Материал: 2270
а |
б |
|
|
а |
б |
Рис. 6.15. Обозначен е упорной |
|
Рис. 6.16. Обозначение упорной |
|||
резьбы на стержне |
|
|
резьбы в отверстии |
||
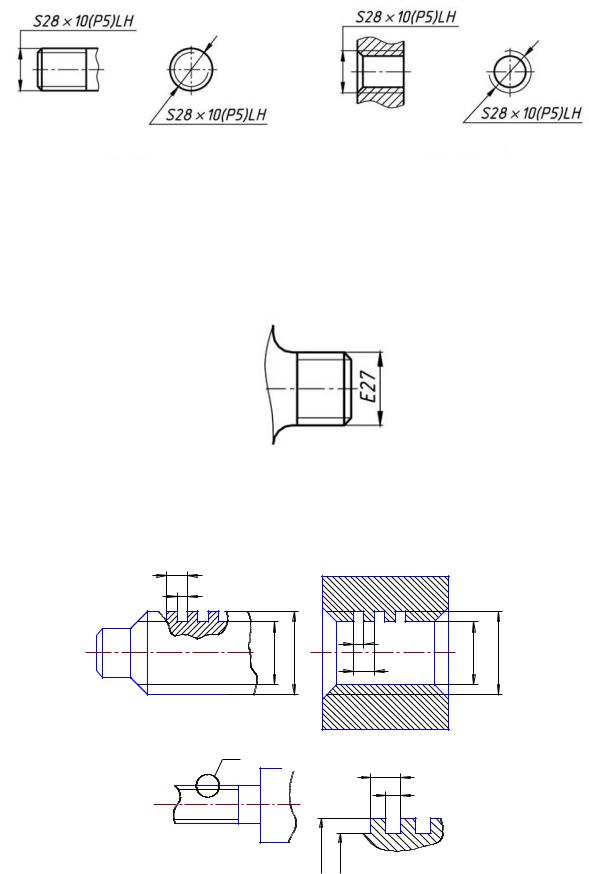
Условное обозначение круглой резьбы для электротехнической |
|||||
ГОСТарматуры по |
28108 – 89 состоит из букв Е (серия) и наружного |
||||
, напр мер, Е27 (рис. 6.17). |
|
|
|
||
диаметра |
|
|
|
|
|
|
Рис. 6.17. О означение круглой резьбы |
|
|||
Для нестандартной прямоугольной резьбы размеры наносят, как |
|||||
показано на рис. 6.18, а, б, в. |
|
|
|
|
|
бА |
|
||||
|
10 |
|
|
|
|
|
5 |
|
|
|
|
|
|
40 |
5 |
30 |
40 |
|
|
|
|||
|
03 |
Д |
|||
|
|
10 |
|
|
|
|
|
|
|
|
|
аа) |
|
б)б |
|
|
|
|
А |
|
А(5:1) |
|
|
|
|
|
|
10И |
|
|
|
|
|
5 |
|
|
в |
60 |
50 |
|
|
|
|
|
|
|
|
|
в) |
|
|
|
|
Рис. 6.18. Изображение и обозначение прямоугольной резьбы |
|||||
36
6.3. Определение параметров резьбы
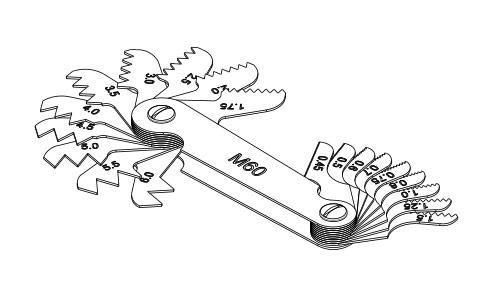
Для определения параметров резьбы на практике необходим измерительный инструмент (штангенциркуль) и резьбомер (рис. 6.19).
Резьбомер представляет собой набор шаблонов, сделанных из Сметалла и имеющих вырезы, которые как раз соответствуют эталонным (точнее, близким к ним) параметрам шага и профиля той или
иной резьбы. и
бАРис. 6.19. Резьбомер
проверяется резьбомером М60 илиДМ55.
Порядок определения параметров резьбы: 1. Профиль.
Форма профиля резьбы определяется на глаз (см. таблицу). Если
профиль треугольный (метрическая, трубная резьба) угол профиля И
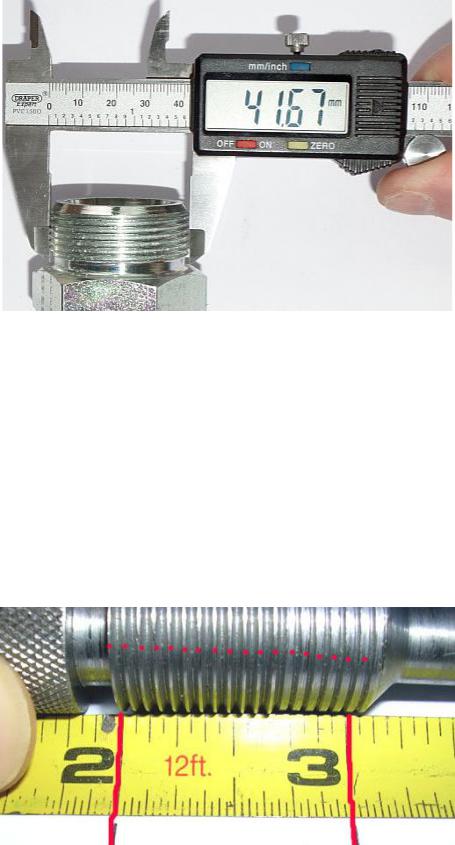
2. Наружный диаметр резьбы на стержне.
Если резьба нарезана на стержне, наружный диаметр можно из-
мерить (рис 6.20). Измерять резьбу нужно под углом к оси таким образом, чтобы острая часть губок не проваливалась в канавки резьбы. Полученное значение округляют в большую сторону до значения, определенного ГОСТом. Для метрической резьбы это ГОСТ 8724 – 81 «Резьба метрическая. Диаметры и шаги» (прил. 2).
37
С |
|
|
и |
||
|
резьба |
|
Р с 6.20. Измерен е наружного диаметра резьбы штангенциркулем |
||
Если |
|
нарезана в отверстии, измерить наружный диаметр |
невозможно, поэтому его определяют. |
||
3. Шаг |
ы. |
|
В общем случае шаг резь ы определяют линейкой. Измеряют |
||
общую длину резь ы и делят на количество витков (рис. 6.21). Полу- |
||
ченное значение округляют в ближайшую сторону до стандартного. |
||
|
|
Д |
Если резьба метрическая или трубная, пользуются резьбомером |
||
(рис. 6.22). ПодбираютАшаблон резьбомера так, чтобы он точно ло- |
||
жился в канавки резьбы, значение на этом шаблоне и является шагом. |
||
|
|
И |
Рис. 6.21. Определение шага резьбы общим способом
38

Си
бАРис. 6.22. Определение шага резьбы резьбомером
4. Наружный диаметр резь ы в отверстии.
Измерив шаг, можно определить наружный диаметр резьбы в отверстии. Для этого необходимоДизмерить внутренний диаметр (рис. 6.23). Диаметр необходимо измерять до сотых.
 И
И
Рис 6.23. Измерение внутреннего диаметра резьбы штангенциркулем
39
Зная значения внутреннего диаметра и шага, по ГОСТ 24705 – 2004 «Резьба метрическая. Основные размеры» (см. прил.2) определяют наружный диаметр.
Пример.
Внутренний диаметр 39,93 мм, шаг 1,5 мм.
По таблице (см. приложение 2) находят значение шага 1,5 в первой колонке, далее находят ближайшее значение внутреннего диаметра по третей колонке, это 40,376 мм. Этому значению внутреннего диаметра соответствует значен е наружного диаметра 42 мм (рис. 6.24).
Для резьбы д аметром 42 мм шаг 1,5 мм мелкий, поэтому обо-
значен е резьбы будет выглядеть так: М 42х1,5. |
|||||||
С |
|
|
|
|
|
|
|
|
Шаг |
|
|
Диаметр резьбы |
|
|
|
|
резь ы S |
наружный |
внутренний |
|
|
||
|
1,25 |
|
|
10 |
8,647 |
|
|
|
|
|
12 |
10,647 |
|
|
|
и |
|
|
|
|
|||
|
|
(14) |
12,647 |
|
|
||
|
|
|
|
|
|
||
|
|
|
|
12 |
10,376 |
|
|
|
|
|
|
(14) |
12,376 |
|
|
|
|
|
|
16 |
14,376 |
|
|
|
|
|
|
(18) |
16,376 |
|
|
|
|
|
|
20 |
18,376 |
|
|
|
|
|
|
(22) |
20,376 |
|
|
|
|
|
|
24 |
22,376 |
|
|
бА |
|
|
|||||
|
27 25,376 |
||||||
|
|
|
|
30 |
28,376 |
|
|
|
|
|
|
(33) |
31,376 |
|
|
1,5 |
|
|
36 |
34,376 |
|
|
|
|
|
(39) |
37,376 |
|
|
||
|
|
|
|
Д |
|||
|
|
|
|
42 |
40,376 |
|
|
|
|
|
|
(45) |
43,346 |
|
|
|
|
|
|
48 |
46,346 |
|
|
|
|
|
|
|
|
||
|
|
|
|
(52) |
50,346 |
|
|
|
|
|
|
56 |
54,346 |
|
|
|
|
|
|
|
И |
||
|
|
|
|
(60) |
58,346 |
|
|
|
|
|
|
64 |
62,346 |
|
|
|
|
|
|
(68) |
66,346 |
|
|
|
|
|
|
72 |
70,346 |
|
|
|
|
|
|
(76) |
74,346 |
|
|
Рис. 6.24. Определение наружного диаметра резьбы
40