Материал: 4174
16
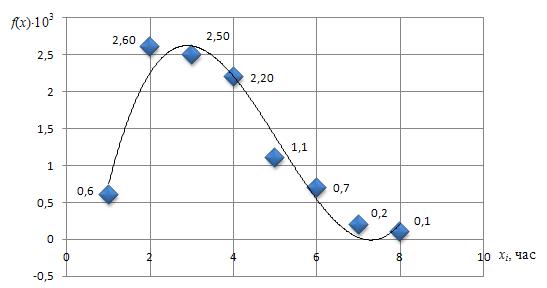
Рис. 3. Полигон относительных частот интервального вариационного ряда
На основании построенных графиков необходимо сделать анализ зависимости частоты отказов от времени, а также закона распределения, по которому можно делать прогноз о средней наработке на отказ, частоты отказов и вероятности безотказной работы крепежных болтов и при изменении какихлибо параметров и условий работы.
1.4.3.2. Вывод Анализируя полученные результаты расчетов и построенные на их основе
графики, можно сделать следующие выводы:
–вероятность безотказной работы, а также все количественные характеристики надежности крепежных болтов можно вычислить с помощью распределения Вейбулла;
–для прогноза вероятности безотказной работы при изменении какихлибо параметров необходимо провести расчеты с помощью закона распределения Вейбулла и построить эмпирическую функцию распределения прогнозируемой частоты отказов;
–по аппроксимированной кривой на полигоне относительных частот дискретного вариационного ряда видно, что расслоение проведено верно, т.к. значения математического ожидания и среднеквадратического отклонения вписываются в кривую и разброс значений не велик.
17
1.4.3.3. Контрольные вопросы
1.Назовите семь простых методов контроля качества.
2.Как производится расслоение данных?
3.Дайте пояснения к гистограмме эмпирической функции распределения
ипроведите параллели с диаграммой Парето.
Практическое занятие № 2
2.1.Тема № 2. Определение характеристик надежности изделий по методу однократной выборки
2.2.Цель работы
Освоить на практике один из методов определения количественных характеристик надежности.
2.3. Теоретическая часть
Контроль качества изделий предполагает проверку гипотезы о том, что качество изделий не ниже установленного уровня. При этом конечным результатом контроля является принятие одного из двух решений: принять партию изделий, считая качество изделий удовлетворительным, или забраковать контролируемую партию изделий как некачественную. При этом возможны два вида ошибок: ошибка первого рода – когда хорошая партия бракуется, поставщик в этом случае рискует, и вероятность его риска обозначим буквой α; ошибка второго рода – когда плохая партия принимается, рискует в этом случае заказчик, и вероятность его риска обозначим буквой β.
Одним из методов контроля качества является метод однократной выборки, достоинство которого заключается в том, что он легко планируется и осуществляется.
Метод однократной выборки заключается в том, что из контролируемой партии объема N изделий берется одна случайная выборка, объема n экземпляров. Определяются числа D0 и D1 – минимальное и максимальное количество

18
некачественных изделий во всей партии. При этом D0 ≤ D1 .
Если число дефектных изделий D < D0, в партии объемом N, то партия считается высоконадежной. Если число дефектных изделий D > D1 в партии объемом N, то партия считается дефектной. Если число дефектных изделий D0 < D < D1 в партии объемом N, то партия считается неплохой и ее можно принять. Исходя из следующих данных:
N – количество изделий в контролируемой партии; n – количество изделий в выборке;
d – количество бракованных изделий в выборке;
D0 – минимально допустимое число дефектных изделий в контролируемой партии;
D1 – максимально допустимое число дефектных изделий в контролируемой партии;
α – риск поставщика: β – риск заказчика,
определяются для оценки надежности контролируемой партии изделий нормативные значения: А0 – приемочное число; А1 – браковочное число. Нормативные значения А0 и А1 могут быть определены из следующих соотношений:
|
|
d |
|
n d |
|
|
|
|
A0 |
CD |
CN D |
|
|
|
|||
' 1 |
|
0 |
|
0 |
|
; |
(16) |
|
|
|
|
|
|||||
d 0 |
|
CNn |
|
|
|
|||
|
|
d |
n |
d |
|
|
|
|
A1 1 CD |
СN D |
|
|
|
||||
' |
|
1 |
|
1 |
|
; |
(17) |
|
|
|
|
|
|||||
d 0 |
CNn |
|
|
|||||
где α’ – риск поставщика, близкий к заданному α; β’ – риск поставщика, близкий к заданному β.
В общем случае α' ≠ α и β' ≠ β из-за дискретности значений, получаемых по формулам (16) и (17), в которых определяется вероятность появления дискретной случайной величины, распределенной по гипергеометрическому закону. Поэтому должны выполняться следующие условия:
';
1 |
' 1 ; |
(18) |
'.
19
Практическое использование формул (16) и (17) ограничено значениями выборки и N ≤ 100. При N >100 вычисление сочетаний в формулах (16) и (17) весьма затруднительно. Для приближенного вычисления n! в случае очень больших чисел n можно воспользоваться формулой Стирлинга
|
|
|
|
|
n |
n |
|
|
|
|
|
|
|
|
n! |
|
2 |
n . |
|
|
|||||
|
|
|
|
|
|
|
||||||
|
|
|
|
e |
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
При 100 < N ≤ 500, |
q0 |
|
D0 |
|
0,1 и q1 |
|
D1 |
0,1 |
вместо формул (16) и (17) |
|||
|
N |
|
N |
|||||||||
|
|
|
|
|
|
|
|
|||||
удобнее воспользоваться несколько упрощенными формулами:
|
A0 |
|
|
n |
d |
|
|
|
n |
D0 |
d |
|
|
' 1 |
CDd |
|
|
|
1 |
|
|
; |
(19) |
||||
|
|
|
|
|
|
|
|
||||||
0 |
|
N |
|
N |
|
||||||||
|
d 0 |
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
A1 |
1 |
n |
d |
|
|
n |
D1 d |
|
|
|
|||
|
|
|
|
|
|
|
|
||||||
' |
CDd |
|
1 |
|
|
|
. |
|
(20) |
||||
|
|
|
|
|
|
|
|
|
|||||
N |
|
|
N |
|
|
|
|||||||
d |
0 |
|
|
|
|
|
|
|
|
||||
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
Когда объем партии изделий N > 500 и n ≤ 0.1 ∙ N, целесообразно использовать биномиальный закон распределения, в соответствии с которым
|
A0 |
|
|
n d ; |
' 1 |
Cnd q0d |
1 q0 |
||
|
d 0 |
|
|
|
A1 |
1 |
|
n d . |
|
' |
Cnd q1d |
1 q1 |
||
d |
0 |
|
|
|
Если выполняются условия
n ≤ 0.1∙N; q0 ≤ 0.1; q1 ≤ 0.1;
то пользуясь распределением Пуассона, получим
|
|
ad |
|
a |
|
|
|
||
' |
|
0 |
|
e |
|
0 |
; |
|
|
1 d! |
|
|
|
||||||
|
|
|
|
|
|||||
d A |
|
|
|
|
|
||||
0 |
|
|
|
|
|
|
|
|
|
' 1 |
|
|
a1d |
|
e |
a1 |
; |
||
A d! |
|
||||||||
|
|
|
|
|
|||||
d |
|
|
|
|
|
||||
|
1 |
|
|
|
|
|
|
|
|
где a0=q0∙n; a1=q1∙n.
(21)
(22)
(23)
(24)
(25)
20
2.4. Расчетная часть
2.4.1. Задание Партия изготовленных изделий, качество которых необходимо прокон-
тролировать, состоит из N изделий. Производитель и заказчик договорились, что если в изготовленной партии изделий содержится не более q0 дефектных изделий, то партия считается качественной. Если в изготовленной партии изделий содержится более q1 дефектных изделий, то партия считается бракованной. Если в изготовленной партии изделий содержится более q0 и менее q1 дефектных изделий, то партию можно считать удовлетворительного качества. Поставщик согласен на риск α, а заказчик согласен на риск β. Определить приемочное (А0) и браковочное (А1) числа дефектных изделий в выборке объемом n изделий.
Индивидуальное задание студент выполняет в соответствии со своим вариантом. По варианту он выбирает исходные данные к заданию из соответствующих таблиц. Для этой работы дан пример выполнения. Рекомендуется строить решения своих заданий в соответствии с примером, но допускаются и оригинальные решения, согласованные с преподавателем
2.4.2. Исходные данные
Таблица 7
Значения исходных данных
№ |
|
|
|
|
|
|
вари- |
N |
п |
q0 |
q1 |
α |
β |
анта |
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
60 |
15 |
0,15 |
0,25 |
0,1 |
0,1 |
2 |
80 |
15 |
0,10 |
0,20 |
0,08 |
0,12 |
3 |
300 |
50 |
0,05 |
0,10 |
0,1 |
0,1 |
4 |
200 |
10 |
0,08 |
0,10 |
0,15 |
0,1 |
5 |
600 |
40 |
0,10 |
0,20 |
0,12 |
0,12 |
6 |
150 |
15 |
0,08 |
0,10 |
0,08 |
0,08 |
7 |
70 |
20 |
0,10 |
0,10 |
0,1 |
0,1 |
8 |
400 |
40 |
0,10 |
0,20 |
0,08 |
0,08 |
9 |
1500 |
80 |
0,08 |
0,10 |
0,12 |
0,12 |
10 |
200 |
8 |
0,05 |
0,10 |
0,05 |
0,05 |
№ |
|
|
|
|
|
|
вари- |
N |
п |
q0 |
q1 |
α |
β |
анта |
|
|
|
|
|
|
|
|
|
|
|
|
|
11 |
50 |
20 |
0,12 |
0,24 |
0,12 |
0,12 |
12 |
180 |
20 |
0,15 |
0,20 |
0,08 |
0,1 |
13 |
250 |
20 |
0,08 |
0,10 |
0,1 |
0,1 |
14 |
300 |
70 |
0,05 |
0,09 |
0,12 |
0,15 |
15 |
120 |
15 |
0,10 |
0,20 |
0,08 |
0,12 |
16 |
200 |
15 |
0,18 |
0,25 |
0,15 |
0,1 |
17 |
600 |
50 |
0,10 |
0,20 |
0,12 |
0,12 |
18 |
150 |
15 |
0,08 |
0,10 |
0,05 |
0,05 |
19 |
70 |
10 |
0,10 |
0,10 |
0,12 |
0,12 |
20 |
400 |
30 |
0,10 |
0,20 |
0,08 |
0,1 |