Материал: 1207
Передача крутящего момента осуществляется боковыми гранями шпонки. Между пазом ступицы и верхней гранью шпонки имеется небольшой зазор. Длина призматической шпонки обычно меньше длины ступицы на 8 10 мм. Шпонки в продольном разрезе показывают незаштрихованными.
А
h |
2 |
D |
d+t |
|
b |
А-А |
|
2 |
|
t |
|
1 |
|
t |
А
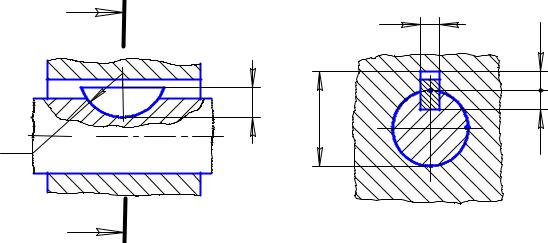
Рис. 10. Шпонка сегментная (ГОСТ 24071-80)
Примеры условных обозначений шпонок
1.Шпонка призматическая с размерами: b =18 мм, h = 11 мм, l=100
мм: шпонка 18х11х100 ГОСТ 23360-78.
2.Шпонка сегментная с размерами: b = 6 мм, h = 10 мм:
шпонка 6х10 ГОСТ 24071-80.
4.5. Шлицевые соединения
Зубчатое (шлицевое) соединение – соединение вала и втулки, осуществляемое с помощью зубьев (шлицев) и впадин (пазов), выполненных на валу и в отверстии втулки. Зубчатое соединение обладает большей прочностью по сравнению со шпоночным, передает большие крутящие моменты, обеспечивает хорошее центрирование и легкость перемещения деталей вдоль оси вала.
Стандартизированы соединения с прямобочным и эвольвентным профилем зубьев. Наиболее широко применяют первое соединение.
Размеры прямобочных шлицевых соединений установлены ГОСТ
1139-80.
15
Основные параметры: число зубьев Z, внутренний диаметр d, наружный диметр D, ширина зуба b.
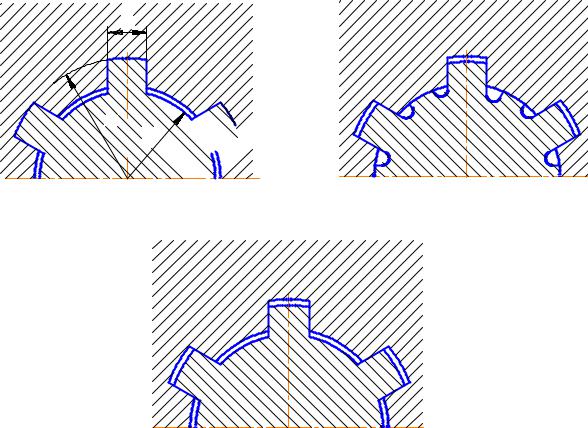
Поверхности зубьев вала и втулки могут соприкасаться (центрироваться) по внешнему диаметру D (с зазором по внутреннему диаметру, рис. 11, а), по внутреннему диаметру d (с зазором по наружному диаметру, рис.
а) |
б) |
b |
D
 d
d 

в)
Рис. 11. Условные изображения зубчатых валов по ГОСТ 2.409 74*
11, б) и боковыми сторонами зубьев (с зазором по наружному и внутреннему диаметрам, рис. 11, в). Окружности и образующие поверхностей выступов зубьев вала показывают на всем протяжении сплошными толстыми основными линиями (рис.12). Окружности и образующие поверхностей впадин на изображениях зубчатого вала показывают сплошными тонкими линиями. Сплошная тонкая линия поверхности впадин на проекции вала на плоскость, параллельную его оси, должна пересекать линию границы фаски. Границу зубчатой поверхности вала, а также границу между зубьями полного профиля и сбегом показывают сплошной тонкой линией
16
А-А |
А |
|
l |
||
b |
||
|
||
|
Rф |
|
|
А |
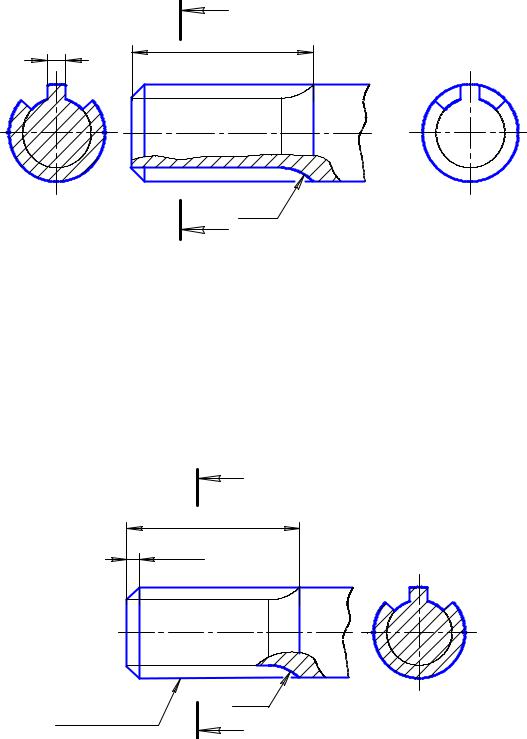
Рис. 12. Упрощенное изображение шлицев на валу
Правила выполнения чертежей зубчатых валов по ГОСТ 2.409 74* Чертежи зубчатых валов шлицевых соединений выполняются в соот-
ветствии с требованиями стандартов ЕСКД.
На рис.12 приведен чертеж зубчатого вала с прямобочным профилем зубьев. На изображении вала (рис. 13), полученном проецированием на
А |
|
l |
А-А |
с•45Е |
|
Rф |
|
d-8x36x40х7 |
|
А |
|
Рис. 13. Чертеж шлицевого вала
плоскость, параллельную оси, указывают длину l1 зубьев полного профиля до сбега, радиус инструмента (фрезы) Rф, а также основные параметры
17
шлицевого соединения: d 8 36 40 7,
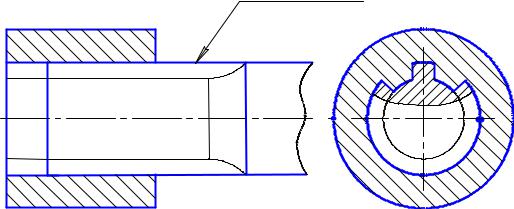
где d – вид центрирования;8 – число зубьев; 36 – внутренний диаметр; 40 – наружный диаметр; 7 – ширина зуба. На сборочном чертеже ограничиваются указанием вида центрирования, числа зубьев, размеров внутреннего и наружного диаметров и ширины зуба: d 8 36 40 7 (рис. 14).
d-8х36х40х7
Рис. 14. Изображение шлицевого соединения на сборочном чертеже
5. СВАРНОЕ СОЕДИНЕНИЕ
Сварным соединением называют неразъёмное соединение, выполненное сваркой.
Сварка процесс получения неразъёмного соединения деталей путем местного нагрева их до расплавленного или пластичного состояния.
Сварка плавлением характерна тем, что поверхности кромок свариваемых деталей плавятся и после остывания образуют прочный сварной шов. Чаще всего сварку плавлением осуществляют газовой или дуговой сваркой.
Сварные швы разделяются по следующим признакам: по протяженности непрерывные и прерывистые; по внешней форме шва усиленные и ослабленные; по форме подготовленных для сварки кромок со скосом и без скоса кромок; по характеру (типу) наполнения шва – одно - и двусторонний.
В зависимости от расположения свариваемых деталей различают следующие виды соединений:
1) стыковое соединение (С) сварное соединение элементов, расположенных в одной плоскости или на одной поверхности;
18
2)тавровое соединение (Т) сварное соединение, в котором к боковой поверхности одного элемента примыкает под углом и приварен торцом другой элемент;
3)угловое соединение (У) сварное соединение 2-х элементов, расположенных под прямым углом и свариваемых в месте примыкания их углов;
4)нахлесточное соединение (Н) сварное соединение, в котором свариваемые элементы расположены параллельно и перекрывают друг друга.
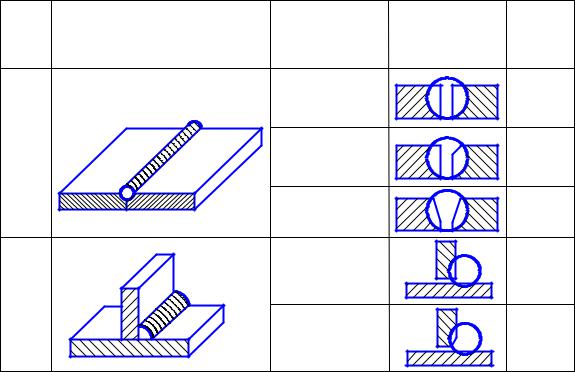
Втабл. 3 приведены примеры изображения некоторых швов сварных соединений, выполненных электродуговой сваркой по ГОСТ 5264-80, а также условное буквенно-цифровое обозначение сварного шва.
Независимо от способа сварки швы сварного соединения по ГОСТ |
||||
2.312-72 изображают: видимый сплошной основной линией, невидимый |
||||
штриховой линией (рис. 15). |
|
|
||
|
|
|
Таблица 3 |
|
Вид соедин. |
Наглядное |
Форма |
Форма |
|
подготовлен. поперечногоУсловнобозн.шва |
||||
изображение |
||||
|
|
кромок |
сечения |
|
|
|
Без скоса |
С2 |
|
Стыковое(С) |
|
кромок |
||
|
|
|||
|
Соскосом |
С8 |
||
|
одной кромки |
|||
|
Соскосом |
С17 |
||
|
|
кромок |
||
|
|
|
||
Тавровое(Т) |
|
Без скоса |
Т1 |
|
|
кромок |
|||
|
|
|||
|
Соскосом |
Т6 |
||
|
одной кромки |
|||
На изображении сварного шва различают лицевую и оборотную сто- |
||||
роны. За лицевую принимают ту сторону, с которой производится сварка. |
||||
От изображения сварных швов проходят линии-выноски, начинаю- |
||||
|
|
19 |
|
|