Материал: Obrazets_6-y_tipovoy_zadachi_-_KKP
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА
Федеральное государственное бюджетное образовательное учреждение высшего образования
«Петербургский государственный университет путей сообщения
Императора Александра I»
(ФГБОУ ВО ПГУПС)
Факультет «Промышленное и гражданское строительство»
Кафедра «Строительные материалы и технологии»
Направление подготовки «Строительство»
Профиль «Промышленное и гражданское строительство»
Типовая задача № 6
по дисциплине «Основы метрологии, стандартизации, сертификации и контроля качества»
на тему: «Контроль качества продукции»
Форма обучения – очная
Вариант – 11
Обучающийся
курс IV
группа ПГБ-601 _________________ Е.И. Никонова
подпись, дата
Руководитель,
старший преподаватель _________________ Ю.И. Макаров
подпись, дата
Санкт-Петербург
2020
Содержание
Выполнил 2
Введение 3
Введение 3
Подпись 3
1 Общие сведения о выпускаемой продукции 4
1 Общие сведения о выпускаемой продукции 4
Подпись 4
2 Установление нормативных требований к продукции 7
2 Установление нормативных требований к продукции 7
Подпись 7
2.1 Область применения 7
2.2 Марки и размеры 7
2.3 Технические требования 8
2.4 Упаковка, маркировка, транспортирование и хранение 9
2.5 Гарантии изготовителя 10
3 Статистические методы контроля качества продукции 11
3 Статистические методы контроля качества продукции 11
Подпись 11
3.1 Применение анализа Парето 13
3.2 Построение причинно-следственной диаграммы Каори Исикавы 17
3.3 Построение контрольных карт Шухарта 20
Заключение 25
Заключение 25
Подпись 25
Библиографический список 26
Библиографический список 26
Подпись 26
Введение
Контроль качества продукции – проверка соответствия показателей качества продукции установленным требованиям [1].
Качество продукции – совокупность свойств продукции, обусловливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением [1].
Суть контроля качества продукции на предприятии заключается в получении информации о состоянии объекта и сопоставлении полученных результатов с установленными требованиями, зафиксированными в чертежах, стандартах, договорах поставки, технических условий и других документах.
Контроль предусматривает проверку продукции в самом начале производственного процесса и в период эксплуатационного обслуживания, обеспечивая в случае отклонения от регламентированных требований качества, принятие корректирующих мер, направленных на производство продукции надлежащего качества, надлежащее техническое обслуживание во время эксплуатации и полное удовлетворение требований потребителя [2].
Таким образом, контроль продукции включает в себя такие меры на месте ее изготовления или на месте ее эксплуатации, в результате которых допущенные отклонения от нормы требуемого уровня качества могут быть исправлены еще до того, как будет выпущена дефектная продукция или продукция, не соответствующая техническим требованиям.
Одним из главных средств осуществления контроля качества является применение статистических методов, основанных на теории вероятностей и математической статистики.
Применение статистических методов позволяет с заданной точностью и достоверностью судить о состоянии исследуемых явлений (объектов, процессов) в системе качества; прогнозировать и регулировать возникновение проблем в области качества; вырабатывать оптимальные управленческие решения, не на основе эмоций, ощущений и интуиции, а на основе изучения фактических данных, тенденций и закономерностей.
Цель работы – применение на практике статистических методов контроля качества продукции на примере вертикально-слоистых теплоизоляционных матов из минеральной ваты.
Общие сведения о выпускаемой продукции
Минераловатные вертикально-слоистые маты – готовые изделия, состоящие из приклеенных к покровному материалу полос минеральной ваты, предназначенные для теплоизоляции конструкций, оборудования (рис. 1).
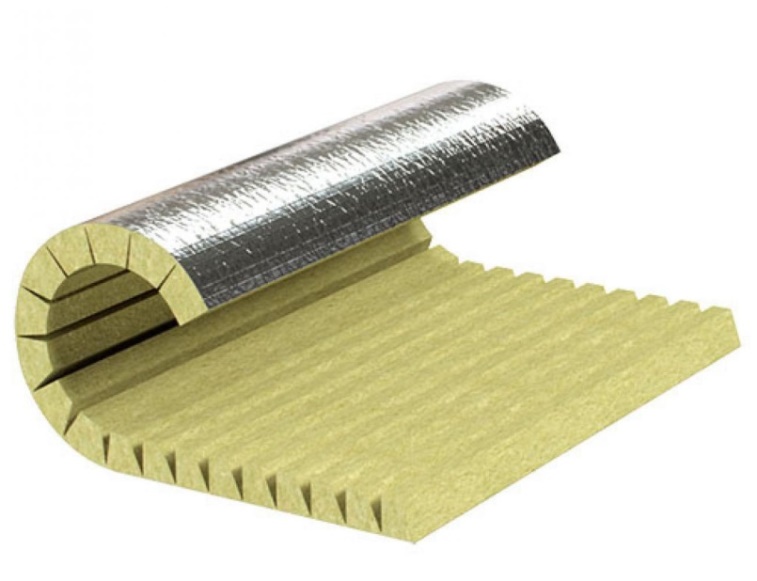
Рисунок 1 – Мат минераловатный вертикально-слоистый [3]
В качестве сырья и материалов для изготовления матов используются:
плиты из минеральной ваты (материала, состоящего из тонких стекловидных волокон диаметром 5…15 мкм, получаемых из расплава легкоплавких горных пород (мергелей, доломитов и др.), металлургических и топливных шлаков [4]);
защитно-покровной материал (рубероид, стеклорубероид, фольга алюминиевая дублированная);
клеящее вещество (битум, полиэтиленовая пленка);
гидрофобизирующие добавки.
Минераловатные вертикально-слоистые маты обладают следующими основными свойствами:
Низкая теплопроводность.
Высокое сопротивление теплопередачи достигается за счет удержания большого количества воздуха в неподвижном состоянии внутри утеплителя при помощи тесно переплетенных тончайших и гибких волокон минеральной ваты [5].
Долговечность.
Изделия сохраняют свои эксплуатационные свойства в течение 50 лет, что обусловлено, как характеристиками отдельного волокна, так и работой каркаса из хаотично направленных и переплетённых между собой волокон (96…99 %) и скрепляющих их связующего (1…4 %) [5].
Прочность.
Ламельный мат характеризуется вертикальной ориентацией минераловатных волокон, что способствует значительному повышению прочности изделия на сжатие.
Пожаробезопасность.
Природные каменные минералы, которые являются основой для производства минеральной базальтовой ваты относятся к категории негорючих.
Химическая стойкость и биостойкость.
Звукопоглащение (за счет волокнистой структуры конструкции).
Гигроскопичность.
Паропроницаемость (хорошая пропускная способность пара).
Экологичность.
Применение
Маты вертикально-слоистые минераловатные применяются для теплоизоляции трубопроводов, тепловых сетей, воздуховодов, прямолинейных и плоских поверхностей.
Достоинства:
высокая способность сохранять тепло за счет низкого коэффициента теплопроводности;
простота монтажа;
повышенная стойкость к химическим веществам;
сохранение всех свойств в течение длительного времени;
минимальная усадка (1…5 %, в зависимости от типа волокон) за весь период эксплуатации;
повышенная огнестойкость и пожаробезопасность;
лёгкость обработки;
допустимость установки в любых типах помещений с оптимальным уровнем влажности;
паропроницаемость, предотвращающая накопление капель конденсата на поверхности контакта с другими материалами;
относительно невысокая стоимость.
Недостатки:
гигроскопичность: при накоплении влаги безвозвратно теряются все свойства;
необходимость обработки водооталкивающими средствами;
выделение при нагреве формальдегида и других соединений на его основе;
вредность мелких волокон, попадающих в органы дыхания и зрения [6].
Установление нормативных требований к продукции
Требования к минераловатным вертикально-слоистым матам устанавливаются
ГОСТ 23307 [8].
Область применения
[8] распространяется на теплоизоляционные вертикально-слоистые маты, предназначенные для тепловой изоляции трубопроводов диаметром свыше 108 мм и аппаратов при температуре изолируемых поверхностей от минус 120 до плюс 300 °С.
Марки и размеры
Маты в зависимости от плотности (объемной массы) подразделяются на марки 75 и 125 по [8, п.1.1].
Размеры матов должны соответствовать приведенным в таблице 1 и на рисунке 3 [8, п.1.2].
Таблица 1 – Размеры минераловатных вертикально-слоистых матов
|
|
Наименование основных размеров |
Номинальные размеры, мм |
Длина |
600…8000 |
Ширина |
750…1260 |
Толщина |
40…100 с интервалом 10 |
Ширина
минераловатной полосы |
|
75 |
60…100 с интервалом 10 |
125 |
50…80 с интервалом 10 |
Ширина продольной
кромки (разница между шириной покровного
материала и длиной минераловатной
полосы) |
От 40 до 50 |



 (равная толщине плит) для марок:
(равная толщине плит) для марок: ,
не менее
,
не менее
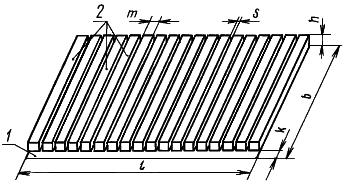
1 – покровный материал; 2 – минераловатные полосы
Рисунок 3 – Состав и основные размеры минераловатного вертикально-слоистого мата
Условное обозначение мата должно состоять из его сокращенного наименования, марки мата, марки покровного материала, указанной в стандартах или технических условиях, размеров по длине, ширине и толщине мата в миллиметрах, разделяемых точками, и [8, п.1.3].
Технические требования
Маты должны изготовляться в соответствии с требованиями [8] по технологическому регламенту, утвержденному в установленном порядке.
Для изготовления матов должны применяться плиты из минеральной ваты на синтетическом связующем марок 75 и 125 по ГОСТ 9573 [9].
Технология изготовления
Изготавливаются маты на специальной установке, схема которой представлена на рисунке 2.
Минераловатные плиты дисковыми ножами режутся на полосы. В узле на стыках двух конвейеров полосы поворачиваются на 90 °, комплектуются в непрерывное полотно, приклеиваемое к покровному материалу, на который предварительно при помощи узла 4 нанесен клеевой состав. На конвейере осуществляется отверждение клеевого состава, в результате чего теплоизоляционный слой приклеивается к покровному материалу. Непрерывно поступающий с конвейера материал разрезается дисковым ножом поперечной резки на готовые изделия необходимой длины [7].
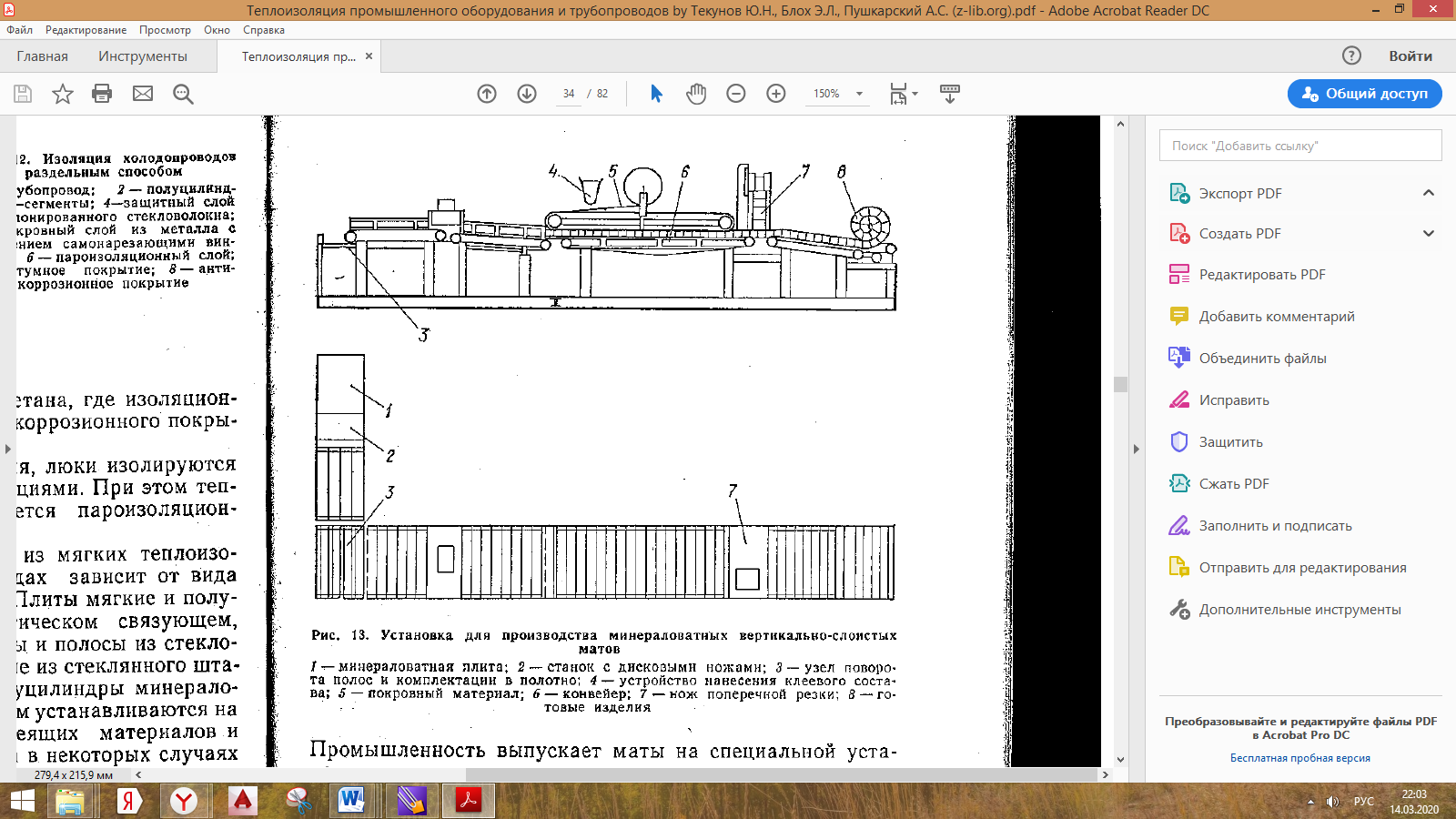
1 – минераловатная плита; 2 – станок с дисковыми ножами; 3 – узел поворота полос и комплектации в полотно; 4 – устройство нанесения клеевого состава; 5 – покровный материал; 6 – конвейер; 7 – нож поперечной резки; 8 – готовые изделия
Рисунок 2 – Установка для производства минераловатных вертикально-слоистых матов