступа: http://docs.cntd.ru/document/1200000459, свободный/.
ГОСТ 9573-2012 Плиты из минеральной ваты на синтетическом связующем теплоизоляционные. Технические условия [Электронный ресурс] – Режим доступа: http://docs.cntd.ru/document/1200101613, свободный/.
ГОСТ 10923-93 Рубероид. Технические условия (с Изменением N 1) [Электронный ресурс] – Режим доступа: http://docs.cntd.ru/document/871001083, свободный/.
ГОСТ 15879-70 Стеклорубероид. Технические условия (с Изменениями № 1, 2) [Электронный ресурс] – Режим доступа: http://docs.cntd.ru/document/871001222, свободный/.
ГОСТ 6617-76 Битумы нефтяные строительные. Технические условия (с Изменениями № 1,2,3,4,5) [Электронный ресурс] – Режим доступа: http://docs.cntd.ru/document/1200003172, свободный/.
ГОСТ 10354-82 Пленка полиэтиленовая. Технические условия (с Изменениями № 1, 2,3,4,5) [Электронный ресурс] – Режим доступа: http://docs.cntd.ru/document/1200006604, свободный/.
ГОСТ 25880-83 Материалы и изделия строительные теплоизоляционные. Упаковка, маркировка, транспортирование и хранение [Электронный ресурс] – Режим доступа: http://docs.cntd.ru/document/901704797, свободный/.
ГОСТ 24597-81 Пакеты тарно-штучных грузов. Основные параметры и размеры [Электронный ресурс] – Режим доступа: http://docs.cntd.ru/document/1200009552, свободный/.
ГОСТ 14192-96 Маркировка грузов (с Изменениями № 1, 2, 3) [Электронный ресурс] – Режим доступа:http://docs.cntd.ru/document/1200006710, свободный/.
ГОСТ Р ИСО 7870-2-2015 «Статистические методы. Контрольные карты. Часть 2. Контрольные карты Шухарта». [Электронный ресурс] - Режим доступа: http://docs.cntd.ru/document/1200124585, свободный/.
ГОСТ 2.105-95 Единая система конструкторской документации (ЕСКД). Общие требования к текстовым документам (с Изменением № 1, с Поправками) [Электронный ресурс] - Режим доступа: http://docs.cntd.ru/document/1200001260, свободный/.
1 Допускается по согласованию изготовителя с потребителем применять другие покровные и клеящие материалы.