Материал: Obrazets_6-y_tipovoy_zadachi_-_KKP
В качестве защитно-покровных материалов должны применяться: рубероид по ГОСТ 10923 [10], стеклорубероид по ГОСТ 15879 [11], фольга алюминиевая дублированная, стеклопластик рулонный для теплоизоляции и фольгорубероид по техническим условиям предприятия-изготовителя.
В качестве клеящего вещества применяется битум марок БН70/30 и БН90/10 по ГОСТ 6617 [12], полиэтиленовая пленка по ГОСТ 10354 [13].1
Предельные отклонения размеров матов не должны превышать:
|
|
по длине |
+3 %; -1 % |
по ширине |
±10 мм |
по толщине |
+3; 0 мм (для 40, 50) |
|
+5; 0 мм (для 60, 70, 80, 90, 100). |
Разнотолщинность мата не должна превышать 5 мм.
Зазор
между составляющими мат минераловатными
полосами  не должен превышать 2 мм.
не должен превышать 2 мм.
По физико-механическим показателям маты должны удовлетворять требованиям, указанным в таблице 2.
Таблица 2 – Физико-механические показатели матов
|
|
|
Наименование показателя |
Значение для матов марки |
|
75 |
125 |
|
Плотность, кг/м3 |
От 50 до 75 |
Св. 75 до 125 |
Сжимаемость под удельной нагрузкой 2000 Па (0,02 кгс/см2), %, не более |
3 |
2 |
Теплопроводность, Вт/(м·К), не более, при температуре: |
|
|
а) (298±5) К |
0,048 |
0,046 |
б) (398±5) К |
0,083 |
0,081 |
Маты должны выдерживать испытание на прочность приклеивания минераловатных полос к покровному материалу.
Упаковка, маркировка, транспортирование и хранение
Упаковку, маркировку, транспортирование и хранение матов производят в соответствии с требованиями ГОСТ 25880 [14] и [8].
Маты должны быть свернуты в рулоны. Масса рулона – не более 50 кг, диаметр рулона – не более 400 мм.
Маты длиной до 1500 мм могут поставляться в развернутом виде стопами. Стопу обертывают полосой бумаги, конец полотна бумаги заклеивают. Масса стопы – не более
50 кг, высота стопы – не более 500 мм.
Транспортные пакеты формируют в соответствии с правилами перевозки грузов, размеры пакетов и средства пакетирования – по ГОСТ 24597 [15].
Допускается транспортирование матов в открытых автомашинах на расстояние до 200 км с обязательным покрытием их брезентом или другим влагозащитным материалом.
Транспортирование матов по железной дороге осуществляют повагонными отправками.
Транспортную маркировку производят с нанесением манипуляционного знака «Беречь от влаги» по ГОСТ 14192 [16].
Высота штабеля при хранении не должна быть более 2 м.
Время выдержки матов на складе перед отгрузкой потребителю должно быть не менее одних суток.
Гарантии изготовителя
Предприятие-изготовитель гарантирует соответствие матов требованиям [8] при соблюдении условий транспортирования и хранения.
Гарантийный срок хранения матов – 6 месяцев с момента их изготовления.
Статистические методы контроля качества продукции
Для контроля технологических процессов решаются задачи статистического анализа точности и стабильности технологических процессов и их статистического регулирования.
Обычно для анализа данных используются семь, так называемых, статистических методов или инструментов контроля качества: расслаивание (стратификация) данных; графики; диаграмма Парето; причинно-следственная диаграмма (диаграмма Исикавы или «рыбий скелет»); контрольный листок и гистограмма; диаграмма разброса; контрольные карты.
Контрольный листок – инструмент для сбора данных и их автоматического упорядочения для облегчения дальнейшего использования собранной информации.
Стратификация (расслоение) – инструмент, позволяющий произвести селекцию данных в соответствии с различными факторами.
Диаграмма разброса – инструмент, позволяющий определить вид и тесноту связи двух рассматриваемых параметров процесса.
Гистограмма – инструмент, позволяющий зрительно оценить распределение статистических данных, сгруппированных по частоте попадания данных в определенный (заранее заданный) интервал.
Анализ Парето – это инструмент, позволяющий: объективно представить и выявить основные факторы, влияющие на исследуемую проблему и распределить усилия для ее решения.
Анализ Парето применяется как для выявления проблем или острых вопросов, так и для анализа причин, вызывающих эти проблемы. Поэтому различают два вида диаграмм Парето: по результатам деятельности и по причинам.
При использовании диаграммы Парето наиболее распространенным методом анализа является так называемый АВС-анализ. Здесь составляющие, по которым производится анализ, объединяются в три группы А, В и С: на группу – А приходится 70…80 % всех дефектов или затрат, если проводится стоимостной анализ; на группу – С 5…10 %; промежуточная группа – В характеризуется 10…25 % затрат, которые связанны с ошибками и дефектами в работе. После проведения выработанных на основе анализа данных мероприятий обычно проводится повторный анализ с целью оценки эффективности принятых мер. При этом повторяется вся процедура построения диаграммы Парето, и новые результаты сравниваются с данными, полученными ранее.
Причинно-следственная диаграмма Исикавы – инструмент, который позволяет выявить наиболее существенные факторы (причины), влияющие на конечный результат (следствие). Причинно-следственную диаграмму иначе называют диаграммой «рыбий скелет».
Наиболее эффективным считается групповой метод анализа причин, называемый «мозговым штурмом».
Контрольные карты (контрольные карты Шухарта) – инструмент, позволяющий отслеживать ход протекания процесса и воздействовать на него (с помощью соответствующей обратной связи), предупреждая его отклонения от предъявляемых к процессу требований.
Существует два типа контрольных карт: один предназначен для контроля параметров качества, представляющих собой непрерывные случайные величины, значения которых являются количественными данными параметра качества (значения размеров, масса, электрические и механические параметры и т.п.), а второй – для контроля параметров качества, представляющих собой дискретные (альтернативные) случайные величины и значения, которые являются качественными данными (годен – не годен, соответствует – не соответствует, дефектное – бездефектное изделие и т.п.).
В зависимости от вида данных и методов их статистической обработки выделяют различные типы контрольных карт, основные из которых представлены на рисунке 4.
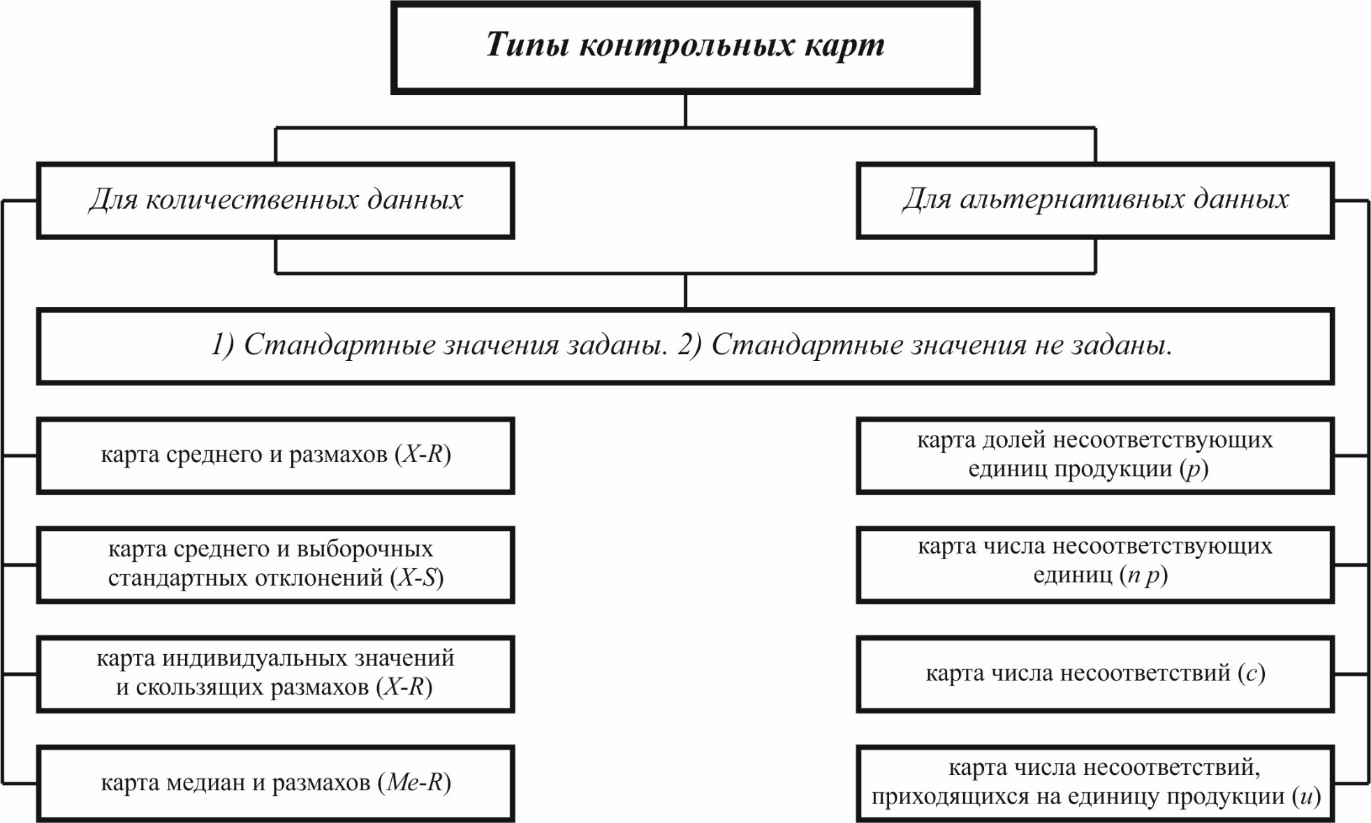
Рисунок 4 – Типы контрольных карт
Применение анализа Парето
Цель – анализ основных видов дефектов, возникающих при производстве (эксплуатации) продукции за определенный промежуток времени.
При эксплуатации минераловатных вертикально-слоистых матов за год обнаружены наиболее часто встречающиеся дефекты, приведенные в таблице 3.
Таблица 3 – Основные дефекты минераловатных вертикально-слоистых матов
Наименование дефекта |
Число дефектов, шт |
Накопленная сумма числа дефектов, шт |
Процент числа дефектов в общей сумме, % |
Накопленный процент дефектов, % |
Механические повреждения |
168 |
168 |
44 |
44 |
Замачивание |
75 |
243 |
20 |
64 |
Расслоение |
54 |
297 |
14 |
78 |
Разрывы |
27 |
324 |
7 |
85 |
Маслянистые пятна |
22 |
346 |
6 |
91 |
Нарушение геометрии конструкции |
16 |
362 |
4 |
95 |
Пустоты |
10 |
372 |
3 |
98 |
Прочие |
8 |
380 |
2 |
100 |
Итого: |
380 |
- |
100 |
- |
На основании данных таблицы 4 построены:
диаграмма, наглядно показывающая относительную значимость каждого из факторов (рис. 5);
график Парето (рис. 6).
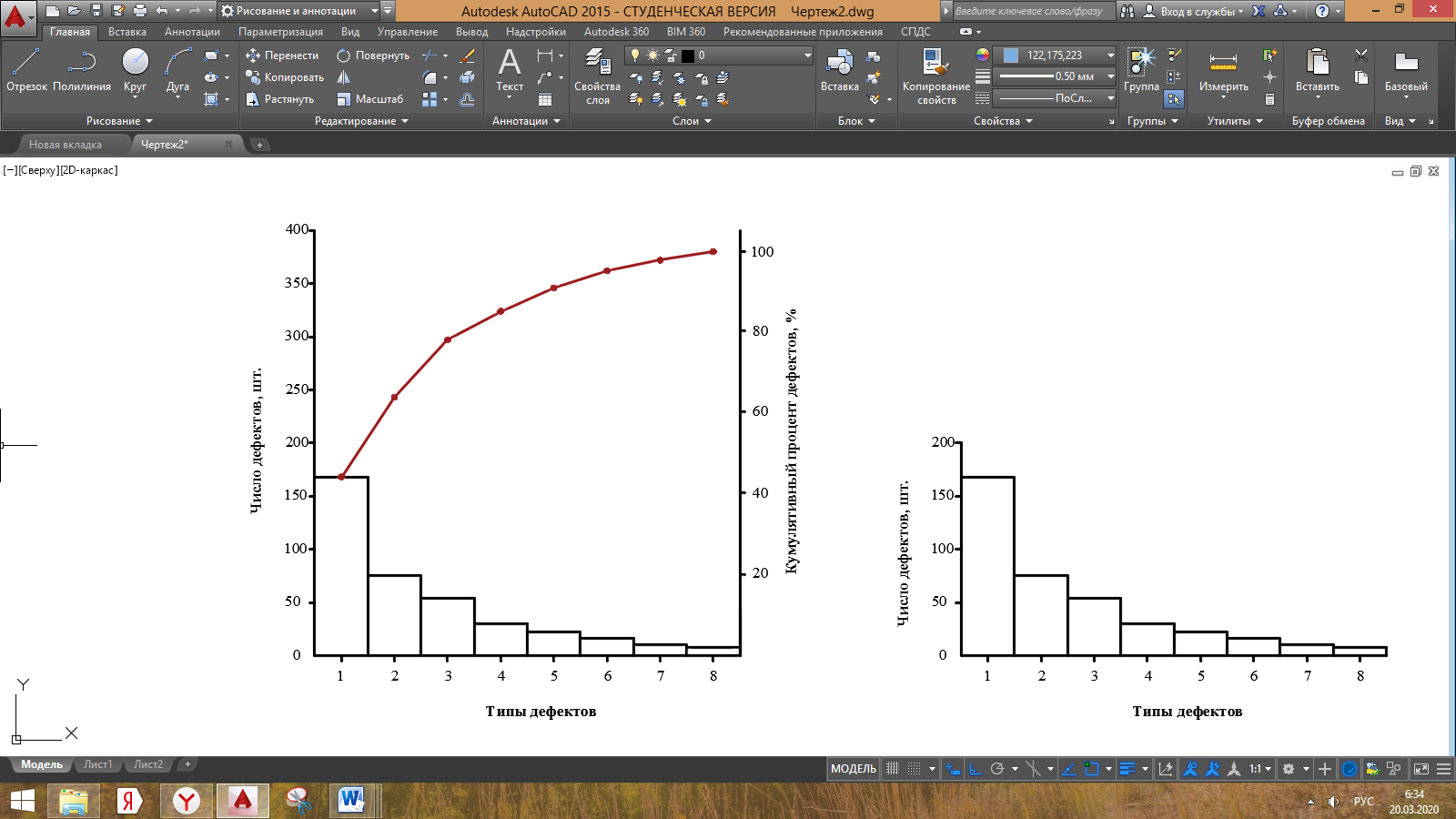
Рисунок 5 – Диаграмма дефектов
Рисунок 6 – График Парето
Дефекты распределяются по группам А, В и С:
на группу А приходится 70…80 % всех дефектов;
на группу В – 10…25 %;
на группу С – 5…10 %.
Разбивка на группы А, В, С представлена в таблице 5. На рисунке 7 представлена диаграмма Парето с АВС – анализом.
Таблица 5 – Распределение дефектов по группам
Группа дефектов |
Число дефектов, шт |
Процент числа дефектов по каждому признаку в общей сумме, % |
A |
297 |
78 |
В |
65 |
17 |
С |
18 |
5 |
Итого |
380 |
100 |
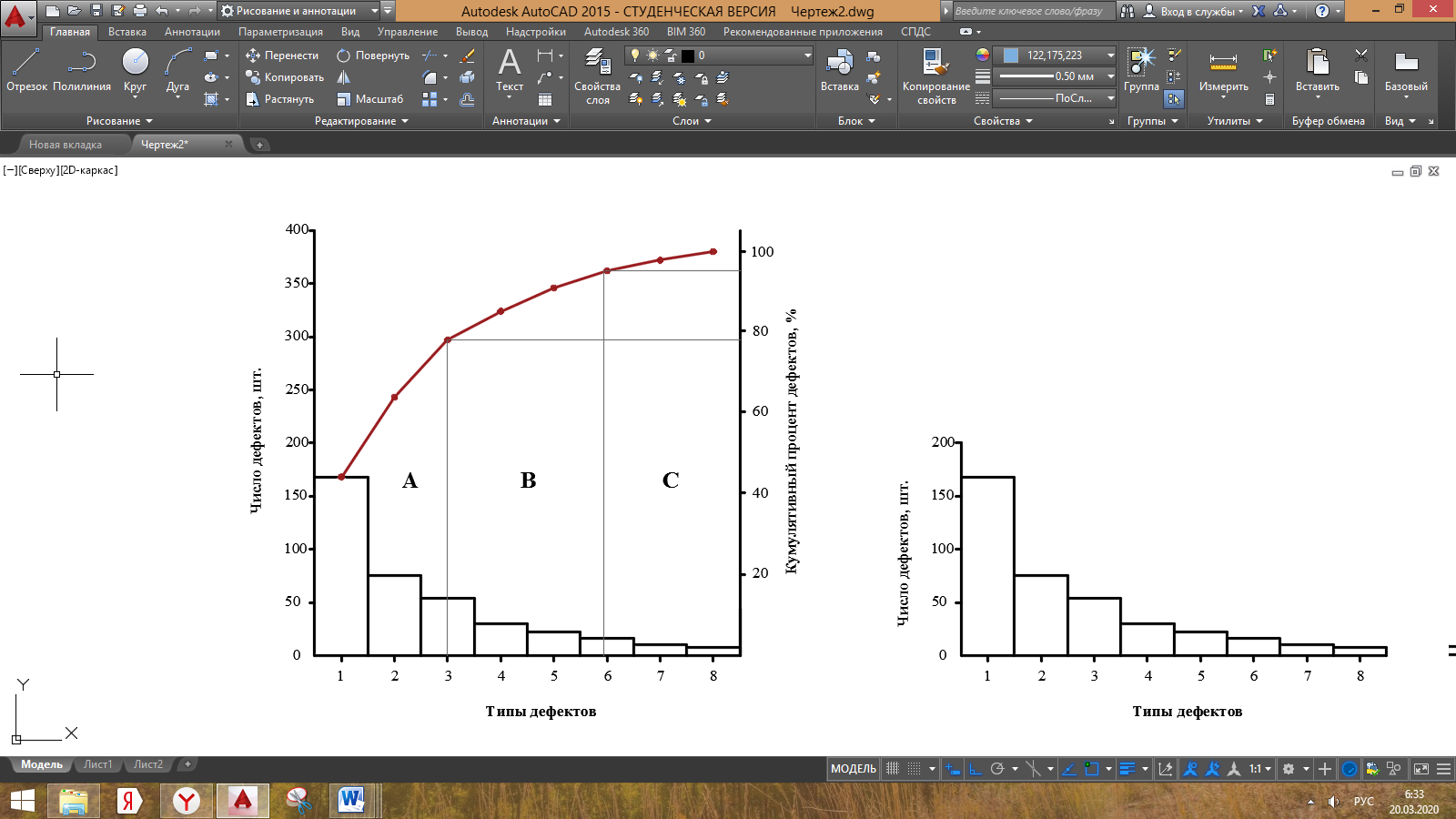
Рисунок 7 – Диаграмма Парето с АВС – анализом
По результатам анализа 80 % дефектов составляет группа А, в которую входят механические повреждения, замачивание и расслоение минераловатных матов. Для сокращения дефектов, попадающих в данную группу, определяются причины их возникновения и разрабатываются мероприятия по их устранению (табл. 6).
Таблица 6 – Мероприятия по устранению дефектов
Дефект |
Причины возникновения |
Мероприятия по устранению |
1. Механические повреждения |
Нарушение условий транспортировки и монтажа |
Замена деформированных изделий |
2. Замачивание |
Отсутствие гидрофобизирующих добавок, неправильный монтаж, нарушение герметичности или отсутствие гидроизоляции, отсутствие склейки стыков |
Высушивание или замена минераловатных матов |
3. Расслоение |
Низкое содержание связующего в материале |
Замена поврежденных матов |