Материал: 2320
Гидравлические ножницы, как правило, состоят из следующих основных элементов: верхней челюсти, нижней челюсти, гидроцилиндров и ножей. Верхняя челюсть обычно бывает подвижной и с помощью шарниров крепится к гидроцилиндрам.
Гидроцилиндры предназначены для управления верхней челюстью. Верхняя и нижняя челюсти предназначены для зажима какойлибо арматуры. Ножи предназначены для разрезания металлических конструкций или бетона. Усилие на штоке гидроцилиндра гидравлических ножниц зависит от силы резания, плеча от оси вращения верхней челюсти до гидроцилиндра, прочностных свойств материла.
Большинство моделей оснащены специальным гидравлическим |
|||||
механизмом, который обеспечивает свободное вращение гидронож- |
|||||
ниц на 360 градусов. Благодаря механизму вращения обеспечивается |
|||||
автоматический поворот в оптимальную позицию железобетонной |
|||||
|
|
|
|
|
И |
плиты или какого-то другого объекта, захваченного гидроножницами. |
|||||
Современные модели гидроножниц по своему назначению делятся |
|||||
на несколько основных типов: |
Д |
||||
- для резки металла; |
|
|
|||
- для разрушения етона; |
|||||
|
|
|
А |
|
|
|
б |
|
|
||
- для измельчения плит (железо етонных и др.); |
|
||||
- для ра оты с древесными материалами; |
|
||||
- ун версальные; |
|
|
|
|
|
- для подводных ра от. |
|
|
|
||
Г дроножн цы для резки металла применяются для резки метал- |
|||||
С |
|
|
|
|
|
локонструкц й. Г дравл ческие измельчители дробят и измельчают |
|||||
фрагменты железобетонных плит. Гидроножницы для лесоматериалов |
|||||
спользуются в работе |
древесными материалами, в том числе пня- |
||||
ми, бревнами, железнодорожными шпалами и древесным мусором. |
|||||
Настадииначальной |
разрушения зданий с конструкциями из са- |
||||
мых разных материалов применяются в основном универсальные гидроножницы.
Гидроножницы для подводных работ используются в тяжелых условиях морской нефтедобывающей промышленности специально для
6
установки, перемещения и разрезания морских буровых платформ и трубопроводов под водой.
Возможности экскаватора для установки на него навесных гидравлических ножниц определяются массой экскаватора, мощностью насосной установки и приводного двигателя, номинальным давлением и подачей насоса. Гидравлические ножницы присоединяются к стреле (рукояти) и гидросистеме экскаватора.
К основным конструктивным параметрам гидроножниц относятся: - масса гидроножниц;
- максимальная ширина раскрытия челюстей; |
И |
|||
- сила разрушения на режущей части; |
||||
- сила разрушения в начале челюстей; |
||||
- сила разрушения на конце челюстей; |
||||
- сила резания; |
|
|
||
- режущая способность (арматура); |
|
|||
|
|
|||
- режущая способность (двутавровая балка); |
|
|||
- общая длина; |
|
Д |
||
- общая ширина; |
|
|||
- длина режущей части; |
||||
|
|
А |
|
|
|
б |
|
|
|
- глубина челюсти; |
|
|
|
|
тематическаяразработкимодель разрабатываемого объекта. Построив математи- |
||||
- номинальное давление; |
|
|
||
- механ |
рованное вращение на 360 градусов; |
|
||
- масса азового экскаватора. |
|
|
||
Проект рован е о ъектов, гидравлических ножниц в частности, |
||||
С |
|
технического задания (ТЗ), тщательного ана- |
||
нач нается с |
|
|||
л за возможных конструкторских решений. Проектирование гидрав- л ческ х ножн ц представляет собой процесс, включающий синтез структуры объекта, выбор параметров элементов. Затем создается ма-
ческую модель, приступают к ее исследованию, изучению ее свойств, стремясь выяснить, в какой мере разработанный объект соответствует своему назначению.
На основе регрессионного анализа статистических данных технических характеристик гидравлических ножниц различных фирм была
7

установлена функциональная зависимость между усилием резания и массой гидроножниц [12]:
T = −0,0002M 2 +2,7151M −956,75, |
(1.1) |
гдеТ– усилие резания, кН;М– масса гидроножниц, кг; М (750, 5500).
Усилия резания, развиваемые гидравлическими ножницами, для |
||||||||
разделки металлолома и разрушения железобетонных покрытий дос- |
||||||||
тигают величин от 500 до 6500 кН при массе от 750 до 5500 кг |
||||||||
(см. рис. 1.3). |
|
|
|
|
Д |
|
||
7000 |
|
y = -0,0002x2 + 2,7151x - 956,75 |
И |
|||||
|
|
|||||||
6000 |
|
|
|
А |
||||
|
|
|
R2 = 0,9981 |
|
|
|||
5000 |
|
|
|
|
|
|
||
4000 |
|
б |
|
|
|
|
||
3000 |
|
|
|
|
|
|
|
|
2000 |
|
|
|
|
|
|
|
|
и |
|
|
|
|
|
|
||
1000 |
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
0 |
|
1000 |
2000 |
3000 |
4000 |
5000 |
6000 |
|
С |
|
|
л я резания от массы гидравлических ножниц |
|||||
Р с. 1.3. Зав с мость ус |
||||||||
Ус л е резан я зав с т от многих факторов: площади сечения |
||||||||
среза, |
геометр ческ х |
размеров |
режущих |
ножей, |
физико- |
|||
механических свойств материала и других.
В результате регрессионного анализа статистических данных установлена функциональная зависимость массы гидравлических нож-
ниц от глубины челюстей и длины гидроножниц [12]: |
|
M =16,25G −0,5721L −4148 , |
(1.2) |
8
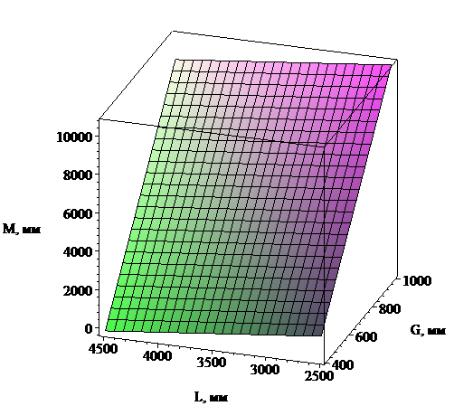
где М – масса гидроножниц, кг,G – глубина челюстей гидроножниц, мм;
G (400, 950); L – длина гидроножниц, мм; L (2500, 4500).
На рис. 1.4 представлена зависимость массы гидравлических нож-
ниц от глубины челюстей и длины гидроножниц. Из графика видно, |
||||
каким образом с увеличением глубины челюстей и длины гидронож- |
||||
ниц изменяется масса гидроножниц. |
И |
|||
|
|
|||
|
б |
Д |
|
|
|
|
|
||
Р с. 1.4. Зав с мостьАмассы гидравлических ножниц |
|
|||
С |
от глу ны челюстей и длины гидроножниц |
|
||
|
|
|
|
|
Установлена функц ональная зависимость между массой гидрав- |
||||
л ческ х ножн ц |
д аметром металлического прутка, разрезаемого |
|||
г дроножн |
|
[12]: |
|
|
цамиM = 79,874d −2359,9 , |
(1.3) |
|||
где М – масса гидроножниц, кг; d – диаметр металлического прутка, мм, d (50, 140).
9
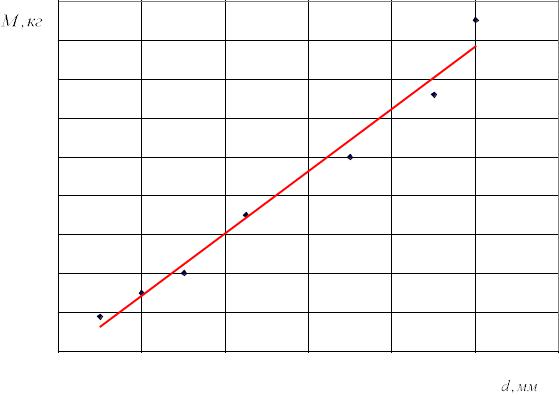
На рис. 1.5 представлена зависимость массы гидроножниц от диа- |
|||||||
метра металлического прутка, разрезаемого гидроножницами. Из |
|||||||
графика видно, что с увеличением диаметра металлического прутка, |
|||||||
который требуется разрезать гидроножницами, необходимо выбирать |
|||||||
гидроножницы с большей массой. |
|
|
|
|
|
||
10000 |
|
|
|
|
|
|
|
9000 |
|
|
y = 79,874x - 2359,9 |
|
|
||
|
|
|
|
|
|||
8000 |
|
|
|
R2 = 0,9802 |
И |
||
7000 |
|
|
|
|
|||
6000 |
|
|
|
|
|||
5000 |
|
|
|
|
|||
4000 |
|
|
|
|
|||
|
|
Д |
|
|
|||
3000 |
|
|
|
|
|||
2000 |
|
|
|
|
|||
|
|
|
|
|
|||
1000 |
|
|
|
|
|
|
|
40 |
60 |
80 |
100 |
120 |
140 |
160 |
|
Р с. 1.5. Зав с мость массы г Адроножниц от диаметра металлического прутка, |
|||||||
|
разрезаемого гидроножницами |
|
|
|
|||
Проект рован е г дравлических ножниц представляет собой ите- |
|||||||
|
б |
|
|
|
|
|
|
рац онный процесс, связанный с последовательным улучшением сис- |
|||||||
темы, пр нят ем уточняющих конструктивных решений с учетом по- |
|||||||
лученных уравнений регрессии (1 – 3). Каждый цикл включает в себя |
|||||||
анализэффективностиобъекта проектирования, влияния на него ха- |
|||||||
рактеристик элементов гидравлических ножниц и ограничений. При |
|||||||
создании гидравлических ножниц необходимо рассматривать боль- |
|||||||
шое число вариантов структур и параметров, изменять, уточнять ма- |
|||||||
Стематическую модель. |
|
|
|
|
|
|
|
10