Материал: EKZAMEN_1
Режущий иснтрумент
1. Протяжки. Конструктивные и геометрические параметры протяжки для обработки круглых отверстий. Коэффициент заполнения стружечной канавки.
Протяжка – многозубый инструмент с рядом последовательно выступающих друг над другом зубьев в направлении, перпендикулярном скорости главного движения резания. С помощью протяжек можно обрабатывать внутренние и наружные поверхности различной формы. При протягивании движение подачи отсутствует, а главное движение резания может быть поступательным или вращательным. 1. По назначению протяжки подразделяются на две группы. Для обработки внутренних поверхностей (отверстий): - круглые - для обработки круглых отверстий; - шлицевые – для обработки шлицевых отверстий; - шпоночные – для обработки шпоночных пазов; - гранные – для многогранных поверхностей; - протяжки для обработки винтовых канавок. Для обработки наружных поверхностей различного профиля: - протяжки для обработки зубчатых колес; - протяжки для протягивания цилиндрических поверхностей валов; - протяжки для наружных шлицев различного профиля на валах; - протяжки для получения канавок в форме ласточкина хвоста, Т-образных пазов, елочных профилей и др. 2. По конструктивному исполнению протяжки могут быть: - цельными - сборными (составными). 3. По направлению лезвий относительно скорости главного движения различают: - протяжки с кольцевыми и винтовыми зубьями. Это протяжки для внутреннего протягивания. - протяжки с прямыми и наклонными зубьями. Это протяжки для наружного протягивания, плоские и шпоночные. 4. По материалу режущей части различают: - протяжки из инструментальной стали, - быстрорежущей стали, - твердых сплавов. 5. По применяемой схеме резания различают про-тяжки с: - профильной (или обыкновенной); - прогрессивной (или групповой); - генераторной (или ступенчатой) схемами резани
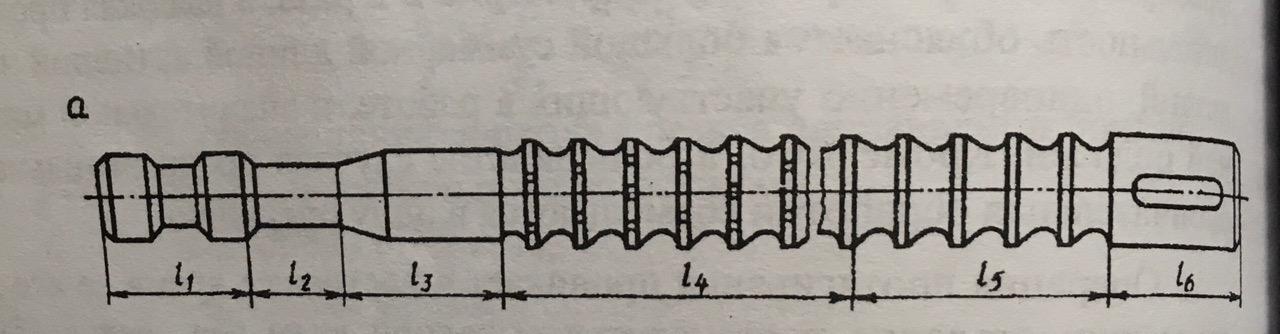
1-
хвостовик; 2 – шейка; 3 – переходной
конус; 4 – передняя направляющая часть;
5 – режущая часть; 6 – калибрующая часть;
7 – задняя направляющая; 8 – опорная
цапфа
Хвостовик
служит для
закрепления протяжки в патроне протяжного
станка.
Передняя
направляющая
предназначена для установки обрабатываемой
детали на протяжке перед протягиванием.
Она обеспечивает плавный, без перекосов,
переход детали на режущую часть
протяжки.
Режущая
часть протяжки
снабжается большим количеством зубьев
( черновыми, проходными и чистовыми) и
производит всю работу по срезанию
припуска.
Калибрующая
часть протяжки
также имеет зубья одного диаметра, но
в меньшем количестве и соответствуют
форме и размерам готового отверстия.
Калибрующая часть не режет, а
колибрует,придавая более точные
размеры.
Задняя
направляющая
препятствует перекосу детали на протяжке
и повреждению обработанной поверхности
детали в момент выхода из отверстия
последних калибрующих зубьев.
Опорная
цапфа выполняется
только на тяжелых и длинных протяжках
и служит для их поддержания с помощью
люнета.
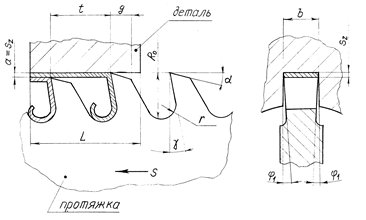
![]() —
осевой шаг (измеряется параллельно оси
протяжки);
—
осевой шаг (измеряется параллельно оси
протяжки);
![]() —
радиус закругления дна стружечной
канавки;
—
радиус закругления дна стружечной
канавки;
![]() —
ширина зуба (ширина среза);
—
ширина зуба (ширина среза);
![]() и
и ![]() —
передний и задний углы;
—
передний и задний углы;
![]() —
вспомогательный угол (угол поднутрения)
выполняется на зубьях шпоночных и
шлицевых протяжек.
Величины
углов
—
вспомогательный угол (угол поднутрения)
выполняется на зубьях шпоночных и
шлицевых протяжек.
Величины
углов ![]() зависят
от обрабатываемого материала и типа
протяжки и изменяются в
пределах
зависят
от обрабатываемого материала и типа
протяжки и изменяются в
пределах ![]() .
Меньшее значение
.
Меньшее значение ![]() следует
выбирать для обработки чугуна; для
углеродистых и
малолегированных
сталей принимается
следует
выбирать для обработки чугуна; для
углеродистых и
малолегированных
сталей принимается ![]() .
У
протяжек задний
угол
.
У
протяжек задний
угол ![]() для
точных отверстий обычно выбирают в
пределах
для
точных отверстий обычно выбирают в
пределах ![]() с
целью сохранения размера зубьев. Для
других типов протяжек принимают:
Размеры
срезаемого каждым зубом слоя определяются
следующими параметрами:
с
целью сохранения размера зубьев. Для
других типов протяжек принимают:
Размеры
срезаемого каждым зубом слоя определяются
следующими параметрами: ![]() —
подача на зуб,
—
подача на зуб, ![]() —
ширина среза,
—
ширина среза, ![]() —
длина протягивания.
Разность размеров
соседних зубьев протяжки по высоте
называется подъемом протяжки на зуб
—
длина протягивания.
Разность размеров
соседних зубьев протяжки по высоте
называется подъемом протяжки на зуб ![]() ;
эта величина и определяет толщину
среза
;
эта величина и определяет толщину
среза ![]() :
: ![]() .
.
2.
Причины затылования режущих инструментов.
Кривые затылования.
Затылование —
метод затачивания задних поверхностей
режущих инструментов со сложным профилем
зуба с целью сохранения профиля
инструмента при переточках по передним
поверхностям зубьев и обеспечения
постоянства заднего угла. Чаще всего
затылуют зубья различных фрез: дисковых,
цилиндрических с прямолинейными и
спиральными стружечными канавками,
резьбовых, червячно-модульных, а также
зубья метчиков, спиральные сверла и т.
п.
Кривые затылования должны обеспечить
получение положительных задних углов
в любой точке режущего лезвия и
неизменность профиля после переточки.
Для сохранения размеров профиля режущей
кромки при переточках необходимо
постоянство передних и задних углов.
Если постоянство переднего угла
обеспечивается самой заточкой, то
сохранение заднего угла обеспечивает
форма задней поверхности.
В качестве
кривых для затылования используют
архимедову спираль, у которой приращение
радиуса-вектора прямо пропорционально
приращению полярного угла Изменение
угла давления, а следовательно и заднего
угла фрезы с задней поверхностью,
выполненной по архимедовой спирали,
при переточках невелико. Что обеспечивает
фактическое сохранение размеров
Профиль
кулачка можно получить на любом станке,
у которого согласованы поступательное
и вращательное движения.
![]() –
приращение радиус-вектора;
–
приращение радиус-вектора;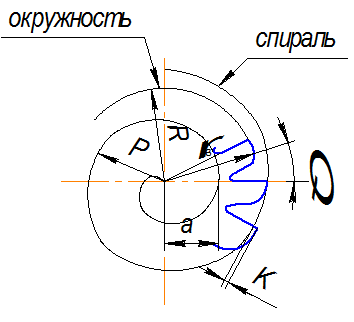
![]() –
постоянный коэффициент;
–
постоянный коэффициент;
![]() –
приращение угла
поворота.
–
приращение угла
поворота.
![]()
![]()
![]()
![]() Уравнение
Архимеда:
Уравнение
Архимеда:
![]() Виды
затылования
Радиальное
- затыловочному резцу сообщается
равномерное поступательное перемещение
в радиальном направлении при одновременном
равномерном вращении затылуемой
фрезы;
Угловое - суппорт затыловочного
станка перемещается вдоль оси станка
по копиру, а резец совершает
возвратно-поступательное движение под
углом τ к оси фрезы;
Осевое – затыловочный
резец перемещается параллельно оси
фрезы.
Геометрия
Передний
угол принимают
равным нулю, чтобы профиль фрезы
соответствовал профиля обрабатываемой
детали.
Задний
угол на вершине получают
путем затылования.
Велична
затылования К –
падение архимедовой спирали в пределах
углового шага, измеренное в радиальном
направлении.
Виды
затылования
Радиальное
- затыловочному резцу сообщается
равномерное поступательное перемещение
в радиальном направлении при одновременном
равномерном вращении затылуемой
фрезы;
Угловое - суппорт затыловочного
станка перемещается вдоль оси станка
по копиру, а резец совершает
возвратно-поступательное движение под
углом τ к оси фрезы;
Осевое – затыловочный
резец перемещается параллельно оси
фрезы.
Геометрия
Передний
угол принимают
равным нулю, чтобы профиль фрезы
соответствовал профиля обрабатываемой
детали.
Задний
угол на вершине получают
путем затылования.
Велична
затылования К –
падение архимедовой спирали в пределах
углового шага, измеренное в радиальном
направлении.
Задний
угол на вершине α принимают равным
10…120.
Значение К округляют до значения
стандартного ряда.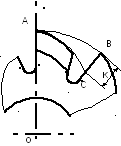
![]()
3. Зуборезные инструменты, работающие по методу копирования.
При
нарезании зубчатых колес по методу
копирования используют дисковые и
пальцевые модульные фрезы
d0 – наружный
диаметр фрезы;
hk – глубина стружечной
канавки;
rk – радиус скругления
стружечной канавки;
dотв, b, f – посадочные
размеры;
k – величина затылования;
γ
=00 – передний угол;
Дисковые
зуборезные фрезы представляют собой
дисковые фрезы с фасонными режущими
кромками. Применяются для нарезания
прямозубых реже косозубых колес на
универсально-фрезерных станках.
D,
d, d1, L, l – конструктивные размеры;
k –
величина затылования;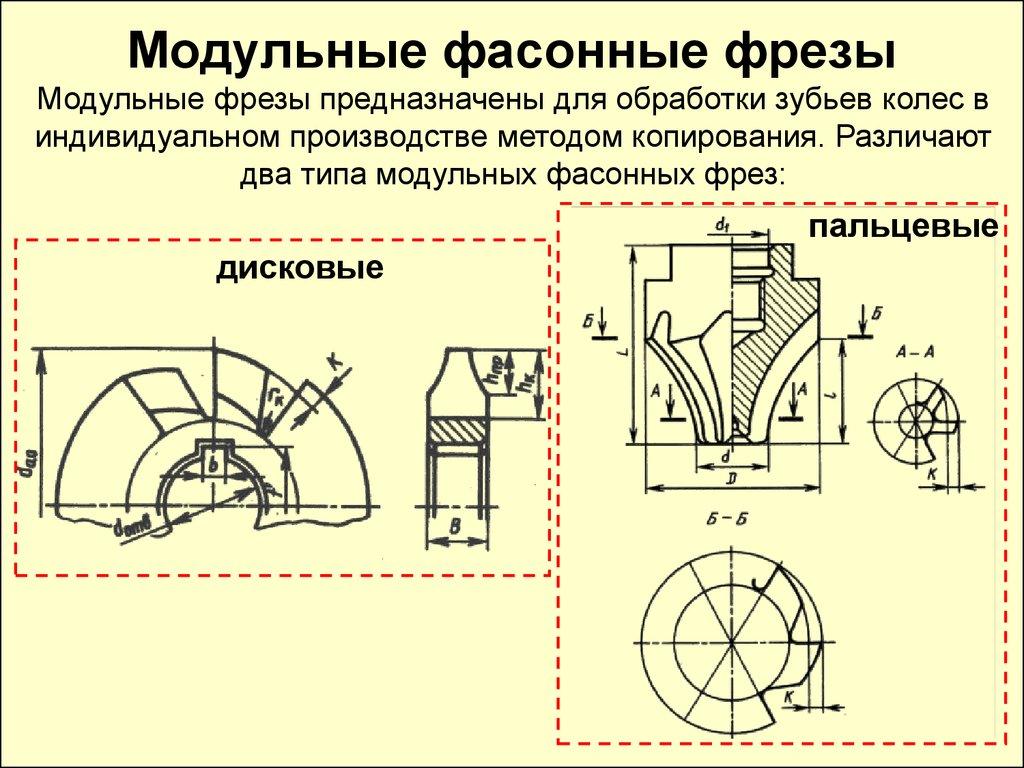
Пальцевые зуборезные фрезы – это концевые фрезы с фасонным профилем режущих кромок. Применяются в тяжелом машиностроении для нарезания крупномодульных колес прямым, косым и шевронным зубьями.
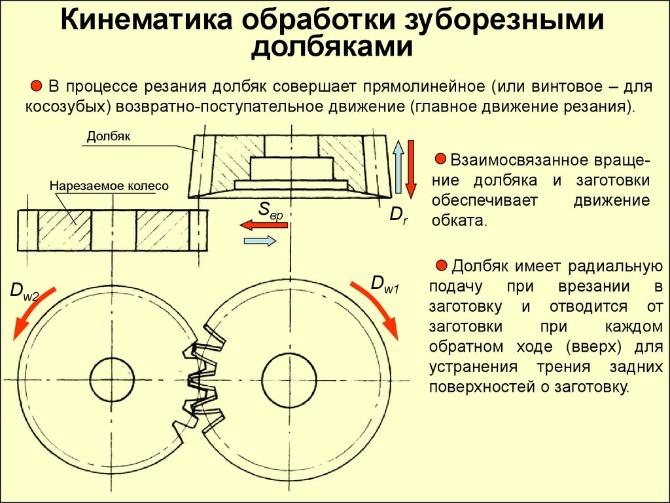
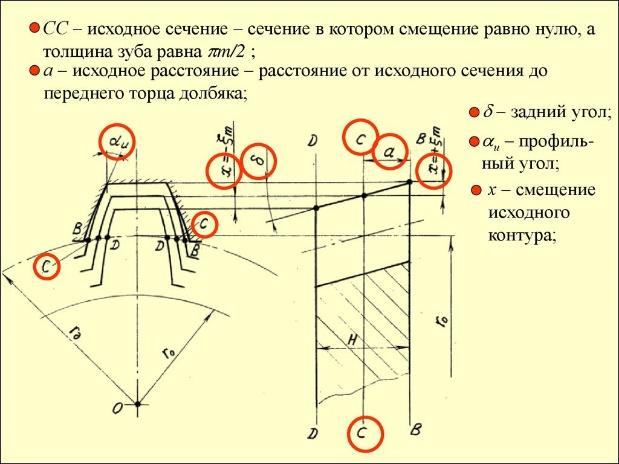
4. Зуборезные инструменты, работающие по методу обкатки.
При
нарезании прямых и винтовых зубьев
цилиндрических колес по методу обкатки
используют зуборезные долбяки, зуборезные
гребенки и червячные модульные фрезы.
1. • Гребенки – самый простой по
конструкции обкатной инструмент в виде
зубчатой рейки для нарезания зубчатых
колес.
• Гребенки предназначены для
обработки на зубострогальных станках
цилиндрических зубчатых колес внешнего
зацепления.
• Гребенки имеют на каждом
зубе по три режущие
кромки: одну на
вершине зуба и две боковые.
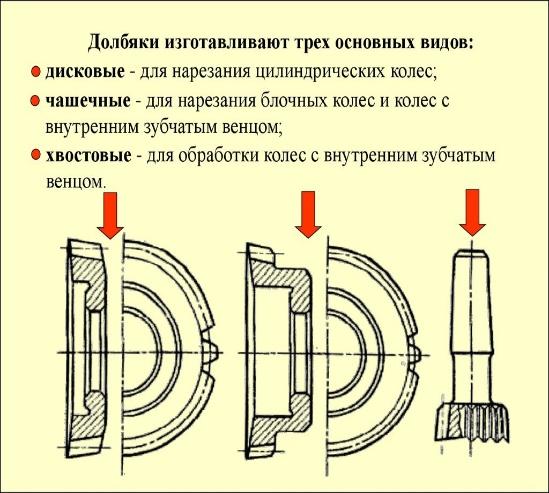
2.
Зубонарезные долбяки
Зуборезные
долбяки предназначены для нарезания
зубчатых колес с наружными и внутренними,
прямыми, винтовыми зубьями и с наружными
шевронными зубьями.
• Преимущественное
применение долбяки находят в следующих
случаях: 1) при нарезании зубьев блочных
колес и колес с буртиками, 2) для обработки
колес с внутренним зацеплением, 3) для
нарезания шевронных колес без канавки
для выхода инструмента, 4) для нарезания
точных зубчатых реек методом деления.
5) для нарезания мелкомодульных колес
с модулем m<1,5
 3.
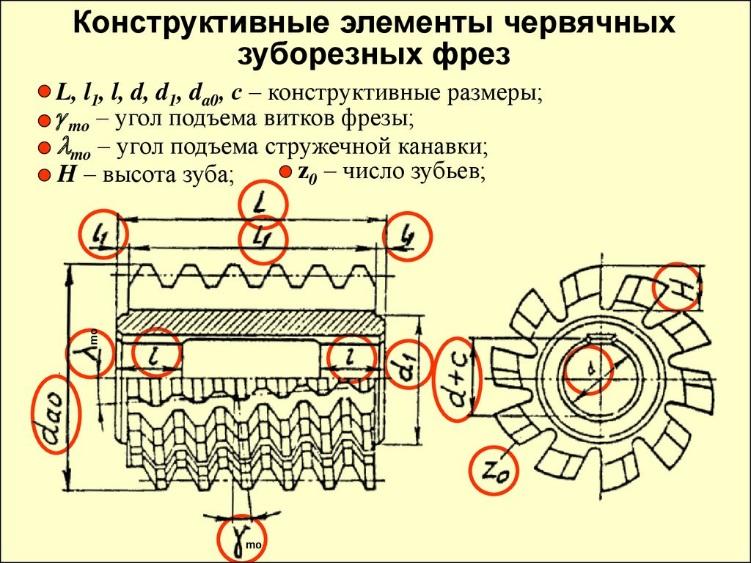
Червячные зубонарезные фрезы
Червячная
фреза для обработки зубчатых колес
представляет собой червяк с профилем
резьбы в виде зуборезной рейки,
превращенной в режущий инструмент путем
прорезания стружечных канавок и
затылования зубьев.
Червячные фрезы
могут быть одно- и многозаходными,
правыми и левыми, Многозаходные червячные
фрезы обладают большой
производительностью.
Однако с увеличением числа заходов
резко снижается точность фрезы,
поэтому
многозаходные фрезы применяются
только как черновые.
3.
Червячные зубонарезные фрезы
Червячная
фреза для обработки зубчатых колес
представляет собой червяк с профилем
резьбы в виде зуборезной рейки,
превращенной в режущий инструмент путем
прорезания стружечных канавок и
затылования зубьев.
Червячные фрезы
могут быть одно- и многозаходными,
правыми и левыми, Многозаходные червячные
фрезы обладают большой
производительностью.
Однако с увеличением числа заходов
резко снижается точность фрезы,
поэтому
многозаходные фрезы применяются
только как черновые.

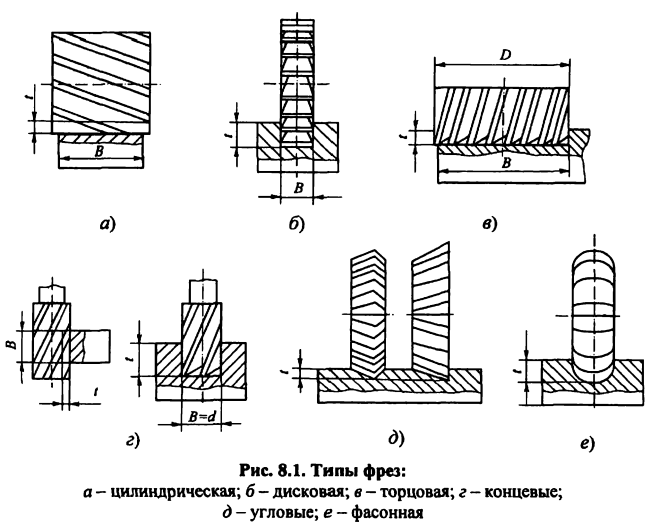
5. Фрезы. Классификация фрез с острозаточенным зубом. Области применения.
Фреза-
многолезвийный инструмент в виде тела
вращения с режущей частью на периферии
или торце, работающий при вращении
главного движения и движения подачи в
любом необходимом направлении.
Фрезы
предназначены для обработки плоскостей,
пазов, фасонных поверхностей, тел
вращения.
 Острозаточенная форма
- наиболее часто употребляемая, особенно
для фрез, применяемых при чистовой
обработке, при обработке легких сплавов,
когда не требуется снимать большие
припуски. У таких фрез передняя и задняя
поверхности плоской формы, что упрощает
изготовление фрез. К таким фрезам
относятся цилиндрические, концевые,
дисковые, прорезные.
Острозаточенная форма
- наиболее часто употребляемая, особенно
для фрез, применяемых при чистовой
обработке, при обработке легких сплавов,
когда не требуется снимать большие
припуски. У таких фрез передняя и задняя
поверхности плоской формы, что упрощает
изготовление фрез. К таким фрезам
относятся цилиндрические, концевые,
дисковые, прорезные.
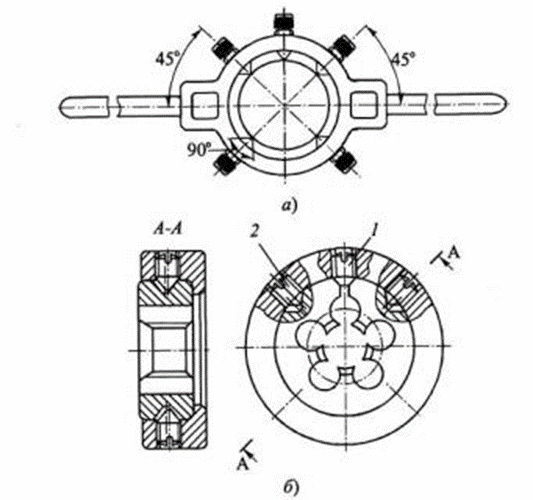
6. Резьбообразующий инструмент. Плашка. Конструктивные и геометрические параметры. Принцип работы.
Резьбонарезной инструмент – это режущий инструмент, который применяется для формообразования резьбы на различных деталях и материалах Пла́шка — резьбонарезной инструмент для нарезания наружной резьбы вручную или машинным способом (на станке). Плашки применяют для нарезания наружных резьб на болтах, винтах, шпильках и других крепежных деталях. По форме наружной поверхности плашки бывают: круглые, квадратные, шестигранные, трубные. Самое широкое применение нашли плашки круглые, как наиболее технологичные и простые в эксплуатации. Они изготавливаются из калиброванных прутков быстрорежущей стали на токарных прутковых станках-автоматах.
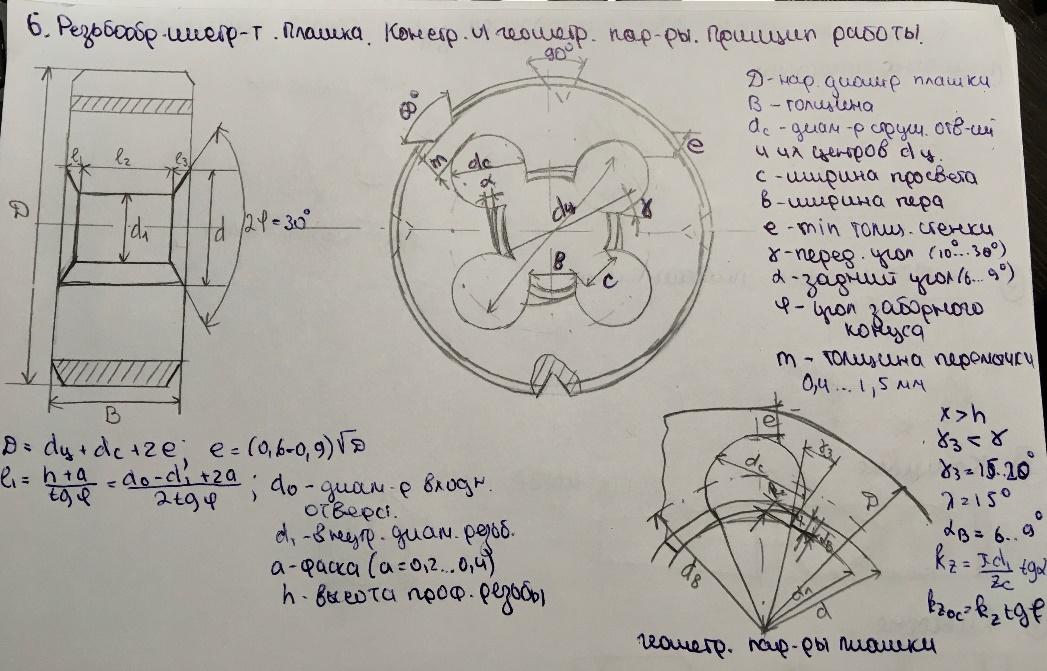
Плашка закрепляется в плашкодержателе с помощью винтов и центрируется на заготовке. При повороте рукоятки плашкодержателя плашка начинает наворачиваться на заготовку, и первые режущие витки врезаются в материал. Далее при вращении инструмента только заборная часть режет металл, а остальные витки уже следуют «по накатанной» и лишь доводят резьбу. При вращении плашки после каждого оборота делают пол-оборота в обратном направлении, чтобы удалить стружку и добиться более аккуратного нарезания.
7. Безвольфрамовые и сверхтвердые инструментальные материалы. Область применения. Химический состав.
|
Марка сплава |
Состав сплава, % |
||||
|
Карбиды титана и ниобия |
Карбонитриды титана |
Карбиды титана |
Никель |
Молибден |
|
|
ТМ-1 |
90 |
– |
– |
5 |
5 |
|
ТМ-3 |
64 |
– |
– |
21 |
15 |
|
ТН-20 |
– |
– |
79 |
15 |
6 |
|
КНТ-16 |
– |
74 |
– |
19,5 |
6,5 |
В связи с дефицитом W появились так называемые безвольфрамовые твердые сплавы. Основой их является карбиды титана и ниобия или карбонитриды TiNC; а связкой - Ni или Мо. Эти сплавы имеют высокую теплостойкость, низкую теплопроводность, но имеют высокую твердость (HRA 89-90). Они применяются для чистовой и получистовой обработки. Стойкость инструментов из этих сплавов в1,5 раза выше, чем из Т15К6.
8. Требования к режущим инструментам автоматизированного производства. Привести примеры.
Требования: 1. Обеспечение работоспособного состояния – состояния при котором возможна обработка резанием:определяется материалом режущей части, мех. свойствами инструментального материала; геометрическими параметрами режущей части. 2. Обеспечение требуемой точности и качества обработки: конструкцией инструмента, его геометрическими параметрами, формой и шероховатостью режущих кромок.Зависит от схемы резания, последовательности и условий обработки. 3. Обеспечение максимальной возможной производительности: определяется режимом резания (это совокупность значений скорости, подачи или скорости подачи, и глубины резания); материалом режущей части, её геометрическими параметрами, конструкцией инструмента (суммарной длинной режущих кромок, одновременно участвующих в работе); зависит от способов формирования и отвода стружки, тепла и др. 4. Технологическое изготовление инструмента с учётом максимально возможного числа заточек и подналадок. 4. Минимально возможная стоимость инструмента и затрат на эксплуатацию. 5. Экономическая эффективность зависит от периода стойкости и удельных или приведённых затрат на единицу продукции. 6. К инструменту, предназначенному для работы в условиях гибких производительных систем, предъявляются дополнительные требования.