Материал: 2466
2)необходимую жёсткость или сопротивление чрезмерным упругим деформациям от приложенных наибольших нагрузок для исключения недопустимых искажений формы, нарушающих нормальную работу шатунных подшипников;
3)стабильность размеров во времени или сопротивление остаточным деформациям несущих элементов и изнашиванию опорных поверхностей от рабочих воздействий в течение всего срока службы или заданных межремонтных периодов;
4)полную замкнутость разъёмных неподвижных соединений или сопротивление их необратимым и фрикционно-коррозионным повреждениям на стыковых поверхностях при циклических нагрузках
ивозможных микроперемещениях.
Конструкция шатунной группы состоит из поршневой (верхней) головки, стержня, кривошипной (нижней)Иголовки, крышки кривошипной головки, шатунных болтов и вкладышей.
В некоторых случаях в конструкцииДшатуна отсутствуют отдельные из перечисленных элементов. Например, поршневая головка может быть заменена цилиндрической пятой, присоединяемой к поршневому пальцу болтами илиАшаровой пятой, опираемой на сферический подшипник в поршне. При использовании в головках подшипников качения вместобвтулки и вкладышей устанавливаются закалённые опорные кольца-о оймы. В случае ограничений габаритных размеров вместо шатунныхиолтов для скрепления разъёмных деталей головки могут использоваться многосрезные соединения с коническими штифтамиСна прессовой посадке.
К конструирован ю шатуна приступают после выбора отношения радиуса кривошипа к длине шатуна.
4.2. Поршневая головка
Конструкция поршневой головки шатуна определяется размерами поршневого пальца и способом его соединения с ней. Как правило, её выполняют в виде проушины круглой или овальной формы, имеющей плавное сопряжение со стрежнем и симметричной относительно его продольной оси.
Основные размеры поршневой головки в зависимости от диаметра цилиндра приведены в табл. 9.
В большой части автомобильных, тракторных и специального назначения двигателей применяются плавающие пальцы, вращающиеся во время работы в шатуне (рис. 4.2,а) и бобышках поршня.
76
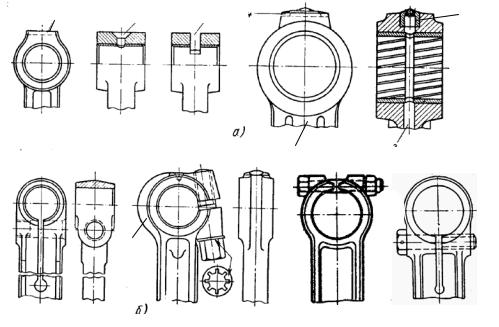
Таблица 4.1
Основные конструктивные параметры поршневой головки шатуна [11]
|
|
|
Параметр |
|
|
|
|
|
|
Бензиновые |
Дизели |
|||||||||
|
|
|
|
|
|
|
|
|
двигатели |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Внутренний диаметр поршневой головки d1: |
|
|
|
|
|
|
||||||||||||||
– без втулки |
|
|
|
|
|
|
|
|
|
|
|
|
d ≈ dп |
d ≈ dп |
||||||
– с втулкой |
|
|
|
|
|
|
|
|
|
|
|
|
(1,1…1,25)·dп |
(1,1…1,25)·dп |
||||||
Наружный диаметр головки dг |
|
|
|
|
(1,25…1,65) ·dп |
(1,3…1,7)·dп |
||||||||||||||
Длина поршневой головки lш : |
|
|
|
|
(0,28…0,32)·D |
(0,28…0,32)·D |
||||||||||||||
−с защемлённым пальцем; |
|
|
|
|
||||||||||||||||
−с плавающим пальцем |
|
|
|
|
|
(0,33…0,45)·D |
(0,33…0,45)·D |
|||||||||||||
Минимальная радиальная толщина стенки |
|
(0,16…0,27)·dп |
(0,16…0,27)·dп |
|||||||||||||||||
головки hг |
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
Радиальная толщина стенки втулки sв |
|
|
|
(0,055…0,085)·dп |
(0,070…0,085)·dп |
|||||||||||||||
В поршнях из алюминиевого сплава проворачивание в бобышках |
||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
Д |
|
||||||
возможно только после прогрева поршня до 100…120 ºС. В некоторых |
||||||||||||||||||||
двигателях палец защемляется в поршневых головках (рис. 4.2,б). |
||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
А |
|
И |
|
|||||
|
|
|
|
А |
|
|
|
|
Б |
|
Б |
А |
|
Г |
||||||
|
|
|
|
|
|
|
|
|
|
|
б |
|
|
|
|
Е |
|
|
В |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
и |
|
|
|
|
|
|
|
|
|||||||
|
|
|
С |
|
а) |
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
Д |
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
б)
Рис. 4.2. Поршневые головки шатунов [4, 5, 6, 7, 8, 9, 15] : а – с плавающим пальцем; б – с защемлённым пальцем
Конструкция защемлённых пальцев обеспечивает [6, 9] : −возможность уменьшения диаметра пальца и сокращения дли-
ны опорной поверхности пальца в шатуне, что позволяет сделать
77
поршневую головку более компактной и более длинные поверхности бобышек в поршнях;
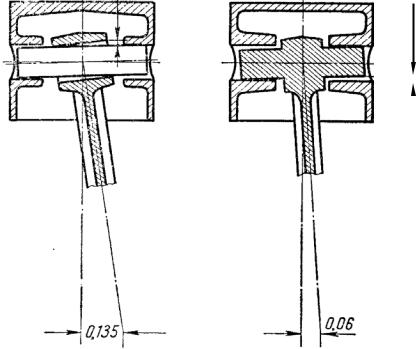
−получение меньших перекосов стержня, а следовательно, и уменьшение возможных нарушений соосности между осями пальца и шатунного вкладыша, возникающие при работе двигателя (рис. 4.3). При защемлённом пальце величина возможного перекоса продольной оси шатуна уменьшается более чем в 2 раза.
Защемлённые пальцы применяются обычно в сочетании с чугунными поршнями или с поршнями, изготовленными из алюминиевых сплавов с относительно малым коэффициентом линейного расширения.
При плавающем пальце в неразрезную поршневую головку запрессовывают бронзовую втулку. Радиальная толщина стенки втулки составляет (0,080…0,085)·dп, или 0,8…2,5 мм.
Втулка может быть изготовлена из стали с тонким слоем мягкого металла – обычно свинца или олова с добавкой меди – на рабочей поверхности. Зазор между пальцем и втулкой назначается в пределах
(0,0004…0,0010)·dп. |
|
|
|
|
|
И |
|
|
|
0,05 |
|
|
|
Д |
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
А |
|
0,02 5 |
||
|
|
|
|
|
||||
|
|
б |
|
|
||||
|
|
|
|
|
|
|||
|
и |
|
|
|
|
|
||
|
|
|
|
|
|
|||
|
|
|
|
|
|
|||
С |
|
|
|
|
|
|
|
|
|
|
0,135 |
|
|
|
|
|
|
0,06 |
||||
|
|
|||||
|
|
|
|
|
|
|
б)
Рис. 4.3. Возможные перекосы стержня [6] :
а – при плавающем пальце; б – при защемлённом пальце
78
Вслучае установки защемлённых пальцев без прорези в поршневой головке фиксация их в головке осуществляется за счёт гарантированного температурного натяга при сборке 20…40 мкм.
Внекоторых конструкциях двигателей, например в двухтактных, применяют игольчатые подшипники (рис. 4.4).
Поршневая головка имеет элементы,
имеющие избыток металла, служащий для под- |
|
|
|
|
|
|
|
||||||||||||||
гонки весов комплекта шатуна или для подгонки |
|
|
|
|
|
|
|
||||||||||||||
при разноске его массы (рис. 4.2;рис. 4.5, поз. А). |
|
|
|
|
|
|
|
||||||||||||||
В четырёхтактных двигателях, особенно |
|
|
|
|
|
|
|
||||||||||||||
у дизелей, силы газов, передающиеся через |
|
|
|
|
|
|
|
||||||||||||||
палец на втулку, в несколько раз превышают |
|
|
|
|
|
|
|
||||||||||||||
силы инерции масс поршневой группы. |
|
|
|
|
|
|
|
||||||||||||||
Вследствие этого палец перемещается под |
Рис. 4.4. Поршневая головка с |
||||||||||||||||||||
действием этих сил несимметрично относи- |
|||||||||||||||||||||
тельно оси втулки и толщина масляного слоя |
подшипником качения [4, 6] |
||||||||||||||||||||
|
|
|
|
|
|
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
А |
|
|
|
|
|
|
|
|
А |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
И |
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
Д |
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
А |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
А |
|
|
|
|
|
|
|
|
|
|||
|
А |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
А |
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
б |
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Р с. 4.5. Положение металла для подгонки |
|
|
|
|||||||||||||||||
|
|
|
|
|
|
масс шатунов [4, 9, 10] |
|
|
|
||||||||||||
|
|
|
|
|
и |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
с обеих сторон пальца по оси действия этих сил будет различна. Для |
|||||||||||||||||||||
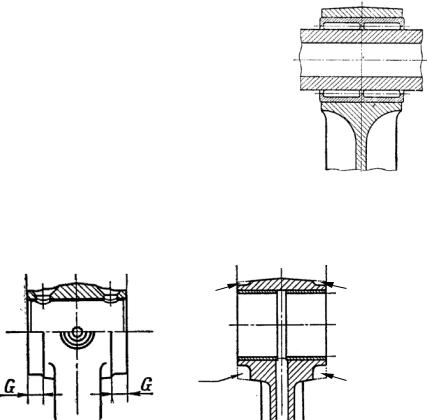
выравниванияСтолщины масляного слоя опорную поверхность верхней половины втулки уменьшают (рис. 4.6,а) за счёт фрезерования углубления её средней части. Давление в масляном слое при этом от действия сил инерции и выдавливания масла из этой области увеличивается, а толщина слоя масла в верхней половине втулки уменьшится. Это позволяет уменьшить износы пальца и втулки. Таким образом, величины удельных давлений пальца на верхнюю и нижнюю половины втулки становятся одинаковыми.
В дизелях с ощутимой разницей между силами инерции и давлением газов поршневые головки выполняют с наклонными торцевыми плоскостями (см. рис. 4.6,б) с таким расчётом, чтобы величины удель-
79
ных давлений на верхнюю и нижнюю половины втулки были одинаковыми.
Для смазки поршневого пальца
в верхней менее нагруженной части
|
|
|
|
|
поршневой головки выполняют зен- |
|
|
|
|
|
|
||
|
|
|
|
|
кованные отверстия (рис. 4.2,а, поз. Б) |
|
|
|
|
|
|
||
|
|
|
|
|
или прорези. Слой масла оказыва- |
|
|
|
|
|
|
ет демпфирующее действие при |
|
|
|
|
|
|
передаче усилия от поршня к ша- |
|
|
|
а) |
б) |
туну. |
||
|
|
В двухтактных двигателях па- |
||||
Рис. 4.6. Конструктивные методы |
||||||
лец прижат к одной стороне втулки, |
||||||
выравнивания давления масла на верхнюю |
||||||
и нижнюю половины втулки [4, 6, 7, 9] |
так как газовые силы практически |
|||||
всегда превышают силы инерции масс поршневойИгруппы. Поэтому
для избежания повышенных износов трущихся поверхностей масло к пальцу подводят под давлением отДколенчатого вала по каналу
(см. рис. 4.2,а, поз. В) в сторону шатуна. Смазку поршневого пальца под давлением осуществляют и в форсированных дизелях.
У некоторых дизелей в поршневойАголовке вмонтирован распы-
литель (см. рис. 4.2,а, поз. Г). Масло от шатунной шейки коленчатого вала через калиброванноеботверстие и по сверлению в стержне шату-
на подводится к поршневой головке. На поверхности втулки имеются маслораспределяющие канавки. Масло, поступающее к распылителю, орошает днище и охлаждает его.
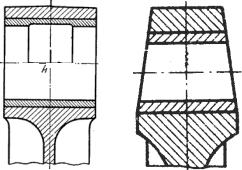
Между торцамиСпоршневой головки шатуна и бобышек поршня должен быть осевой зазор, необходимый из-за удлинения вала при нагреве и допусками в расстояниях между осями цилиндров, в размерах коленчатого вала и шатуна. Наиболее нагруженным элементом поршневой головки является сечение в зоне перехода поршневой головки в стержень (точка I, рис. 4.7,а).
Упрочнение поршневой головки достигается следующими конструктивными мерами [7, 9] :
1)увеличением радиуса перехода ρ от стержня шатуна к поршневой головке и уменьшением сужения стержня у головки (см.рис. 4.7,а).
2)созданием приливов металла в зоне перехода (см. рис. 4.2,б, поз. Д; рис. 4.7,б, поз. 1).
3)выполнение третьей полки вдоль продольной оси стержня (см. рис. 4.2,а, поз. Е; рис. 4.7,в, поз.2);
80