Материал: Kushner - Materialovedeniye 2008
сталь до 1290 ° С без образования крупных зерен и появления хрупкости. Поэтому быстрорежущая сталь с повышением температуры менее разупрочняется, чем углеродистая (рис. 13.3).
Второе обстоятельство заключается в том, что при отпуске от температуры 500–600 ° С в мартенсите образуется большое число чрезвычайно малых частиц карбидов размерами около 0,01 мкм. Эти частицы настолько малы, что не видны в оптический микроскоп и были обнаружены только с помощью электронного микроскопа. Благодаря образованию большого количества микрочастиц карбидов, в области температуры около 560–600 ° С твердость с повышением температуры не только не уменьшается, но напротив – возрастает (рис. 15.3). И только при более высокой температуре, превышающей 650 ° С, частицы карбидов снова растут и теряют способность повышать твердость стальной матрицы.
Таким образом, эффект высокотемпературного повышения твердости первых марок быстрорежущих сталей был получен, благодаря легированию вольфрамом. Однако несколько позже было установлено, что этот эффект достигается и при легировании стали молибденом. Поскольку атомный вес молибдена (95,94) примерно вдвое меньше атомного веса вольфрама (183,85), процентное содержание молибдена в вольфрамо– молибденовых быстрорежущих сталях должно быть вдвое меньше содержания замещаемого вольфрама. Стали, легированные молибденом, получили большее распространение, в первую очередь, благодаря их меньшей стоимости (например, Р6М5 вместо Р18).
Быстрорежущие стали обозначаются первой буквой Р (от слова «рапид» – скорость), следующая цифра указывает на содержание вольфрама, причем буква «В» пропускается (Р18). Содержание молибдена, ванадия, кобальта указывается, соответственно, после букв М, Ф и К: Р6М5,
Р6М5Ф3, Р6М5К8, Р12МЗФ2К5.
Эффект высокотемпературного повышения твердости усиливается при легировании быстрорежущей стали ванадием до 1%. Микроскопические частицы V4C3 занимают небольшой объем и являются наиболее твердой составной частью сплава. Содержание ванадия до 5% (например, в сталях Р6М5Ф3, Р12М6Ф5 и др.) обеспечивает не менее 8% объема структуры с большим количеством твердых частиц, благодаря чему существенно возрастает сопротивление изнашиванию инструмента.
Обеспечение равномерной закаливаемости по всему сечению инструмента достигалось с помощью легирования хромом. Большинство марок быстрорежущих сталей содержат хром в количестве 4 –5%.
Кобальт в количестве от 5 до 12% способствует повышению температуры, при которой начинает падать твердость. Хотя сам кобальт карбидов не образует, его действие проявляется в сдерживании роста карбидов, в увеличении температуры α↔γ превращений, в образовании увеличенного
161
количества дисперсных частиц, играющих роль фазовых упрочнителей при отпуске. Введение кобальта в состав быстрорежущих сталей значительно повышает их твердость и теплостойкость до 640–650 ° С (Р18К10, Р6М5К8 и др.). Кроме того, кобальт является единственным легирующим элементом, повышающим теплопроводность стали.
Углерод необходим для соединения с карбидообразующими элементами (ванадием, вольфрамом и молибденом), а также для растворения в железе и создания неравновесной мартенситной структуры, обеспечивающей высокую твердость стали.
Перед термической обработкой быстрорежущая сталь должна быть хорошо отожжена. Обычно проводят изотермический отжиг: сталь нагревают до температуры 860–900 °С и после выдержки охлаждают до 700–750 °С. При этой температуре сталь выдерживают в течение полутора – двух часов для завершения превращения аустенита. После отжига твердость НВ быстрорежущей стали должна находится в пределах 2070–2550 МПа. Структура представляет собой сорбит с включениями карбидов. Плохо отожженная сталь приобретает повышенную хрупкость.
С увеличением температуры закалки в твердый раствор переходит все большее количество легирующих элементов, что благоприятно сказывается на повышении теплостойкости стали. Однако слишком высокий нагрев приводит к росту зерна и снижению механических свойств. Таким образом, повышение температуры закалки ограничивается температурой начала ускоренного роста зерна. Для стали Р18 оптимальная температура закалки –
1280 °С, для стали Р6М5 – 1220 °С.
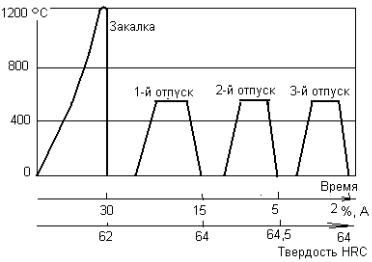
Рис. 13.4. Схема режима термической обработки быстрорежущей стали
Из-за высокой легированности твердого раствора точка мартенситного превращения лежит ниже комнатной температуры. В связи с этим после закалки в структуре стали сохраняется большое количество остаточного аустенита (до 25–30%), снижающего твердость стали и уменьшающего ее
162
теплопроводность. Для уменьшения содержания остаточного аустенита применяют обработку холодом и многократный отпуск (рис. 13.4). При обработке холодом для превращения аустенита в мартенсит быстрорежущую сталь охлаждают до низких температур (например, до –70 °С). Допустимо и более глубокое охлаждение, вплоть до температуры жидкого азота
(–196 °С).
Путем корректировки содержания углерода и легирующих элементов была создана группа кобальтосодержащих сталей, обладающих повышенной теплостойкостью и называемых "сверхбыстрорежущими"
(Р12МЗФ2К5, Р12МЗФ2К8, Р12МЗФЗК10, Р9МЗК6С, 10Р6М5К5 и др.).
Отмеченные достоинства кобальтовых сталей, несмотря на высокую стоимость, определили область их рационального применения для обработки резанием коррозионно-стойких и жаропрочных сталей и сплавов. Легирование кобальтом, наряду с отмеченными достоинствами, может привести к снижению пластичности и прочности при изгибе, повышению склонности к обезуглероживанию в процессе нагрева под горячее деформирование и закалку.
Экономнолегированные быстрорежущие стали. В связи с дефицитно-
стью и высокой стоимостью вольфрама все большее применение находят стали с низким содержанием вольфрама или не содержащие вольфрам. Примерами являются стали Р2М5, 11РЗМЗФ2, а также сталь 11М5Ф (содержит 1,06% С; 5,5% Мо; 4,0% Сr; 1,5% V), разработанная в МГТУ "СТАНКИН" Л. С. Кремневым и его учениками. Режущие свойства инструментов из этих сталей близки к свойствам инструментов из стали Р6М5.
Порошковые быстрорежущие стали. Повышение свойств и качества бы-
строрежущих сталей может быть достигнуто с помощью производства этих сталей методами порошковой металлургии. Порошковая быстрорежущая сталь характеризуется более однородной и мелкозернистой структурой, более равномерным распределением карбидной фазы, меньшей деформируемостью при термической обработке, лучшей шлифуемостью, более высокими технологическими и механическими свойствами, чем стали аналогичных марок, полученных по традиционной технологии.
Карбидостали характеризуются высоким содержанием карбидной фазы (в основном, карбидов титана), что достигается путем смешивания порошка быстрорежущей стали и мелкодисперсных частиц карбида титана. Содержание карбидной фазы в карбидостали колеблется от 30 до 70%. В отожженном состоянии твердость карбидостали составляет 40–44 HRC (HV = 3,7–4,2 ГПа), а после закалки и отпуска 68–70 НRС (HV = 9,0–9,5 ГПа).
При использовании в качестве материала режущего инструмента карбидосталь обеспечивает повышение стойкости в полтора– два раза по сравнению с аналогичными марками обычной технологии производства.
163
14.ТВЕРДЫЕ СПЛАВЫ
14.1.Классификация твердых сплавов и общая характеристика их свойств
Применение методов порошковой металлургии в начале 1920– х годов в Германии привело к созданию новых материалов, обладающих уникальным сочетанием свойств, – твердых сплавов. Внимание исследователей привлекли соединения некоторых металлов с углеродом: карбиды вольфрама, титана, тантала, ниобия, обладающие высокими твердостью и температурой плавления (табл.14.1).
|
|
Таблица 14.1 |
|
|
Температуры плавления и твердости карбидов |
||
|
|
|
|
Карбиды |
Температура плавления, ° С |
Твердость HV, ГПа |
|
|
|
|
|
WC |
2750 |
21 |
|
TiC |
3200 |
32 |
|
TaC |
3900 |
18 |
|
NbC |
3500 |
24 |
|
Карбид вольфрама WC имеет гексагональную решетку и по свойствам значительно ближе к металлам, чем к керамике: обладает хорошей электро- и теплопроводностью, имеет металлический вид. Другие карбиды, представленные в таблице 14.1, имеют кубическую кристаллическую решетку.
Карбид вольфрама смешивался с тонко размельченным порошком металла из подгруппы железа (железом, никелем или кобальтом). Смесь порошков спрессовывалась в компактную массу, которая спекалась в водороде при температуре 1300 ° С. В результате был получен материал, состоящий из высокодисперсных зерен WC, связанных или «сцементированных» более вязким металлом. Позже было установлено, что наиболее эффективным металлом для связки является кобальт. Полученные материалы обладают уникальным сочетанием свойств, что и привело к выделению их во вторую основную группу инструментальных материалов – группу твердых сплавов.
Современные порошковые (спеченные) твердые сплавы – это композиции, состоящие из твердых, тугоплавких соединений (карбиды и карбонитриды титана, вольфрама, тантала и др.) в сочетании с цементирующей (связующей) составляющей (кобальт, никель, молибден и др.). Твердые сплавы, применяемые для оснащения режущего инструмента, по составу и областям применения можно разделить на четыре группы: вольфрамокобальтовые ВК (WC– Со), титановольфрамовые ТК (WC–TiC–Co), титано-
164
танталовольфрамовые ТТК (WC–TiC–TaC–Co), безвольфрамовые БВТС (на основе TiС, TiCN с различными связками).
Общее количество твердосплавного инструмента, применяемого в механообрабатывающем производстве, составляет до 28–30%, но этим инструментом снимается до 65% стружки, т. к. производительность обработки твердосплавными инструментами в три– пять раз выше, чем быстрорежущими.
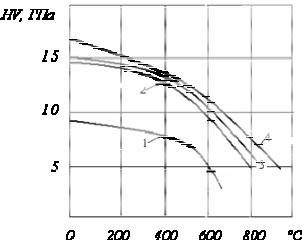
Рис. 14.1. Влияние температуры на твердость твердых сплавов и быстрорежущей стали: 1 – быстрорежущая сталь; 2 – WC+9% Co; 3 – WC+6% Co; 4 – WC–TiC–TaC–Co
Твердые сплавы имеют высокую твердость при комнатной температуре. При повышении температуры твердость твердых сплавов снижается, но остается все же значительно выше, чем у быстрорежущей стали (рис. 14.1). Твердые сплавы характеризуются высокими значениями модуля упругости (E = 500–700 ГПа) и предела прочности при сжатии (σ– В = 6 ГПа). Вместе с тем они имеют относительно невысокую прочность при изгибе (σИ = 1–2,5 ГПа) и меньшую, чем у быстрорежущих сталей, ударную вязкость.
Указанные физико-механические свойства обеспечивают твердосплавному инструменту высокий предел пластической прочности, повышенную сопротивляемость адгезионно-усталостному, химико-окислительному, диффузионному и абразивному изнашиванию. Такие свойства позволили существенно повысить производительность обработки сталей, чугунов, цветных сплавов и труднообрабатываемых материалов по сравнению с обработкой быстрорежущим инструментом.
Для оснащения режущего инструмента применяются вольфрамокобальтовые твердые сплавы с содержанием кобальта от 3 до 10% (ВК3, ВК6, ВК6– М, ВК8, ВК10– ХОМ и др.).
Вольфрамокобальтовые сплавы наиболее эффективны преимущественно при обработке чугунов, цветных металлов, стеклопластиков, фарфора, труднообрабатываемых материалов (коррозионно-стойких, высокопрочных сталей, жаропрочных сплавов на основе никеля и титана и т. д.),
165