Материал: 2113
-анализ рынка с выводом о необходимости изготовления той или иной продукции или, при необходимости, проектирования новой продукции;
-календарное планирование производства;
-систему оптимизации ресурсов.
Контрольные вопросы
1.Назовите шесть базовых составляющих ИСПиУ.
2.Назовите основные возможности одной из базовых составляющих ИСПиУ.
1.4. Структура типовой ИСПиУ
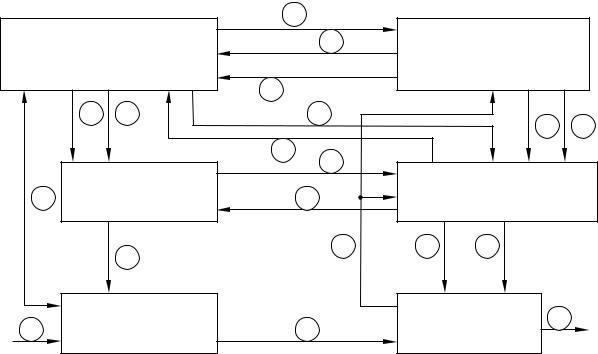
Структуру типовой ИСПиУ можно представить (рис.1) в виде шести основных подсистем, взаимодействующих между собой с помощью взаимосвязей: 1 – трехмерная модель (твердотельная, каркасная или поверхностная – в зависимости от назначения модели); 2 – требование на перепроектирование (при невозможности изготовления – от АСТПП к САПР или при непрохождении одного из видов анализа – от АСИО к САПР); 3 – данные о новейших средствах и методиках проектирования, моделирования и технологиях производства; 4 – проектные сообщения о необходимых коррекциях в проектной документации; 5 – проектная документация; 6 – сведения о технологическом процессе; 7 – материальные ведомости; 8 – информация о состоянии рынка; 9 – календарное планирование производства и работы оборудования; 10 – данные о используемом в ГПС оборудовании; 11 – технологический процесс; 12 – данные для автоматов проверки качества производимой продукции; 13 – требование на разработку новой продукции или новой марки уже существующей продукции, обладающей новыми функциями и возможностями; 14 – выпускаемая продукция.
11
|
|
1 |
|
|
|
САПР |
2 |
|
АСИО |
|
|
|
|
|
|||
|
|
3 |
|
|
|
4 |
1 |
1 |
|
3 |
6 |
|
|
|
|
||
|
|
2 |
|
|
|
|
|
5 |
|
|
|
13 |
САПЧ |
6 |
|
АСТПП |
|
|
7 |
10 |
11 |
12 |
|
|
|
|
|
|
|
8 |
АСУп |
9 |
|
ГПС |
14 |
|
|
||||
Рис. 1. Структура типовой ИСПиУ
Контрольные вопросы
1.Приведите структуру типовой ИСПиУ.
2.В каких базовых составляющих используется трехмерная модель объекта?
3.Что является входом, а что выходом для типовой ИСПиУ?
1.5.Маршрут движения проектируемого изделия по ИСПиУ
Ключевые позиции при движении проектируемого изделия по ИСПиУ:
1. Требование на разработку новой продукции или модернизацию уже существующей продукции (в АСУп).
На этом этапе происходит «рождение» идеи новой продукции и описываются основные ее характеристики, возможности и присущие ей функции. Вывод о необходимости разработки новой продукции делается на основании анализа рынка аналогичной продукции, часто – с осуществлением технико-экономического расчета, обосновывающего экономическую эффективность производства этого вида или типа продукции.
Например: при анализе рынка mp-3 плееров делается вывод о том, что в данный момент на рынке не достает модели с широкоформатным
12
экраном, позволяющим поддерживать технологии плэй-листа (play-list). При этом анализ прессы показал, что такая же идея начинает воплощаться в жизнь еще двумя фирмами, причем выпуск таких моделей mp- 3 плееров начнется, по их анонсам, через 6 месяцев. Специалисты АСУп связываются со специалистами отделов САПР и АСИО, которые приходят к выводу о возможности начать изготовление требуемой продукции уже через 4 месяца, используя информацию о том, что осуществление похожей задачи применительно к сотовым телефонам заняло 5 месяцев, но LCD-экран, применяемый для сотовых телефонов и применение которого возможно и для mp-3 плеера, уже освоен всеми отделами проектирования и производства ИСПиУ фирмы.
Ускорение процедуры проектирования в этом случае было возможно при применении ИСПиУ. Идея оформляется в виде технического задания на проектирование в результате обсуждения со специалистами САПР, которые в свою очередь задействуют специалистов других отделов.
2.Моделирование нового изделия, его узлов, устройств, механизмов и деталей (в САПР).
Здесь первоначальная идея реализуется специалистами САПР в виде трехмерных моделей (как правило, твердотельных, в редких случаях – каркасных, как наименее ресурсоемких по отношению к ЭВМ). Лицевые и декоративные элементы изделия доводятся дизайнерами, при этом также появляются поверхностные модели этих элементов изделия. Также здесь проектируются принципиальные схемы и производится разводка печатных плат.
В процессе моделирования идет активный обмен информацией с отделом АСИО по новейшим способам и средствам моделирования и проектирования. Главным достоинством применения интегрированных систем здесь можно назвать использование базы данных групповых технологий, т.е. использование ранее разработанных моделей, которые подходят по определенным характеристикам, параметрам и геометрическим размерам.
3.Анализ и имитация средствами АСИО.
Здесь производится анализ разработанных САПР узлов, устройств, механизмов и деталей проектируемого изделия следующих видов:
- кинематический анализ на работоспособность механических и др. узлов, механизмов и устройств;
13
-динамический анализ для определения динамических нагрузок на узлы, детали и их соединения;
-проверка на прочность нагруженных деталей (методом конечных элементов);
-влияния электронных и электрических устройств друг на друга
ина проводники между ними;
-анализ принципиальных схем;
-других специфических видов анализа.
При отрицательных выводах из анализа выдается требование на перепроектирование конкретной детали, узла и т.д. отделу САПР. После перепроектирования деталь снова передается отделу АСИО на анализ. После положительной оценки по всем анализам модель передается в АСТПП.
4.Разработка технологического процесса (в АСТПП).
На этом этапе проектируется технологический процесс изготовления деталей с учетом возможностей оборудования ГПС и сведений о новейших производственных возможностях и программах проектирования технологического процесса (из АСИО). В исключительных случаях может подаваться заявка на приобретение нового оборудования в ГПС.
Здесь разрабатываются маршруты движения деталей по конвейерным лентам между станками с ЧПУ и движения роботовманипуляторов, перемещающих детали с конвейеров на станки с ЧПУ и обратно. Также разрабатываются программы движения органов для станков с ЧПУ и движений манипуляторов для роботов-манипуляторов (постпроцессирование) и программы контроля качества для проектируемой продукции.
Вслучае невозможности изготовления данной детали (анализ производится средствами АСИО или иногда средствами самой АСТПП выдается требование отделу САПР на ее перепроектирование, после чего деталь опять проходит через анализы в АСИО и передается обратно в АСТПП. После успешной разработки технологического процесса производства новой продукции средствами ГПС по согласованию с АСУп (для определения момента времени, когда ГПС свободна) производится опытный образец, который испытывается средствами АСИО, которые могут в свою очередь давать требования на разработку специальных испытательных стендов и устройств отделами САПР, АСТПП и ГПЧ.
Вслучае успешного прохождения испытаний опытного образца (как правило, так и происходит) модель и технологический процесс пе-
14
редаются в САПЧ. В обратном случае выдается требование на перепроектирование и этапы 2, 3 и 4 повторяются.
5.Оформление проектной документации отделом САПЧ (с соблюдением требований действующих государственных стандартов).
На этом этапе производится оформление всей требуемой проектной документации, одной из важной для изготовления продукции является материальная ведомость, показывающая перечень материалов и их количество для изготовления единицы продукции. После ее изготовления результат архивируется и заносится в базу данных групповых технологий. Теперь процесс проектирования новой продукции может считаться полностью завершенным, а она – готовой к изготовлению средствами ГПС.
6.Сбор заявок на поставку продукции силами АСУп и календарное планирование производства.
В системе АСУп производится календарное планирование на поставку продукции потребителю по имеющимся заявкам с учетом длительности изготовления продукции в ГПС, присутствующее в проектной документации (она уже хранится в базе данных и легкодоступна АСУп). При этом календарный план включает в себя график работы оборудования ГПС с возможностью перекрестного изготовления различной продукции в одном цеху ГПС, а также график поставок материалов на склад.
Такая схема рассчитана на уменьшение размеров складов, и следовательно, уменьшение потерь на хранение материалов и готовой продукции, за счет практически моментального обеспечения заказов от поставщика. Также обязательно должны соблюдаться требования оптимизации материальных ресурсов – отрезки от размерных материалов используются для производства другой продукции (по возможности – информация из базы данных предприятия).
7.Производство продукции и опытных ее образцов в ГПС.
По календарным планам осуществляется производство продукции и опытных образцов для проектных отделов.
Для производства используются технологические карты и данные для оборудования из базы данных предприятия. При производстве производится автоматический контроль качества каждой единицы продукции (снижаются потери на брак за счет анализа каждой единицы продукции), станками с ЧПУ, оснащенными измерительным инструментом. Данные для этой операции берутся также из базы данных предприятия.
15