Материал: 2466
ны зацепляться по меткам, а элементы крепления этих колёс на валах (шпонки, шлицы) должны быть ориентированы относительно одного из колен, кулачков и этих зубьев.
В табл. 6.3 представлены относительные размеры элементов распределительных валов.
|
|
|
|
|
|
Таблица 6.3 |
Геометрические параметры распределительных валов [4, 5] |
||||||
|
|
|
|
|
|
|
Тип двигателя |
|
|
|
Диаметр |
|
|
|
распределительного вала d |
|
канала в вале dк |
|||
|
|
|
||||
Стационарный и судовой |
|
|
(0,2…0,6)·D |
|
– |
|
Быстроходные стационарный |
|
|
(0,15…0,20)·D |
|
(0,5…0,7)·d |
|
и судовой |
|
|
|
|||
|
|
|
|
|
|
|
Быстроходный форсированный |
|
|
(0,20…0,28)·D |
|
(0,5…0,7)·d |
|
с наддувом |
|
|
|
|||
|
|
|
|
|
|
|
Автотракторный |
|
|
(0,15…0,20)·D |
|
– |
|
Остальные размеры у всех вышеперечисленных в табл. 6.3 валов |
||||||
определяются по следующим формулам: |
И |
|
||||
|
|
|
|
|
||
|
dн = (1,01...1,05) d ; |
|
||||
|
b = (0,15...0,40)Дd ; |
|
||||
|
|
|
|
н |
|
|
|
dр = (0,3...0,5) dн , |
|
||||
|
|
|
А |
|
|
|
где dн – диаметр кулачковой шай ы; |
|
|
|
|||
b – ширина кулачковойбшайбы; |
|
|
|
|||
dр – диаметр рол ка толкателя. |
|
|
|
|||
и |
|
|
|
|
||
Для улучшения характеристик двигателя, его экономических и эко-
логических показателей разработаны дополнительные устройства, по- |
|
зволяющие непрерывноС |
или ступенчато управлять фазами газорас- |
пределения в зависимости от частоты вращения коленчатого вала. Для этого с помощью этих устройств изменяют начало открытия клапана. Кроме того, существуют механизмы изменения высоты подъёма клапана и одновременно управляющие и фазами газораспределения и высотой подъёма клапана.
На рис. 6.56,а представлено устройство регулирования угла открытия впускных клапанов. С его помощью ступенчато изменяют угловое положение распределительного вала в пределах 12…15° в окружном направлении, то есть управляют началом открытия впускного клапана. При низкой частоте вращения коленчатого вала открытие
166
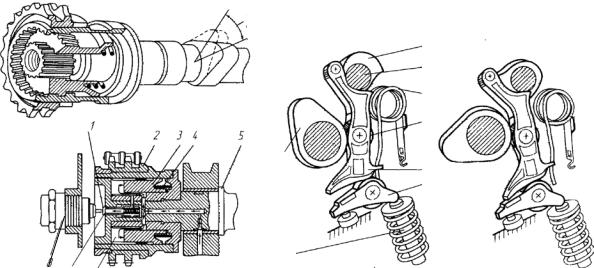
впускных клапанов происходит позднее, чем при высокой частоте вращения, и перекрытие клапанов, то есть одновременное открытое состояние впускного и выпускного клапанов, становится минимальным.
Угол поворота
распределительного вала
|
|
|
|
|
|
|
|
|
|
9 |
|
|
|
|
|
|
|
|
|
|
|
10 |
|
|
|
|
|
|
|
|
|
|
|
11 |
|
|
|
|
|
|
|
|
|
|
|
12 |
|
|
|
|
1 |
2 |
3 4 |
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
16 |
|
|
13 |
|
|
|
|
|
|
|
|
|
|
|
И |
|
|
|
|
7 |
6 |
|
|
15 |
Д |
14 |
|
||
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
||
8 |
а) |
|
|
А |
б) |
|
в) |
||||
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|||
Рис. 6.56. Механизмы управления газораспределением [4] :
а – регулирование угла поворотабвпускных клапанов; б, в – управление высотой подъёма клапана; 1 – управляющий плунжер; 2 – ведущая звёздочка привода вала; 3 – ведомая шестерняи; 4 – возвратная пружина; 5 – распределительный вал; 6 – масляная полость; 7 – дренажное отверстие; 8 – исполнительный соленоид; 9 – эксцентрик; 10 – дополн тельный вал; 11 – пружина; 12 – ролик промежуточного рычагаС; 13 – промежуточный рычаг; 14 – рычаг привода клапана;
15 – клапан; 16 – кулачок распределительного вала
Ведомая шестерня 3 имеет внутренние и наружные шлицы и может изменять угловое положение распределительного вала 5 относительно своей ведущей звёздочки 2, перемещаясь на этих шлицах вдоль оси распределительного вала. Перемещение вправо происходит под действием давления масла в масляной полости 6 при закрытом дренажном отверстии 7 на управляющем плунжере 1 и выдвинутым вправо исполнительном соленоиде 8. При перемещении исполнительного соленоида 8 влево дренажное отверстие 7 на управляющем плунжере 1 открывается, давление масла в полости 6 и возвратная пружина 4, распрямляясь, перемещает влево ведомую шестерню 3.
На рис. 6.56,б,в показан механизм одновременного управления фазами газораспределения и высотой подъёма клапана системы Valvetronic. На рис. 6.56,б клапан закрыт, на рис. 6.56,в – открыт. По-
167
ложение эксцентрика 9 на дополнительном валу 10 изменяется шаговым электродвигателем по команде электронного блока управления. Эксцентрик 9 определяет высоту подъёма и начало открытия клапана. Постоянная кинематическая связь между клапаном 15, рычагом привода 14, роликом 12 промежуточного рычага 13, кулачком 16 и эксцентриком 9 осуществляется с помощью пружины 11.
Существуют и другие механизмы управления фазами газораспределения и высотой подъёма клапана.
Вопросы для самоконтроля
1.Чем руководствуются при выборе порядка работы цилиндров?
2.Достоинства и недостатки клапанного и золотникового МГР.
3.От чего зависит конструкция МГР?
4.Какие существуют варианты клапанногоИмеханизма?
5.Достоинства и недостатки Г-образных и I-образных камер сгорания.
6.Какие применяют схемы расположения клапанов?
7.Какие детали входят в привод клапановДв зависимости от схемы привода?
8.Какие детали входят в привод распределительного вала в зависимости от схемы привода? А
9.Какие детали входят в клапанный механизм? Какие существуют формы головки клапанов?
10.Опишите конструктивныебразновидности сёдел клапанов, направляющих, клапанных пружин.
11.Какие применяютиразновидности толкателей клапанов?
12.Опишите конструкц ю коромысел и рычагов,
13.Как устроена штанга?
14.НазначениеС, устройство осевая фиксация распределительного вала.
15.Для чего применяют устройства управления фазами газораспределения и высотой подъёма клапана? Опишите конструкцию этих устройств.
168
7. МАТЕРИАЛЫ
Для изготовления литых фундаментных рам, стоек, станин ис-
пользуют серый чугун марок от СЧ18 до СЧ40, стали 15Л, 30Л, а для сварных рам применяют прокат малоуглеродистых сталей 3, 20, 25, 30. В случае применения сварно-литой конструкции литые элементы выполняют из стали 20Л.
Блоки цилиндров, картеры, блок-картеры, головки цилиндров
отливают из серых чугунов СЧ18, СЧ20, СЧ21, СЧ25, СЧ28, СЧ30, СЧ32, СЧ40, СЧ44 или высокопрочных чугунов марок ВЧ35, ВЧ40, ВЧ45, ВЧ 50, ВЧ60, ВЧ70. Для снижения массы деталей применяют силумины (сплав алюминия и кремния) АЛ2, АЛ4, АЛ9, АЛ30. Сплавы АЛ4, АЛ9 легируют магнием. Головки цилиндров малооборотных крупных судовых двигателей изготавливают из низколегированной стали 20ХМл. Стали 45Х, 35ХМЮА, 38ХМЮА, 38Х2МЮА применяют для производства втулок (гильз) быстроходных двигателей специального назначения.
|
Материалами для производства силовых шпилек и анкерных свя- |
зей |
И |
в сильно нагруженных двигателях служат легированные стали |
18ХНМА, 18ХНВА, 20ХНВА, 40ХН2 МА, в менее нагруженных |
|
|
Д |
– стали 38ХА, 40Х, а в крупных судовых стационарных двигателях |
|
– углеродистые стали 35, 40. |
|
Поршни являются наи олееАнапряжёнными деталями поршне- |
|
вой группы, поэтому матер алы для их изготовления должны удов- |
|
летворять следующ м требованиямб[6]: |
|
а) высокая прочность при высоких температурах и переменных |
|
нагрузках; |
и |
С |
|
б) малый удельный вес; в) хорошая теплопроводность;
г) малый коэффициент линейного расширения; д) стойкость против коррозии;
е) высокие антифрикционные свойства при повышенных температурах и ухудшенной смазке;
ж) стабильность показателей механической прочности в условиях длительного воздействия высокой температуры и переменной нагрузки;
з) невысокая стоимость и лёгкая обрабатываемость.
Таким требованиям удовлетворяют алюминиевые сплавы, из которых чаще всего изготавливают автотракторные поршни. При литье
169
в кокиль применяют силумины типа АЛ25, для штампованных поршней – алюминиевые сплавы АК12Д, АК4, АК4-1. Кроме того, при производстве поршней используют серый и ковкий чугуны СЧ28-48, СЧ32-52, СЧ24, СЧ45, ВЧ45-5. Для изготовления головки составного поршня применяют жаростойкие стали 20Х3МВФ, 20Х25Н20С2, 20Х23Н18, 15ХМ, 20ХМ.
Поршневые пальцы изготавливают из углеродистых сталей 15, 20, 45 для малофорсированных двигателей и легированных сталей 15ХМ, 38ХА, 12ХН3А, 18Х2Н4ВА, 20Х2Н4А для форсированных двигателей.
Для производства поршневых колец, главным требованием к которым является износостойкость, используют чугун марок СЧ18-36,
СЧ21-40, СЧ24-44, СЧ28-48 и сталь. Первые компрессионные кольца |
|||
|
|
И |
|
изготавливают из сталей 45, Х12М, 50Г, 65Г, У8А. В двигателях спе- |
|||
циального назначения применяют сталь 4Х5МФ1С-Ш. |
|
||
|
Д |
|
|
Шатуны двигателей с искровым зажиганием изготавливают из |
|||
сталей 45, 45Г2, 40Г, 40Х, |
40ХН, 40Р, дизелей – |
18Х2Н4МА, |
|
18Х2Н4ВА, 40Х2Н2МА, |
40ХН3А, |
40Х2МА, |
38Х2МЮА, |
36Х2Н2МФА. |
|
|
|
Шатунные болты выполняются из сталей 35Х, 40Х, 40ХН, 45Х |
|||
35ХМА, 37ХН3А, 18ХНВА, |
20ХН3 , |
40ХНМА, |
40Х2Н2МА, |
38ХН3МА, 36Х2Н2МФА, 35ХМ. |
|
|
|
и |
|
|
|
Для втулок поршневыхАголовок используют алюминиево- |
|||
железистую бронзу Бр.АЖ9-4, оловянисто-цинковые бронзы |
|||
С |
|
|
|
Бр.ОЦ10-2, Бр.ОЦ4-4-2,5,боловянисто-фосфористые Бр.ОФ7,0-0,2, для обойм игольчатых подш пн ков – стали ШХ-15Ш, ЭИ347.
Коленчатые валы мало- и среднеоборотных двигателей изготавливают из качественных углеродистых сталей 35, 40, 50, 35Г, 40Г, 45Г 50Г и др. Автотракторные коленчатые валы выполняют из сталей 45, 45Г, 50Г, 40Х, 40ХН, 45Г2, 38ХГН, 40Х2Н2МА, 42ХМФА, 18Х2Н4ВА, коленчатые валы быстроходных дизелей повышенной мощности – из сталей 30ХМА, 20ХН3А, 40Х2Н2МА, 25Х2Н4МА, 38ХН3МА. Применяют коленчатые валы из специального модифицированного чугуна ВЧ30, ВЧ35 с шаровидным графитом.
Материал подшипников скольжения (вкладышей) должен обла-
дать следующими свойствами: в условиях высоких знакопеременных механических нагрузок и повышенной температуры обеспечивать низкий коэффициент трения с шейками вала, высокую износостойкость и предел выносливости. Кроме того, материал вкладышей дол-
170