Материал: 2234
Приведенная погрешность – определяется как отношение абсолютной погрешности к нормирующему значению измеряемой физической величины, то есть:
|
|
100% |
|
|
|
|
|
||
|
XN |
, |
(1.7) |
|
|
|
|
||
где XN – нормирующее значение измеряемой величины. |
|
|||
Нормирующее значение XN |
выбирают в зависимости от вида и |
|||
характера шкалы прибора. Это значение принимают равным: |
|
|||
-конечному значению рабочей части шкалы . XN = XК , если нулевая отметка – на краю или вне рабочей части шкалы (равномерная шкала рис.13, а - XN = 50; рис. 13, б - XN = 55; степенная шкала - XN = 4 на рис.13, е);
-сумме конечных значений шкалы (без учета знака), если нулевая отметка – внутри шкалы (рис.13, в - XN = 20 + 20 = 40; рис.13, г - XN = 20 + 40 = 60);
-длине шкалы, если она существенно неравномерна (рис.13, д). В этом случае, поскольку длина выражается в миллиметрах, то абсолютная погрешность выражается также в миллиметрах.
Рис. 13. Виды шкал
Погрешность измерения является результатом наложения элементарных ошибок, вызываемых различными причинами. Рассмотрим отдельные составляющие суммарной погрешности измерений.
41
Методическая погрешность обусловлена несовершенством метода измерения, например, неправильно выбранной схемой базирования (установки) изделия, неправильно выбранной последовательностью проведения измерений и т.п. Примерами методической погрешности являются:
-Погрешность отсчитывания – возникает из-за недостаточно точного отсчитывания показаний прибора и зависит от индивидуальных способностей наблюдателя.
-Погрешность интерполяции при отсчитывании – происходит от недостаточно точной оценки на глаз доли деления шкалы, соответствующей положению указателя.
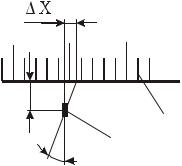
-Погрешность от параллакса возникает вследствие визирования (наблюдения) стрелки, расположенной на некотором расстоянии от поверхности шкалы в направлении не перпендикулярном поверхности шкалы (рис. 14).
|
П |
40 |
50 |
h |
|
|
2 |
|
1 |
|
|
Рис.14. Схема возникновения погрешности от параллакса.
- Погрешность от измерительного усилия возникают из-за контактных деформаций поверхностей в месте соприкосновения поверхностей измерительного средства и изделия; тонкостенных деталей; упругих деформаций установочного оборудования, например, скоб, стоек
или штативов. |
|
Погрешность от параллакса |
n прямопропорциональна |
расстоянию h указателя 1 от шкалы 2 и тангенсу угла φ линии зрения наблюдателя к поверхности шкалы n= h tg φ (рис. 14).
Инструментальная погрешность – определяется погрешностью применяемых средств измерения, т.е. качеством их изготовления. Примером инструментальной погрешности является погрешность от перекоса.
42
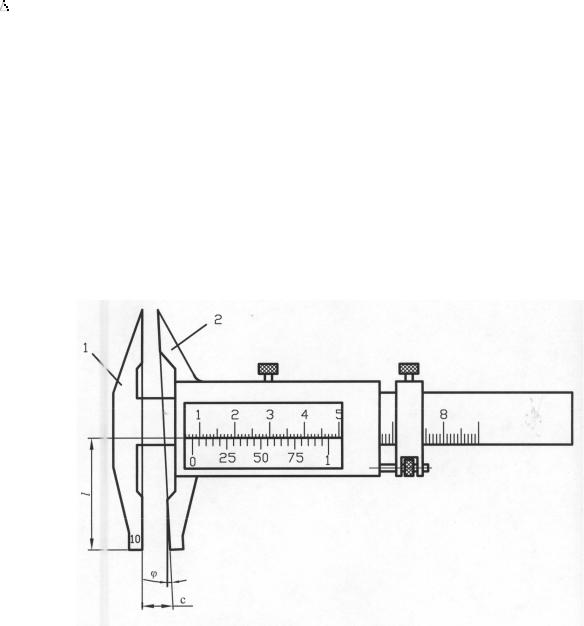
Погрешность от перекоса возникает в приборах, в конструкции которых не соблюден принцип Аббе, состоящий в том, что линия измерения должная являться продолжением линии шкалы, например перекос рамки штангенциркуля, изменяет расстояние между губками 1 и 2
(рис. 15). |
|
|
|
|
|
Погрешность |
определения измеряемого |
размера |
из-за |
перекоса |
|
пер.= l |
cosφ. |
При выполнении принципа |
Аббе |
l |
cosφ = 0 |
соответственно пер. = 0.
Субъективные погрешности связаны с индивидуальными особенностями оператора. Как правило, эта погрешность возникает из-за ошибок в отсчете показаний и неопытности оператора.
Рассмотренные выше разновидности инструментальной, методической и субъективной погрешностей вызывают появление систематических и случайных погрешностей, из которых складывается суммарная погрешность измерения. Они также могут приводить к грубым погрешностям измерений. В суммарную погрешность измерения могут входить погрешности, обусловленные влиянием условий измерений. К ним относятся основные и дополнительные погрешности.
Рис.15. Погрешность измерения от перекоса губок штангенциркуля.
Основная погрешность – это погрешность средства измерения при нормальных условиях эксплуатации. Как правило, нормальными
43
условиями эксплуатации являются: температура 293 5 К или 20 5 С,
относительная влажность воздуха 65 15% при 20 С, напряжение в сети питания 220 В 10% с частотой 50 Гц 1%, атмосферное давление от 97,4 до 104 КПа, отсутствие электрических и магнитных полей.
В рабочих условиях, зачастую отличающихся от нормальных более широким диапазоном влияющих величин, появляется дополнительная погрешность средств измерений.
Дополнительная погрешность возникает в результате нестабильности режима работы объекта, электромагнитных наводок, колебания параметров источников питания, наличия влаги, ударов и вибраций, температуры и т.п.
Например, отклонение температуры от нормального значения
+20 С приводит к изменению длины деталей измерительных средств и изделий. Если невозможно выполнить требования к нормальным условиям, то в результат линейных измерений следует вводить температурную поправку Хt, определяемую по формуле:
Хt = ХИЗМ..[α1 (t1-20)- α2 (t2-20)] (1.8)
где ХИЗМ. - измеряемый размер; α1 и α2 - коэффициенты линейного расширения материалов измерительного средства и изделия; t1 и t2 - температуры измерительных средств и изделия.
Дополнительную погрешность нормируют в виде коэффициента, указывающего «на сколько» или «во сколько» изменяется погрешность при отклонении номинального значения. Например, указание, что температурная погрешность вольтметра составляет 1% на 10 С, означает,
что при изменении среды на каждые 10 С добавляется дополнительная погрешность 1%.
Таким образом, повышение точности измерения размеров добиваются за счет уменьшения влияния отдельных погрешностей на результат измерения. Например, нужно выбирать наиболее точные приборы, устанавливать их на ноль (размер) по концевым мерам длины высокого разряда, поручать измерения опытным специалистам и т.д.
Статические погрешности являются постоянными, не изменяющимися в процессе измерения, например неправильная установка начала отсчета, неправильная настройка СИ.
44
Динамические погрешности являются переменными в процессе измерения; они могут монотонно убывать, возрастать или изменяться периодически.
На каждое средство измерений погрешность приводится только в какой-то одной форме.
Если погрешность СИ при неизменных внешних условиях постоянна во всем диапазоне измерений (задается одним числом), то
= а. (1.9)
Если погрешность меняется в указанном диапазоне (задается линейной зависимостью), то
= (а + bx) |
(1.10) |
При = а погрешность называется аддитивной, а |
при = |
(а+bx) – мультипликативной. |
|
Если погрешность выражается в виде функции = f(x), то она называется нелинейной.
4.2. Классы точности средств измерений Классом точности называется обобщенная характеристика всех
средств измерений данного типа, обеспечивающая правильность их показаний и выражаемая пределами допускаемых погрешностей или другими характеристиками, влияющими на точность. В стандартах на средства измерений конкретного типа устанавливаются требования к метрологическим характеристикам, в совокупности определяющие класс точности средств измерений этого типа. ГОСТ 8.401 – 80 устанавливает три вида классов точности СИ.
1. Для пределов допускаемой абсолютной погрешности в единицах измеряемой величины. Погрешность измерения определяется в соответствии с формулами
= а и = (а + bx), |
(1.11) |
где - пределы допускаемой абсолютной погрешности измерения, выраженной в единицах измеряемой величины или условно в делениях шкалы; а, b – положительные числа.
2. Для пределов допускаемой относительной погрешности в виде
ряда чисел: |
|
= А 10n, |
(1.12) |
где А = 1; 1,5; 2; 2,5; 4; 5; 6; n - положительное или отрицательное целое число, включая нуль (1; 0; -1; -2 …).
45