Материал: 2270
|
|
|
cх45 |
|
|
В |
|
С |
А |
|
|
|
|
|
|
|
|||
аа) |
4 |
|
|
3 |
2 |
5 |
|
|
1 |
d |
|
d |
d |
d |
|
|
d |
||
С |
|
|
|
|
a |
|
c1 х45 |
||
l3 |
|
|
l2 |
|
l1 |
|
|||
|
|
l4 |
|
|
|
|
|||
|
|
|
|
|
|
|
|||
иб 4 |
|
|
|
a |
|
c1 х45 |
|||
3 |
2 |
5 |
|
1 |
|
||||
б) |
d |
|
d |
d |
d |
|
d |
|
|
|
|
|
|
|
|
|
|
l1 |
А |
|
|
|
|
|
|
|
|
|
|
|
сх45 |
|
|
|
|
|
l2 |
|
|
|
|
|
|
|
|
l3 |
|
|
|
|
|
|
|
|
l4 |
|
|
|
|
|
бА |
|
|||||||
|
|
|
cх45 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
А |
в |
4 |
|
|
3 |
Дd2 d5 d1 |
||||
в) |
d |
|
d |
|
|
a |
|
C1 Х45 |
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
В |
|
l1 |
|
|
|
|
|
l3 |
|
l2 |
|
|
||
|
|
|
|
|
|
|
|
||
|
|
|
|
|
l4 |
|
И |
||
|
|
|
|
|
|
|
|
|
|
|
|
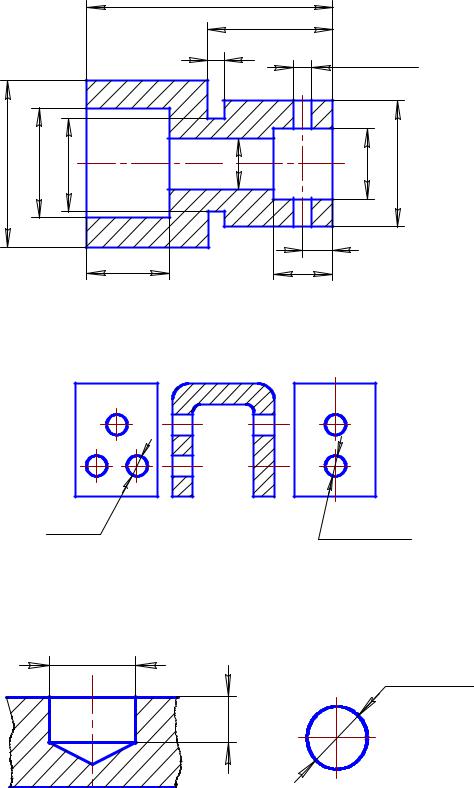
Рис. 4.6. Способы нанесения размеров на чертежах |
|||||||
21
|
|
|
|
|
2 отв. |
|
|
|
С |
|
|
Р с. 4.7. Нанесен е размеров наружных и внутренних поверхностей |
||
и |
|
|
10 |
|
2 отв. 10 |
бА |
||
3 отв. |
|
|
Рис. 4.8. Нанесение размеров одинаковых элементов деталей |
||
|
Д |
|
|
|
5; h7 |
|
h |
И |
|
|
|
а |
|
б |
Рис. 4.9. Нанесение размеров отверстий в разрезе и на виде |
||
22
|
|
74 |
|
|
|
|
|
|
R |
|
|
|
|
|
8 |
|
|
|
|
|
R |
|
|
С |
|
|
4 |
* |
|
|
|
8 14 |
30 |
||
15 |
10 |
|
|||
|
90* |
16 |
|
|
|
|
|
|
|
||
|
|
* Размер для справок |
|||
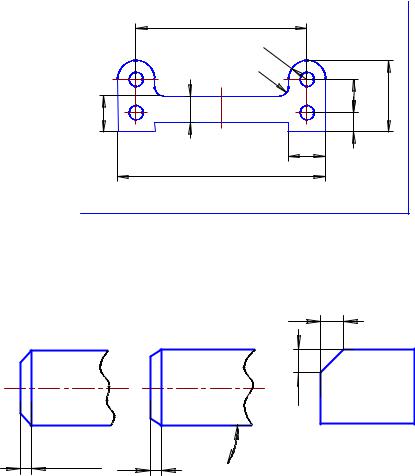
Р с. 4.10. Нанесение справочного размера |
|||||
и |
|
4 |
|
|
|
|
4 |
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0 |
|
|
|
1,5•45 2 |
3 |
|
|
|
|
|
|
|
|
||
|
Рис. 4.11. Нанесение размеров фасок |
|
|
||
бА |
|
|
|||
7. В некоторых случаях для удобства чтения чертежа наносят |
|||||
размеры, которые при обработке детали не выполняют. Такие разме- |
|||||
ры называют справочными и отмечают знаком « », например, разме- |
|||||
ры 30 и 90 (рис. 4.10). В этом случае в технических требованиях де- |
|||||
лают запись: «Размеры для справокД». Технические требования поме- |
|||||
щают в правом нижнем углу чертежа над основной надписью. |
|||||
8. Размеры фасок наносят в соответствии с рис. 4.11: коническая |
|||||
фаска под углом 45○ обозначается через знак «х»; для конической |
|||||
фаски, снятой под другими углами, указывают высоту и угол, для |
|||||
плоской фаски указывают два размера. |
И |
||||
|
|
23 |
|
|
|

4.5.3. Простановка размеров на деталях, выполняемых точением
Для грамотной расстановки размеров на деталях, обрабатываемых точением, необходимо знать технологию изготовления. Размеры по длине наносят на обрабатываемую длину, свободным остается длина необрабатываемого участка или обрабатываемого в последнюю очередь. Для валов это длина самого большого диаметра, в отверстиях – самого маленького. Размеры проставляются с торцов детали к свободной дл не. Размеры проточек и фасок не являются самостоя-
тельными |
входят в состав самостоятельного размера. |
С |
|
На р с. 4.12 показан процесс операции точения цилиндрическо- |
|
го участка. |
простановке размера указывается длина обтачиваемо- |
го участка. |
|
При |
|
|
бА |
Рис. 4.12. Процесс операции точения цилиндрического участка |
|
|
Д |
Если проходов несколько, то последовательно от торца детали |
|
указывают длину первого, затем второго и т.д. (рис. 4.13). Фаски и |
|
проточки выполняют после точения, поэтому их размеры входят в со- |
|
став размера длины обработки (рис. 4.14). |
И |
24
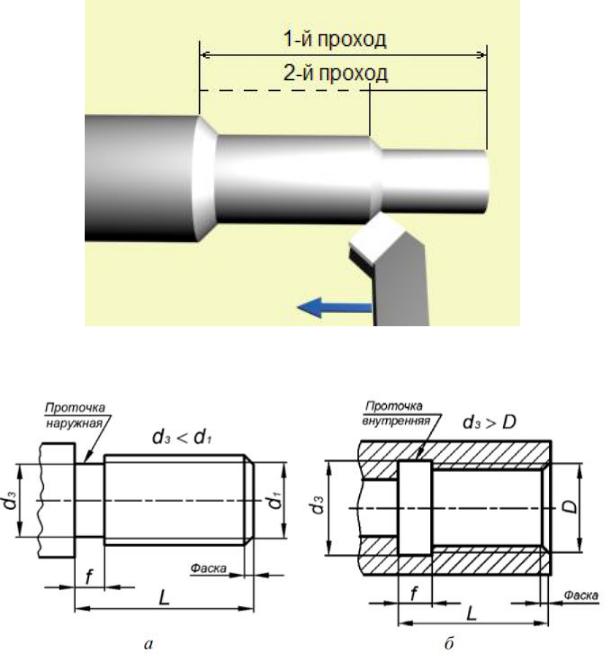
Си бАР с. 4.13. О ра отка детали в два прохода
Д Рис. 4.14. Нанесение размеров фасокИи проточек
Процесс обработки вала на токарном станке показан на видео.
25