Материал: Kushner - Materialovedeniye 2008
матриц для ГКМ. Содержание небольшого количества карбидообразующих элементов (до 2% хрома; 0,7–1,0% молибдена или вольфрама; 0,3–0,5% ванадия) позволяет сохранять повышенную ударную вязкость в крупных сечениях (до 700–800 мм) и задерживать распад мартенсита при нагреве. Однако этого количества карбидообразующих элементов недостаточно для вторичного твердения. Легирование никелем или марганцем в пределах 1,5–2,5% увеличивает прокаливаемость.
Эти стали после закалки от температур 820–870 °С и отпуска при 420–600 °С приобретают твердость 42–44 HRC и сохраняют предел текучести 1000 МПа до 350–400 °С. Механические свойства штамповых сталей умеренной теплостойкости при комнатной температуре: σВ= 1200–1300 МПа,
δ = 10–13%, ψ = 40–45%, KC Т= 400–500 кДж/м2. При температуре 600 °С: σВ = 350 МПа, ψ = 65 %, KCТ = 800 кДж/м2.
Стали повышенной теплостойкости (4Х5МФС и др.) применяют для изготовления крупных молотовых и прессовых штампов, прессовых вставок, инструмента для высадки и выдавливания, разогревающихся в процессе работы до температуры 620–650 °С. Характерной особенностью сталей второй группы является комплексное легирование (до 2,5–5,5% Cr; 2–3% W и Mo; 1% V), позволяющее повысить температуры закалки до 1000–1100 °С при охлаждении в масле и обеспечивающее склонность к дисперсионному твердению при отпуске в интервале температур 540–560 °С. При этом достигается твердость около 45–50 HRC. Благодаря меньшему содержанию углерода (0,3–0,4%) эти стали, обладая повышенной теплостойкостью, сохраняют достаточно высокую ударную вязкость.
Стали высокой теплостойкости (до 660–680 °С) отличаются повышенным содержанием вольфрама и молибдена (от 3 до 18%). Штамповые стали с содержанием вольфрама и молибдена до 12–8% являются практически полными аналогами быстрорежущих сталей типа Р6М5, Р9, Р12 и Р18 с содержанием углерода 0,5–0,6%. Эти стали очень дорогие, их применяют для некоторых наиболее ответственных операций, при деформировании трудно деформируемых и жаропрочных сплавов, а также для изготовления некоторых видов прессовых и холодновысадочных инструментов.
Стали для холодного деформирования также можно разделить на три группы:
1)износостойкие стали типа Х12 (Х12М, Х12Ф1) и типа Х6ВФ;
2)вторичнотвердеющие стали с высоким сопротивлением смятию (например, 8Х4В2С2МФ);
3)высокопрочные стали с повышенной ударной вязкостью (типа 7ХГ2ВМ или типа 6Х6В3МФС).
Стали первой группы, содержащие 1,3–2,2% С и 11–13% Cr, могут быть дополнительно легированы в небольших количествах молибденом,
156
ванадием и вольфрамом. Повышению износостойкости способствует легирование ванадием (до 4–5%). Основное назначение этих сталей – инструменты для вырубки и пробивки высокопрочных материалов, накатки, объемного прессования, вставки вытяжных и формовочных штампов и др. при удельных давлениях до 1700 МПа. Пониженные теплостойкость и предел текучести при сжатии ограничивают применение этих сталей для тяжелых условий работы. Стали типа Х6ВФ с небольшим содержанием вольфрама, молибдена и ванадия и с меньшим содержанием углерода (0,8–1,1%) характеризуются меньшим количеством и более благоприятным распределением избыточных карбидов, что способствует повышению прочности и ударной вязкости при некотором снижении теплостойкости и износостойкости.
Стали второй группы (типа 8Х4В2С2МФ) содержат хром, вольфрам, молибден и ванадий при содержании углерода 0,8–1,2%. Они склонны к вторичному твердению при отпуске от температуры 520–560 °С, что обеспечивает повышенную теплостойкость и износостойкость. После окончательной термической обработки эти стали обладают также высокой прочностью и ударной вязкостью. Эти стали соответствуют требованиям к материалу для тяжелонагруженных инструментов (операций объемного прессования, резки, высадки и калибровки).
Высокопрочные стали с повышенной ударной вязкостью, выделенные в третью группу, могут быть разделены на две подгруппы. К первой относятся стали типа 7ХГ2ВМ, содержащие около 2% марганца и небольшие количества хрома, молибдена, вольфрама, ванадия. Высокомарганцовистые стали способны закаливаться на воздухе, обладают высокой прокаливаемостью, приобретают высокую прочность и ударную вязкость. После отпуска от 170–200 °С приобретают твердость 57–59 HRC. Инструменты из этих сталей применяют для прецизионной вырубки, пробивки, вытяжки и формовки изделий из низкоуглеродистых сталей и цветных сплавов.
Стали второй подгруппы (типа 6Х6В3МФС), благодаря вторичному твердению, имеют не только повышенное сопротивление смятию, но и повышенную теплостойкость. Это расширяет область их рационального применения для изготовления инструментов ударного выдавливания, высадки и т. п.
Наряду с рассмотренными сталями в качестве материала для тяжелонагруженных штампов холодного и горячего деформирования используют быстрорежущие стали (Р6М5К5, Р6М5, Р12, Р12Ф4К5, Р18, Р18К5Ф2), которые более подробно будут рассмотрены ниже. Применение быстрорежущих сталей позволяет повысить стойкость штампов при высоких до 2200–2400 МПа удельных давлениях. Недостатком применения быстрорежущих сталей в качестве штамповых является их высокая стоимость, а также повышенная склонность к охрупчиванию из-за наличия большого количества крупных избыточных карбидов.
157
13.3. Классификация режущих инструментальных материалов
В современной производственной практике подавляющее большинство применяющихся режущих инструментов изготовлено из инструментальных материалов, относящихся к двум группам: быстрорежущим сталям и твердым сплавам. Другими основными группами инструментальных материалов, применяемых на практике реже, чем быстрорежущие стали и твердые сплавы, являются: углеродистые и легированные инструментальные стали, режущая керамика и сверхтвердые поликристаллические синтетические материалы.
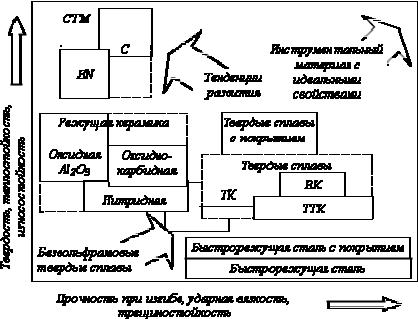
Рис. 13.2. Классификация режущих инструментальных материалов по их свойствам
На рисунке 13.2. эти группы инструментальных материалов изображены с качественным учетом изменения их основных режущих свойств: твердости, теплостойкости и износостойкости по одной оси и прочности при изгибе, ударной вязкости и трещиностойкости – по другой оси. Для реальных инструментальных материалов повышение твердости, теплостойкости и износостойкости сопровождается снижением прочности при изгибе, ударной вязкости и трещиностойкости.
Совершенствование свойств режущего инструментального материала может быть связано с разработкой композиционного материала, у которого высокие значения поверхностной твердости, теплостойкости, физикохимической инертности сочетались бы с достаточными значениями прочности при изгибе, ударной вязкости, предела выносливости. Это может быть достигнуто с помощью методов упрочнения и нанесения износостойких покрытий.
158
13.4. Режущие инструментальные и быстрорежущие стали
Для режущих инструментов применяются высоколегированные быстрорежущие стали, а также, в небольших количествах, заэвтектоидные углеродистые стали с содержанием углерода 1,0–1, % и суммарным содержанием легирующих элементов (кремния, марганца, хрома и вольфрама)
от 1,0 до 3,0%.
Углеродистые инструментальные стали с содержанием углерода
1,0–1,3 % во второй половине XIX века были практически единственным инструментальным материалом, пригодным для обработки металлов давлением и резанием. Углеродистые заэвтектоидные стали закаливают при температуре 750–835 ° С (вишнево– красное каление) с охлаждением в воде и последующим отпуском при температуре от 200–350 ° С.
Как известно из теории термической обработки при охлаждении углеродистой заэвтэктоидной стали в воде от температуры выше 730 ° С возникает неравновесная мартенситная структура с характерной для нее высокой твердостью (примерно 65-67 НRC). При комнатной температуре мартенситная структура и высокая твердость сохраняются в течение длительного времени. Однако нагрев сплава и выдержка его при повышенных температурах приводят к переходу структуры в равновесное состояние и, следовательно, к снижению твердости. Низкотемпературный отпуск от температуры около 200–350° С несколько снижает твердость, которая остается все же достаточно высокой – 63–65 НRС. При этом увеличивается пластичность, что также необходимо для нормальной работы режущего инструмента.
В связи с резким уменьшением твердости углеродистой стали при повышенных температурах их «теплостойкость» характеризуется невысокими температурами, ограничивающими применение углеродистых сталей в качестве штамповых и режущих инструментальных материалов.
Углеродистые инструментальные стали (У10– У13, У10А– У13А) производятся по ГОСТ 1435–73 и применяются для изготовления мелкоразмерных режущих (слесарных) инструментов (метчиков, напильников, разверток и др.), работающих при температурах до 180 ° С.
До начала XX века единственным нововведением явилась сталь, легированная вольфрамом и марганцем. Эта сталь нагревалась под закалку примерно до тех же температур, что и углеродистая инструментальная, но для получения мартенситной структуры достаточно было охлаждения на воздухе. Благодаря несколько более высокой теплостойкости (примерно до 250 ° С), «самозакаливающиеся» стали позволили увеличить производительность резания примерно в 1,5 раза по сравнению с углеродистыми инструментальными сталями. Было установлено, что способность инструментальных легированных сталей к закалке при охлаждении на воздухе улучшается при легировании хромом (11Х, 9ХС, ХВГ, ХВСГ и др.).
159
Режущие инструментальные легированные стали применяют для изготовления длинномерного инструмента сложной формы с размерами сечения более 20 мм (протяжек, метчиков, плашек и др.).
Для изготовления резьбонакатного инструмента, а также штампов применяют стали с более высоким содержанием хрома, легированные вольфрамом, ванадием, молибденом: Х6ВФ, Х12Ф1, Х12М, теплостойкость которых примерно вдвое выше, чем у низколегированных сталей.
К 1906 г Ф. Тейлором и М. Уайтом на основании стойкостных испытаний режущих инструментов и экспериментальных плавок был определен оптимальный состав легированной инструментальной стали, получившей название быстрорежущей: С – 0,67%; W – 18,91%; Cr – 5,47%; V – 0,29%; Fe – остальное.
Термическая обработка состояла в нагреве до 1250–1290 ° С, охлаждении в ванне с расплавленным свинцом до температуры 620 ° С и последующем остывании на воздухе до комнатной температуры. Затем следовал отпуск с охлаждением от температуры 600 ° С. Прошедшие такую термическую обработку инструменты были способны обрабатывать сталь примерно в шесть раз быстрее, чем инструменты из углеродистых инструментальных сталей.
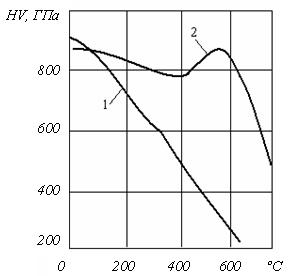
Рис.13.3. Изменение твердости HV с увеличением температуры отпуска, ° С: 1 – углеродистая сталь, 2 – быстрорежущая сталь.
Значительное улучшение режущих свойств быстрорежущей стали связано с двумя обстоятельствами. Первое заключается в том, что легирующие элементы – вольфрам W и ванадий V образуют очень твердые карбиды Fe3W3C (HV = 11,5 ГПа) и V4C3 (HV = 20 ГПа). Они представляют собой округлые частицы размером несколько микрометров в поперечнике.
С повышением температуры часть карбидов растворяется в железе, но некоторые из них остаются нерастворенными. Присутствие этих частиц при высоких температурах препятствует росту зерен и позволяет нагреть
160