Материал: EKZAMEN_1
Если, например, резец будет быстро изнашиваться и его понадобится часто подналаживать, эффект автоматизации, связанный с применением программного управления, значительно снизится, а то и вовсе будет сведен к нулю. Или другой пример: если развертка не обладает достаточной жесткостью, обеспечить высокую точность позиционирования при использовании развертки невозможно.
9.
Сверла спиральные. Конструктивные и
геометрические параметры. Материал
режущей части.
Из
всех известных конструкций сверл
спиральные сверла нашли наибольшее
применение благодаря следующим
достоинствам:
• хорошему отводу
стружки из обрабатываемого отверстия
из-за наличия винтовых канавок;
•
положительным передним углам на большей
длине главных режущих кромок;
•
большому запасу на переточку, которая
производится по задним поверхностям и
может выполняться вручную или на
специальных заточных станках, в том
числе станках-автоматах;
• хорошему
направлению сверла в отверстии из-за
наличия калибрующих ленточек на наружной
поверхности калибрующей части
инструмента.
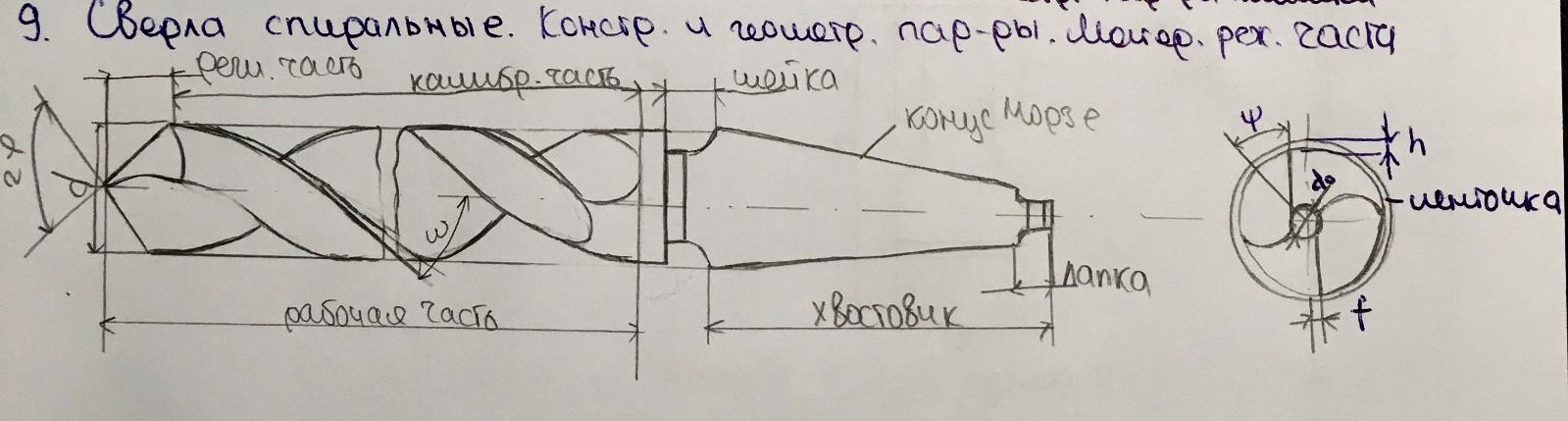
Спиральные
сверла имеют сложную геометрию режущей
части, что объясняется наличием большого
числа кромок и сложных по конфигурации
передних и задних поверхностей.
Угол
при вершине 2 который играет роль главного угла в
плане, равен 118- 120.
Угол наклона винтовой
канавки
который играет роль главного угла в
плане, равен 118- 120.
Угол наклона винтовой
канавки
 определяет величину передних углов в
каждой точке главных режущих кромок. У
стандартных сверл угол назначается в
зависимости от диаметра: при диаметре
меньше 10, ω = 25…28, больше 10 ω = 28..32.
Задний угол а на главных режущих кромках
создается путем заточки перьев сверл
по задней поверхности.
определяет величину передних углов в
каждой точке главных режущих кромок. У
стандартных сверл угол назначается в
зависимости от диаметра: при диаметре
меньше 10, ω = 25…28, больше 10 ω = 28..32.
Задний угол а на главных режущих кромках
создается путем заточки перьев сверл
по задней поверхности.
10. Зуборезные долбяки. Типы. Конструктивные и геометрические параметры. Классы точности.
Долбяк представляет собой режущий инструмент, выполненный в виде зубчатого колеса, у которого вершины и боковые стороны зубьев снабжены передними и задними углами. Долбяки предназначены для нарезания зубьев цилиндрических прямозубых, косозубых и шевронных колес, а также колес внутреннего зацепления.
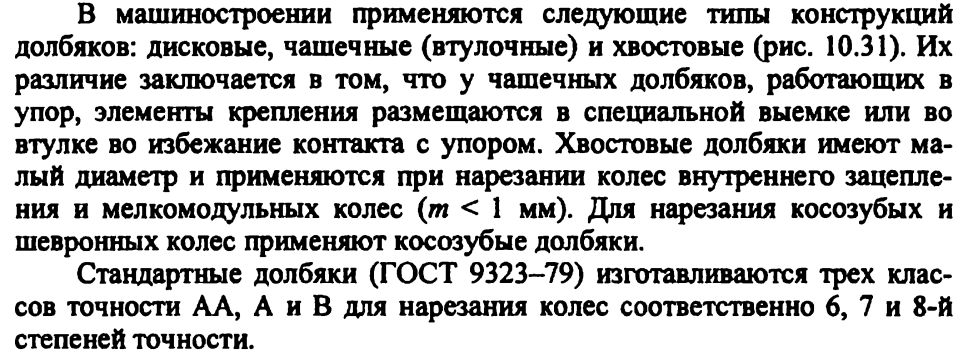
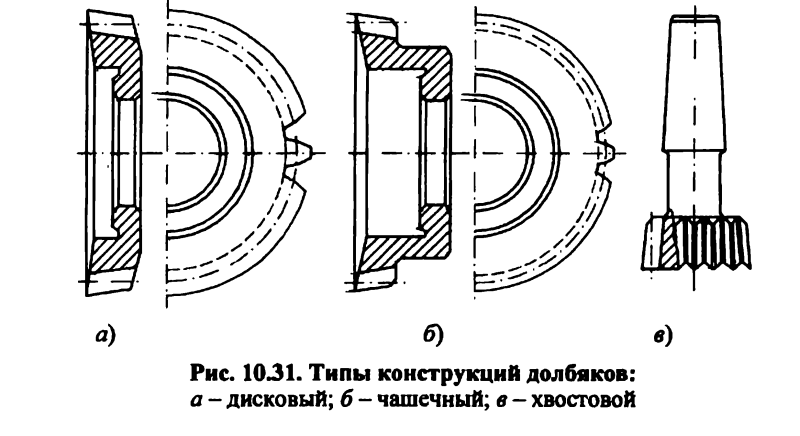
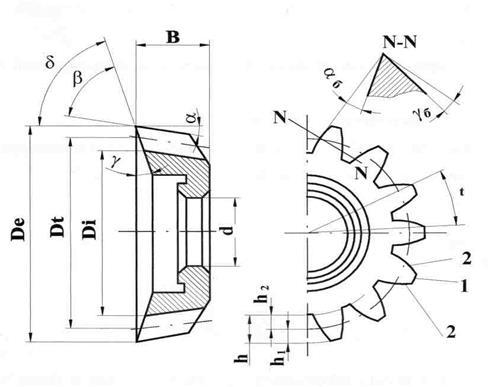
Конструктивные параметры долбяка Долбяк представляет собой зубчатое колесо конической формы. Такую форму придают ему для того, чтобы обеспечить режущим кромкам положительные задние углы. Зуб долбяка имеет три режущие кромки: одну при вершине 1 и две боковые 2, очерченные по эвольвенте. У долбяка различают передние и задние углы для вершинной и боковых режущих кромок. Углы α и γ являются соответственно задним и передним углами при вершине, здесь они рассматриваются в диаметральной плоскости долбяка. Углы α б и γ б являются задним и передним углами боковой режущей Кромки они рассматриваются в плоскости NN. проходящей через точку Р на делительной окружности и являющейся касательной к основной окружности диаметром D0. - модулем m; - углом зацепления α ; - наружным диаметром Dе; - внутренним диаметром Di; - делительным диаметром Dt; - высотой головки h1; - высотой ножки h2; - высотой зуба h; - шагом t; - толщиной зуба по делительной окружности S
11. Металлокерамические и минералокерамические твердые сплавы. Область применения. Химический состав.
12. Конструкция протяжек. Схемы резания при протягивании.
1- хвостовик; 2 – шейка; 3 – переходной конус; 4 – передняя направляющая часть; 5 – режущая часть; 6 – калибрующая часть; 7 – задняя направляющая; 8 – опорная цапфа
Протяжка
– многозубый инструмент с рядом
последовательно выступающих друг над
другом зубьев в направлении, перпендикулярном
скорости главного движения резания. С
помощью протяжек можно обрабатывать
внутренние и наружные поверхности
различной формы. При протягивании
движение подачи отсутствует, а главное
движение резания может быть поступательным
или вращательным.
Применяют
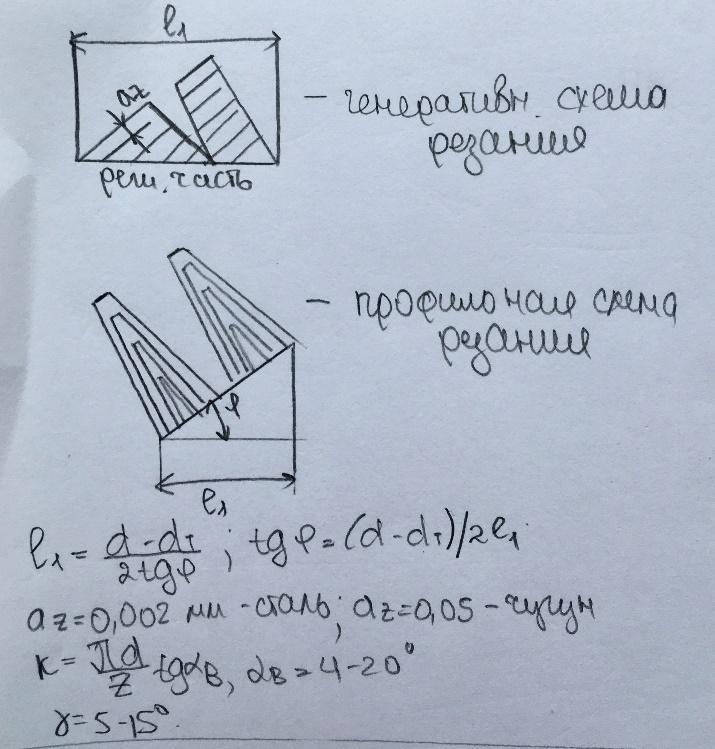
три схемы резания: профильную, генераторную,
прогрессивную.
При
профильной схеме
резания срезание припуска производится
зубьями, профиль которых подобен профилю
поперечного сечения обработанной
поверхности, а профиль последнего зуба
точно соответствует профилю изделия.
Профильная схема обеспечивает высокое
качество обработанной поверхности.
Недостатками являются сложность
изготовления фасонного контура зубьев
протяжки, возможность возникновения
больших сил резания.
При
генераторной схеме
резания каждый зуб протяжки участвует
в обработки поверхности. Постепенное
суммирование обработанной поверхности
из отдельных участков. Шероховатость
обработанной поверхности при работе
по генераторной схеме несколько выше
чем при работе по профильной.
При
прогрессивной схеме резания
зуб протяжки полностью срезает слой
обрабатываемого параметра на определенном
участке. Прогрессивную схему резания
называют еще групповой, так как заданный
профиль на детали воспроизводится
группой зубьев. При таком разделении
работы между зубьями прогрессивной
протяжки снимается короткая, но более
толстая стружка, что приводит к снижению
сил резания.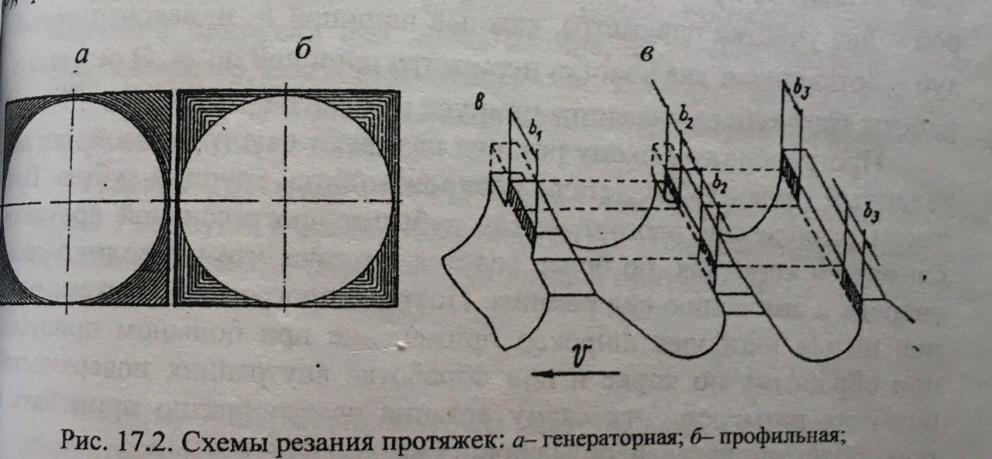
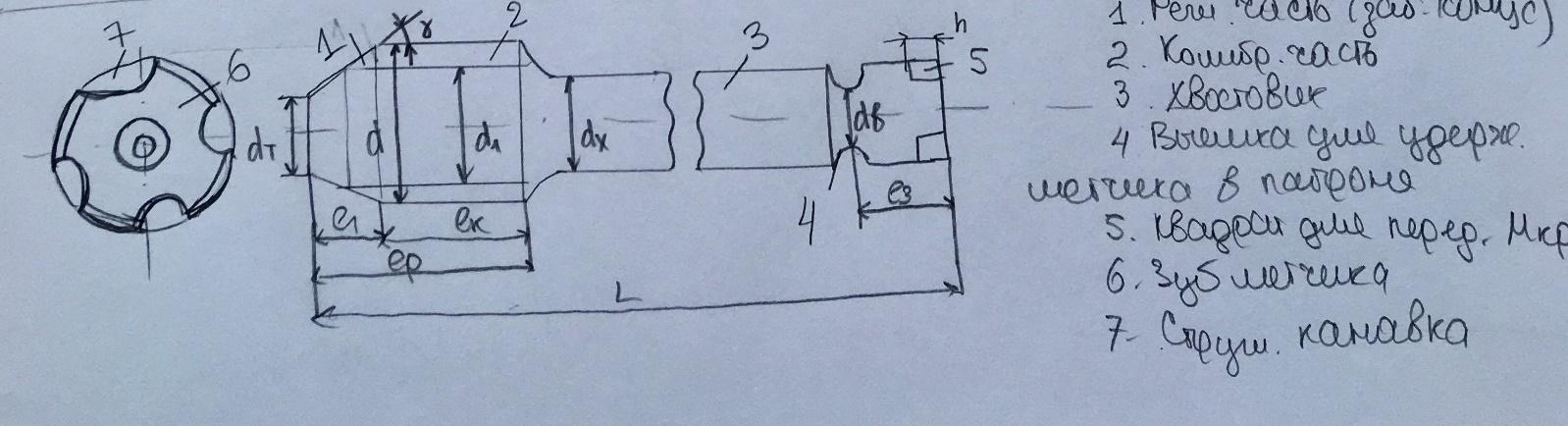
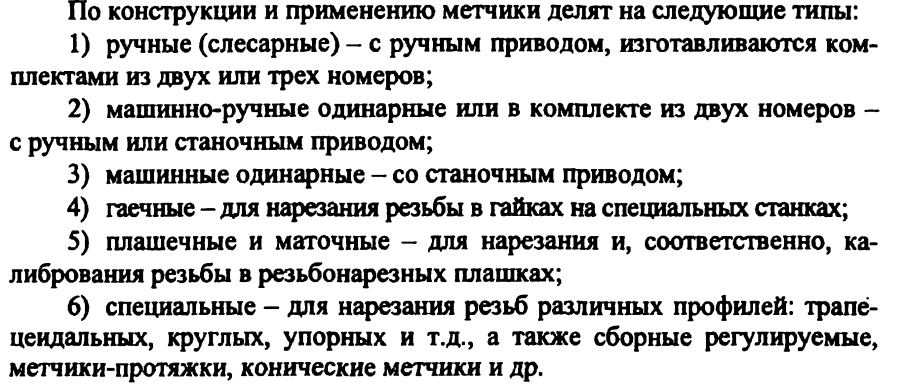
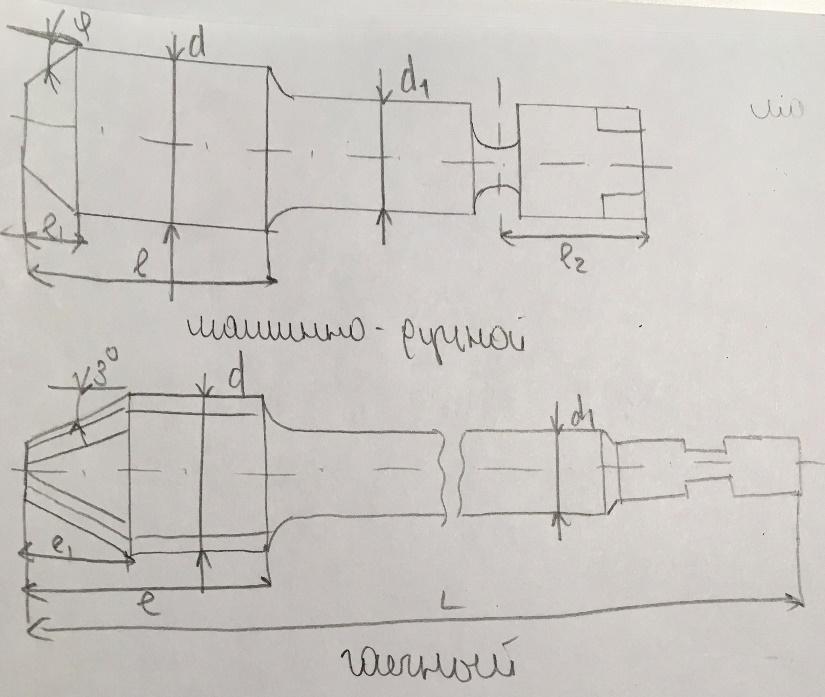
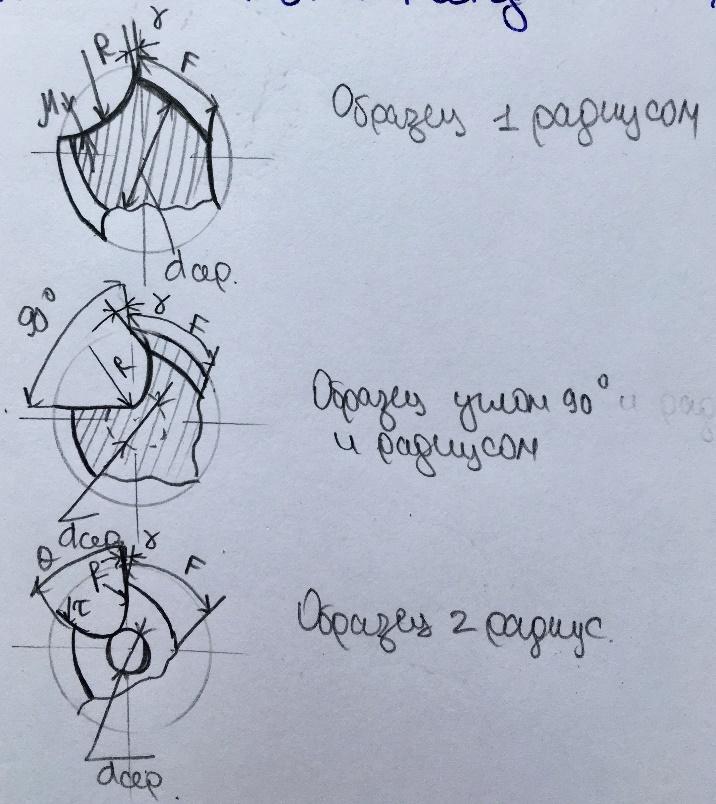
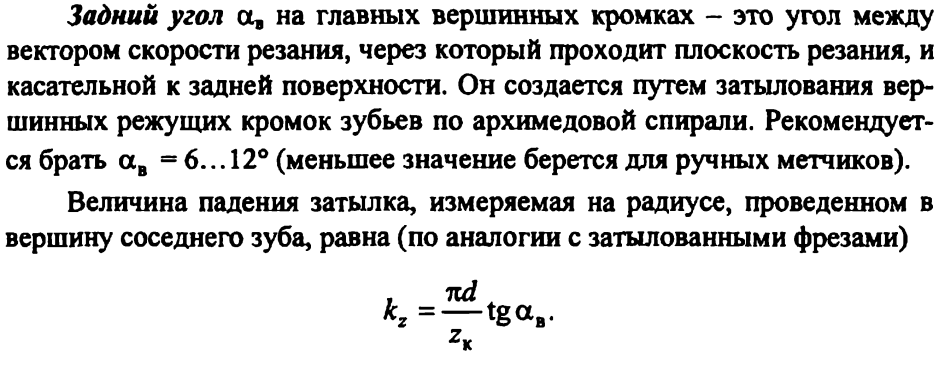
13. Метчики. Классификация. Формы режущих зубьев. Схемы резания.
К
геометрическим параметрам относятся:

 – передний угол = 16
– передний угол = 16 – задний угол =7
– задний угол =7

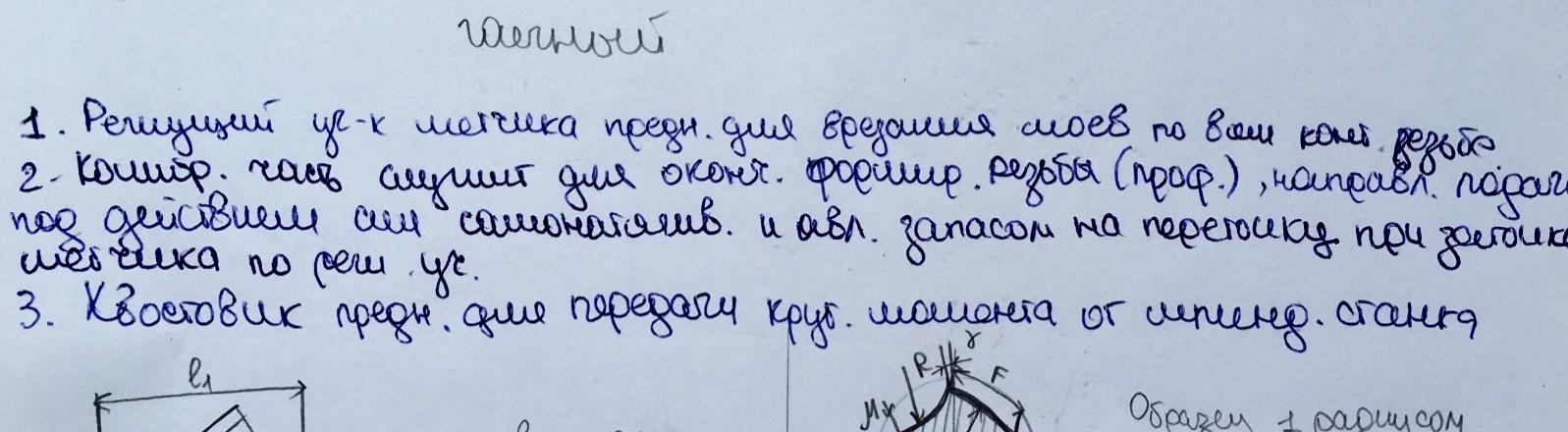

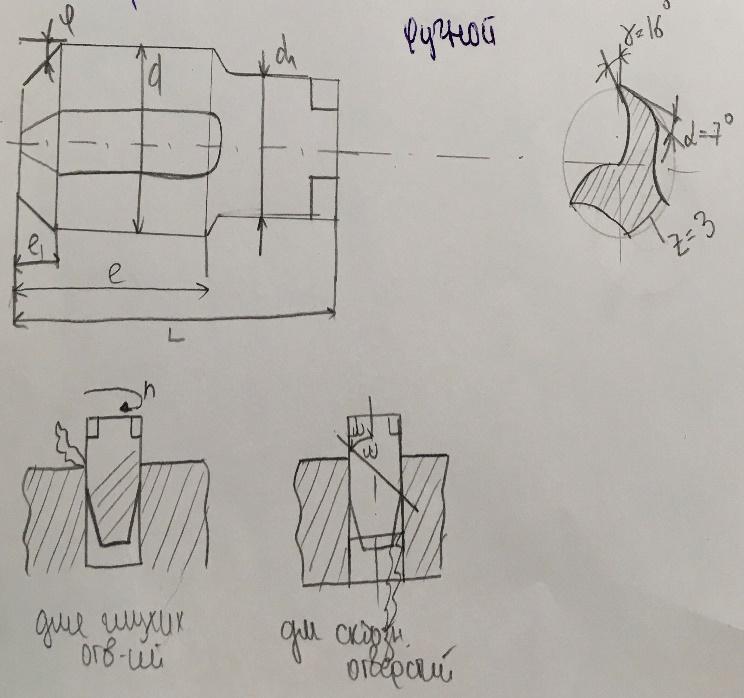
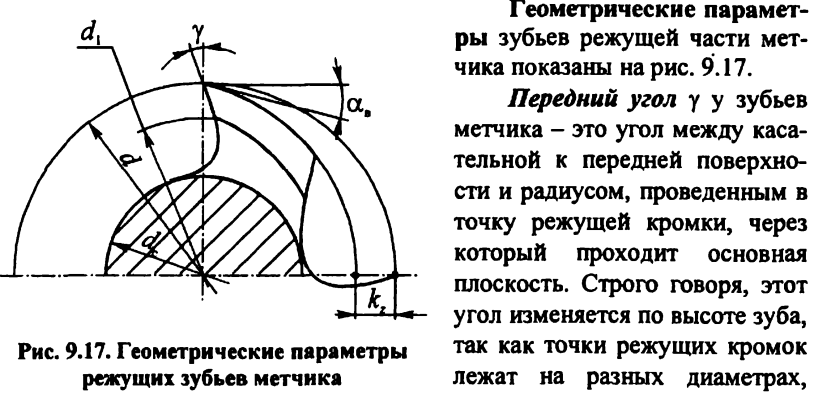
 передний
угол рекомендуется брать 12..15
передний
угол рекомендуется брать 12..15
 Схемы
резания:
Схемы
резания:
14. Цилиндрические фрезы. Назначение. Конструктивные и геометрические параметры.
Цилиндрическая фреза – режущий инструмент, применяемый для обработки плоскостей при расположении оси фрезы параллельно обрабатываемой поверхности. Цилиндрические фрезы с мелким зубом предназначены для чистовой, а фрезы с крупным зубом – для черновой обработки плоскостей на горизонтально-расточном станках
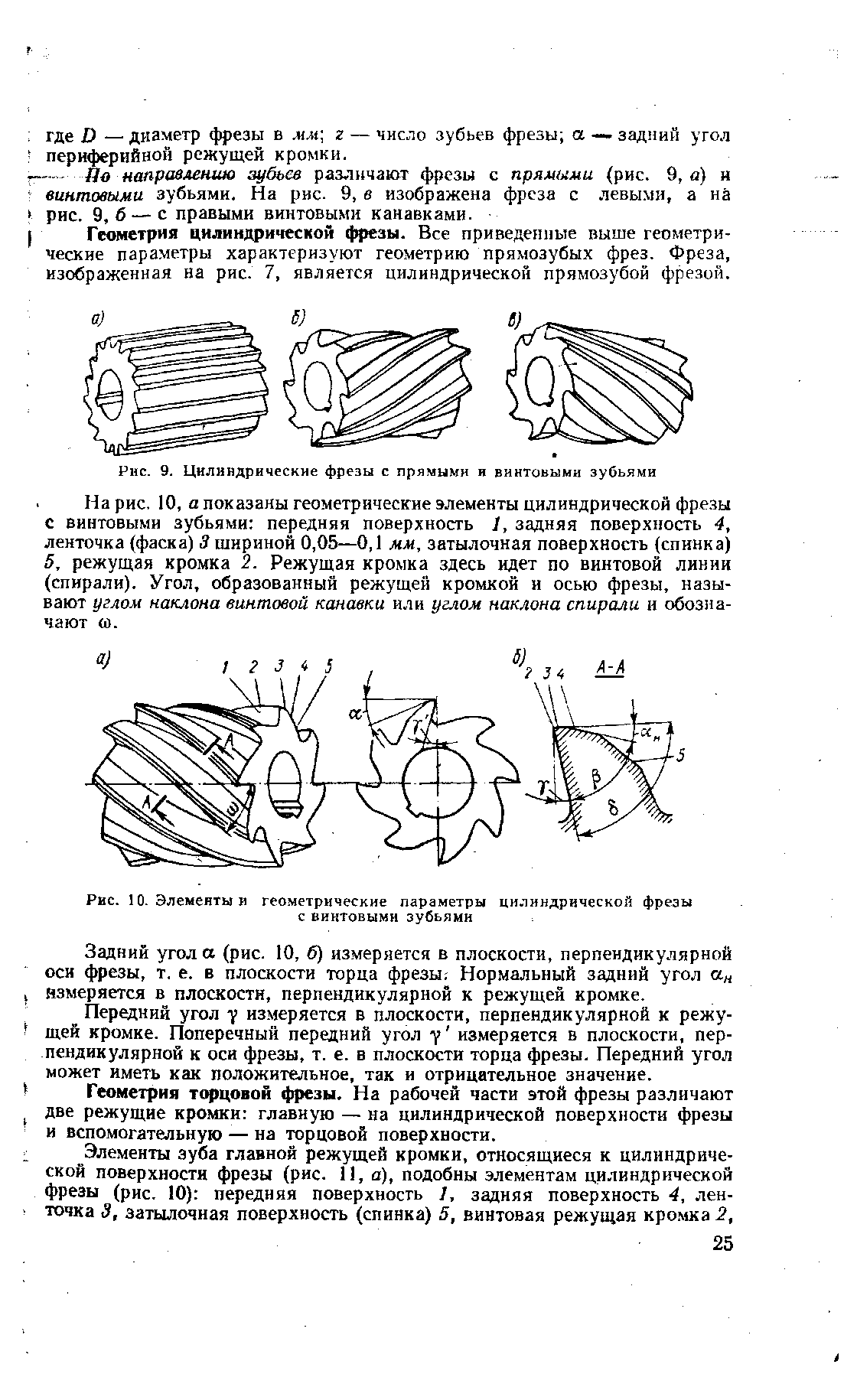 Показаны
геометрические параметры зуба
цилиндрической
фрезы: передняя поверхность 1, по которой
сходит стружка; задняя поверхность 2
шириной f, обращенная в процессе
фрезерования к обработанной поверхности;
ленточка 3 шириной 0,05-0,1мм; затылочная
поверхность (затылок) 4; винтовое режущее
лезвие 5 (режущая кромка), наклоненное
к оси фрезы под углом ω.
Задний
угол α
представляет собой угол между касательной
к задней поверхности зуба фрезы и
касательной к траектории движения точки
лезвия, принимаемой за окружность, этот
угол измеряется в плоскости, перпендикулярной
к оси фрезы, т.е. в плоскости торца фрезы.
Нормальный задний угол αn измеряется в
плоскости перпендикулярной к режущему
лезвию.
Передний
угол φ
представляет
собой угол между касательной к следу
передней поверхности и следом осевой
плоскости, проходящих через точку лезвия
данного зуба; этот угол измеряется в
плоскости, перпендикулярной к режущему
лезвию. Поперечный передний угол φ1
измеряется подобно заднему углу α в
плоскости, перпендикулярной к оси фрезы,
т.е. в плоскости торца фрезы. Передний
угол может иметь как положительное, так
и отрицательное значение.
Элементы
зуба главного режущего лезвия, относящиеся
к цилиндрической поверхности фрезы
подобны элементам цилиндрической фрезы
Рис.1.а,б.: передняя поверхность 1; задняя
поверхность 2; ленточка 3; затылочная
поверхность 4; винтовое режущее лезвие
5; задний угол α; нормальный задний угол
αn; передний угол φ; поперечный передний
угол φ1; угол наклона ω винтового лезвия
режущей кромки к оси фрезы.
Показаны
геометрические параметры зуба
цилиндрической
фрезы: передняя поверхность 1, по которой
сходит стружка; задняя поверхность 2
шириной f, обращенная в процессе
фрезерования к обработанной поверхности;
ленточка 3 шириной 0,05-0,1мм; затылочная
поверхность (затылок) 4; винтовое режущее
лезвие 5 (режущая кромка), наклоненное
к оси фрезы под углом ω.
Задний
угол α
представляет собой угол между касательной
к задней поверхности зуба фрезы и
касательной к траектории движения точки
лезвия, принимаемой за окружность, этот
угол измеряется в плоскости, перпендикулярной
к оси фрезы, т.е. в плоскости торца фрезы.
Нормальный задний угол αn измеряется в
плоскости перпендикулярной к режущему
лезвию.
Передний
угол φ
представляет
собой угол между касательной к следу
передней поверхности и следом осевой
плоскости, проходящих через точку лезвия
данного зуба; этот угол измеряется в
плоскости, перпендикулярной к режущему
лезвию. Поперечный передний угол φ1
измеряется подобно заднему углу α в
плоскости, перпендикулярной к оси фрезы,
т.е. в плоскости торца фрезы. Передний
угол может иметь как положительное, так
и отрицательное значение.
Элементы
зуба главного режущего лезвия, относящиеся
к цилиндрической поверхности фрезы
подобны элементам цилиндрической фрезы
Рис.1.а,б.: передняя поверхность 1; задняя
поверхность 2; ленточка 3; затылочная
поверхность 4; винтовое режущее лезвие
5; задний угол α; нормальный задний угол
αn; передний угол φ; поперечный передний
угол φ1; угол наклона ω винтового лезвия
режущей кромки к оси фрезы.
15. Фрезы. Область применения. Классификация по различным параметрам.
Фреза является одним из самых распространенных режущих инструментов. Фрезы перед другими типами инструментов имеют преимущество, так как позволяют производить обработку фасонных поверхностей без сложной установки и без высокой квалификации станочника; сама операция фрезерования более производительна и экономична, чем точение и строгание. Фрезами, оснащенными минералокерамикой и сверхтвердыми материалами, можно обрабатывать стали, закаленные до твердости 60HRCЭ, исключая в ряде случаев операции шлифования. Многообразие выпускаемых промышленностью конструктивных разновидностей фрез можно разделить на следующие типы: по конструкции инструмента: - фрезы цельные, когда зубья выполнены за одно целое с корпусом; - фрезы сборные (со вставными ножами); - фрезы наборные или комплектные, состоящие из набора нескольких универсальных и специальных фрез, предназначенных для одновременной обработки нескольких поверхностей; по конструкции зубьев: - фрезы с острозаточенными (остроконечными) зубьями и фрезы с затылованными зубьями; по расположению зубьев относительно оси фрезы: - фрезы цилиндрические; угловые; торцовые; - фасонные фрезы, у которых зубья расположены по поверхности с криволинейной образующей; - фрезы с комбинированным расположением зубьев (торцово-цилиндрические, двухугловые и др.); по форме зубьев: - фрезы с прямыми зубьями, фрезы с винтовыми зубьями, - фрезы с угловыми зубьями; по профилю зубьев (по назначению): - резьбовые, зуборезные дисковые и пальцевые; - зуборезные червячные, дисковые фасонные (для канавок инструментов); по способу крепления на станке - фрезы концевые (с коническим или цилиндрическим хвостовиком); - фрезы насадные, имеющие отверстия под оправку.
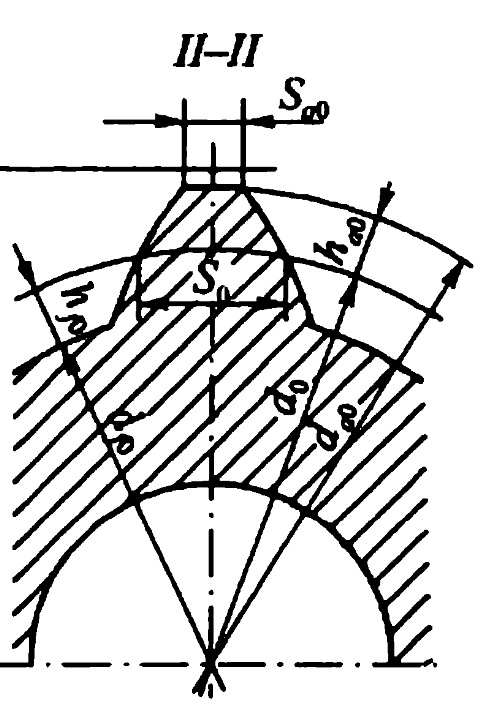
16. Дисковые модульные фрезы. Области применения. Конструктивные и геометрические параметры.
При нарезании зубчатых колес по методу копирования используют дисковые
d0 – наружный диаметр фрезы;
hk – глубина стружечной канавки;
rk – радиус скругления стружечной канавки;
dотв, b, f – посадочные размеры;
k
– величина затылования;
γ =00 – передний
угол;
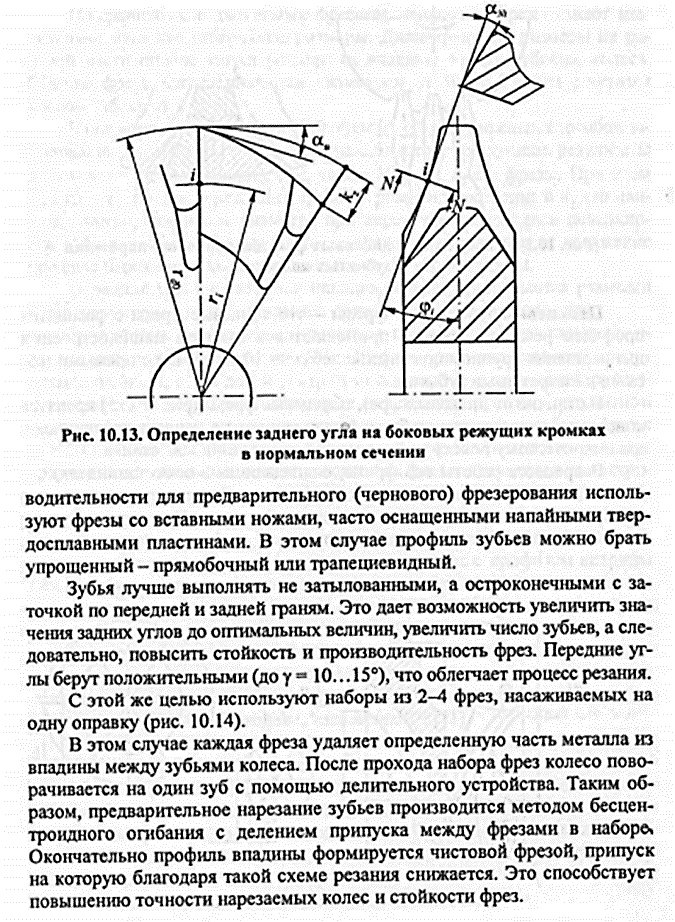 Дисковые
зуборезные фрезы представляют собой
дисковые фрезы с фасонными режущими
кромками. Применяются для нарезания
прямозубых реже косозубых колес на
универсально-фрезерных станках
Особенности
конструкции и геометрические параметры
Для
стандартных наружных фрез наружный dа0
и посадочный dотв
определяют по эмпирическим уравнениям:
da0=43,5m0,5
dотв=1,06da0,72
Величина
падения затылка К=
Дисковые
зуборезные фрезы представляют собой
дисковые фрезы с фасонными режущими
кромками. Применяются для нарезания
прямозубых реже косозубых колес на
универсально-фрезерных станках
Особенности
конструкции и геометрические параметры
Для
стандартных наружных фрез наружный dа0
и посадочный dотв
определяют по эмпирическим уравнениям:
da0=43,5m0,5
dотв=1,06da0,72
Величина
падения затылка К= Передний
угол равен нулю.
Передний
угол равен нулю.
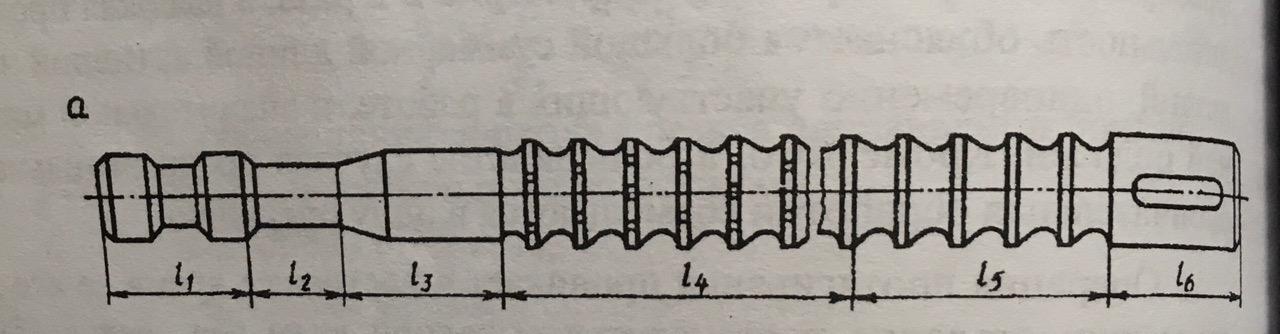
17. Инструмент для глубокого сверления отверстий. Конструкция и геометрические параметры.
1.
Пушечное сверло представляет собой
стержень большой длины, равной глубине
обрабатываемого отверстия, срезанный
в рабочей части примерно до половины
диаметра
 2
Ружейные сверла в отличии от пушечных
имеют канал для подвода СОЖ и прямую
канавку для отвода пульпы
2
Ружейные сверла в отличии от пушечных
имеют канал для подвода СОЖ и прямую
канавку для отвода пульпы
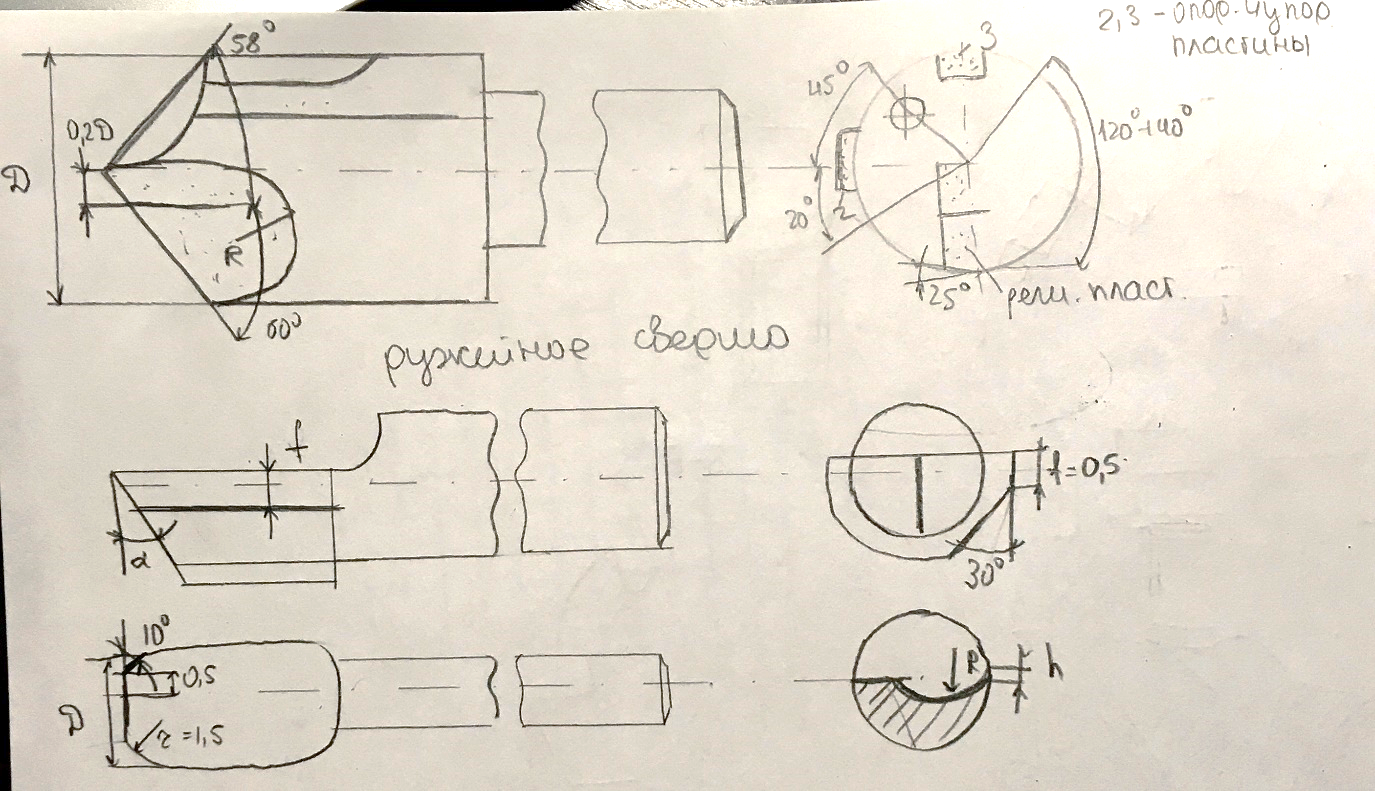 Чтобы
создать более благоприятные условия
резания в вершине сверла пластинку
смещают на 0,2 -0,5 от D,
с этой же целью режущая кромка в вершине
сверла опускают ниже его центра. Канавки
для выхода стружки удалюят СОЖ или
фрезеруют.
Ширина фаски 0,3-0,8
Чтобы
создать более благоприятные условия
резания в вершине сверла пластинку
смещают на 0,2 -0,5 от D,
с этой же целью режущая кромка в вершине
сверла опускают ниже его центра. Канавки
для выхода стружки удалюят СОЖ или
фрезеруют.
Ширина фаски 0,3-0,8
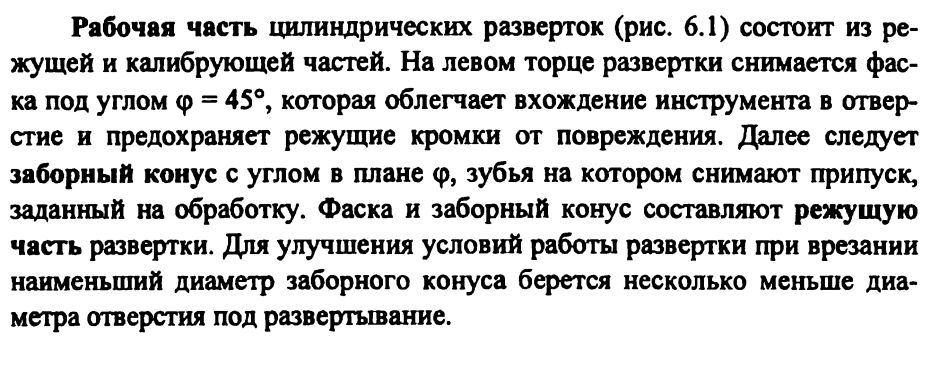
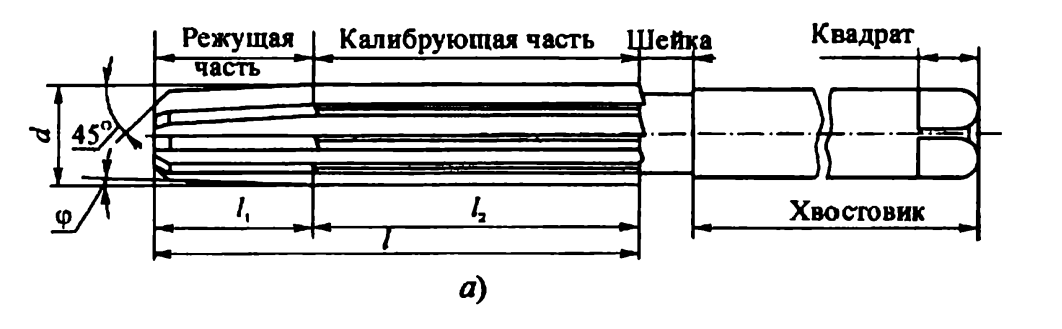
18. Развертки. Конструктивные и геометрические параметры. Схема поля допуска на износ развертки.
Развертки
– это осевые многолезвийные режущие
инструменты, применяемы для чистовой
обработки отверстий.

 1.Цилиндрическая
1.Цилиндрическая

19. Углеродистые, легированные и быстрорежущие инструментальные стали. Марки и область применения
Инструменты из быстрорежущей стали могут работать при более высоких скоростях резания, чем инструменты из углеродистой и легированной инструментальных сталей.
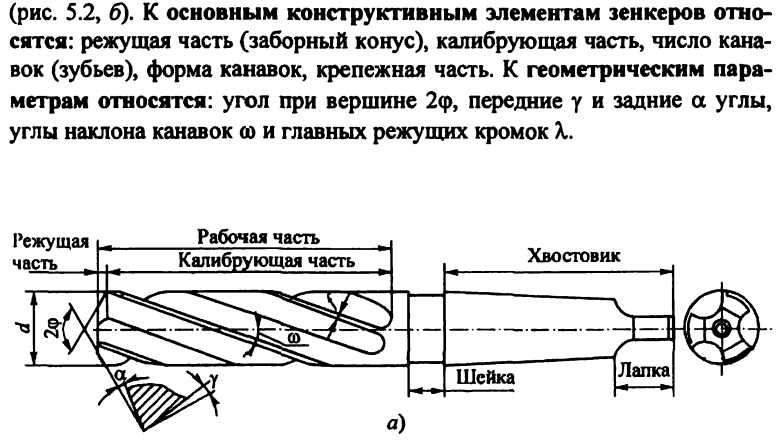
20. Зенкеры. Назначение. Конструктивные и геометрические параметры.
Короткий
зенкер – зенковка.
Зенкеры –
многолезвийный вращающийся инструмент,
предназначенный для обработки
цилиндрический поверхностей, полученных
после сверления, отливки или штамповки.
Так же обраб. Цилиндрических углублений
под головки винтов, штифтов..