Материал: 1
3.2. Теоретико-вероятностный метод.
Решим задачу способом равноточных допусков:
Для удобства решения составим следующую таблицу:
|
|
|
|
|
|
|
A1=105 |
1,86 |
3,4596 |
- |
729 |
|
A2=21 |
1,31 |
- |
150 |
22500 |
|
A3=12 |
1,08 |
1,1664 |
110 |
12100 |
|
A4=21 |
1,31 |
- |
150 |
22500 |





Определим среднее число единиц допуска:

Значение
 соответствует 11-му квалитету точности
(табл. 26 [4]).
соответствует 11-му квалитету точности
(табл. 26 [4]).
Допуски на размеры Б1 (кроме резервного звена A1), соответствующие 11-му квалитету точности, запишем в четвертом столбце таблицы.
Определим допуск резервного звена:

 .
.
Проверка: должно выполняться условие


Вывод: Способ равных допусков применяют, если составляющие размеры входят в один интервал размеров, способ простой, но не достаточно точный. Способ равноточных допусков применяют, если все составляющие цепь размеры выполнены по одному квалитету точности. При решении задачи теоретико-вероятностным методом назначаются более грубые квалитеты точности, которые являются технологически легче выполнимыми и экономически более выгодными.
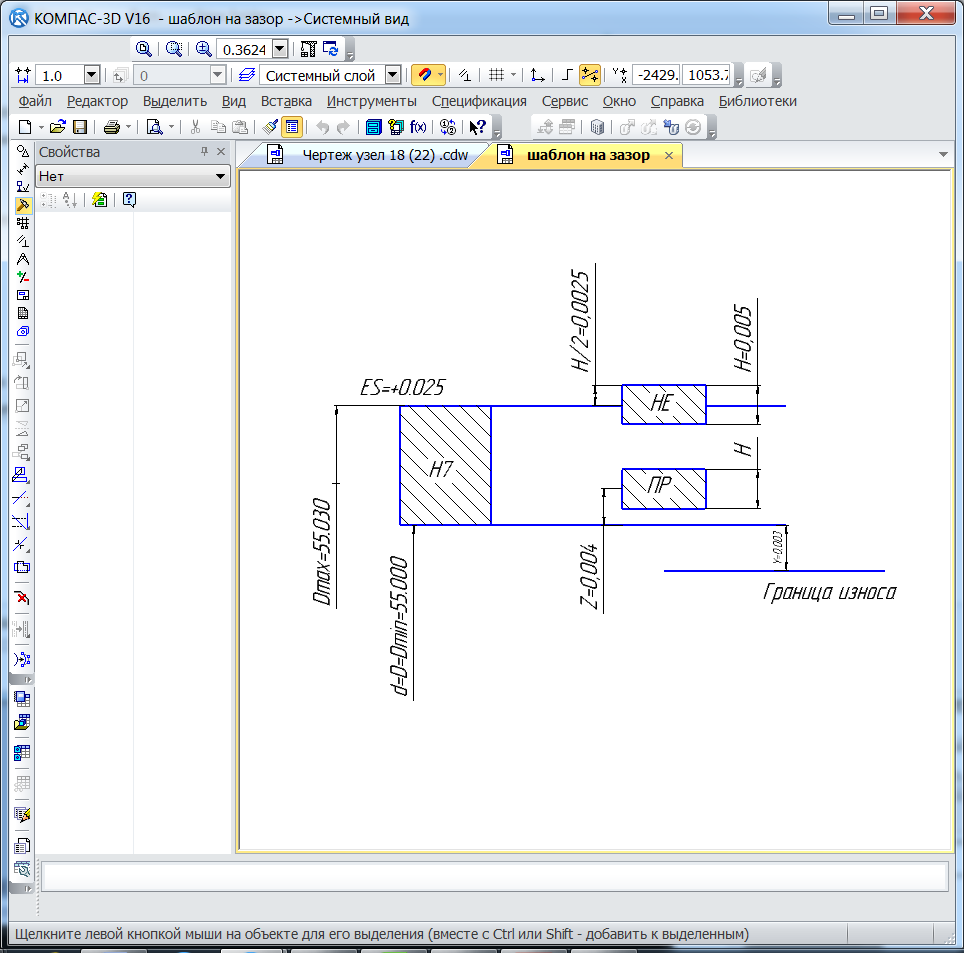
4. Расчёт калибра для детали поз. 7 соединения 4-7
-
Контролируемый размер Ǿ 55 По ГОСТ 25347-82 (табл.1.9, т1, [3)] находим предельные отклонения изделия: es=+0,030 мкм, ei=00 мкм. Наибольший и наименьший предельные размеры вала: d max =55,030 мм; d min =55 мм. По ГОСТ 24853-81 для 7-го квалитета и интервала размеров (50-80) мм находим данные для расчета размеров калибров: выбираем Н =5 мкм, мкм, z =4 мкм, у =3 мкм
|
Калибр |
Рабочий калибр |
Контрольный калибр |
|||||||
|
размер |
допуск |
размер |
допуск |
||||||
|
Для отверстия |
Проходная сторона новая |
Dmin+z |
± Н/2 |
– |
– |
||||
|
Проходная сторона изношенная |
Dmin-y |
– |
– |
– |
|||||
|
Непроходная сторона |
Dmax |
± H/2 или Hs/2 |
– |
– |
|||||
Исполнительные размеры (рабочий калибр) калибров для пробки
(ГОСТ 14810-69 и ГОСТ 14748-69) определяют по формулам:
 55.000+0,004+0,005/2=55.0065мм
55.000+0,004+0,005/2=55.0065мм
 55.000+0,004-0,005/2==55.0015мм
55.000+0,004-0,005/2==55.0015мм
 55.000-0,003=54,997мм
55.000-0,003=54,997мм
 55,0065-0,004=55.0025мм
55,0065-0,004=55.0025мм
 55.03+0,004/2=55.032мм
55.03+0,004/2=55.032мм
-
 55,03-0,004/2=55,028мм
55,03-0,004/2=55,028мм -
 55,032-0,004=55,028мм
55,032-0,004=55,028мм
Dmin- наименьший предельный размер изделия;
Dmax- наибольший предельный размер изделия;
Н- допуск на изготовление калибров для отверстия;
z- отклонение середины поля допуска на изготовление проходного калибра для отверстия относительно наименьшего предельного размера изделия;
у- допустимый выход размера изношенного проходного калибра для отверстия за границу поля допуска изделия.
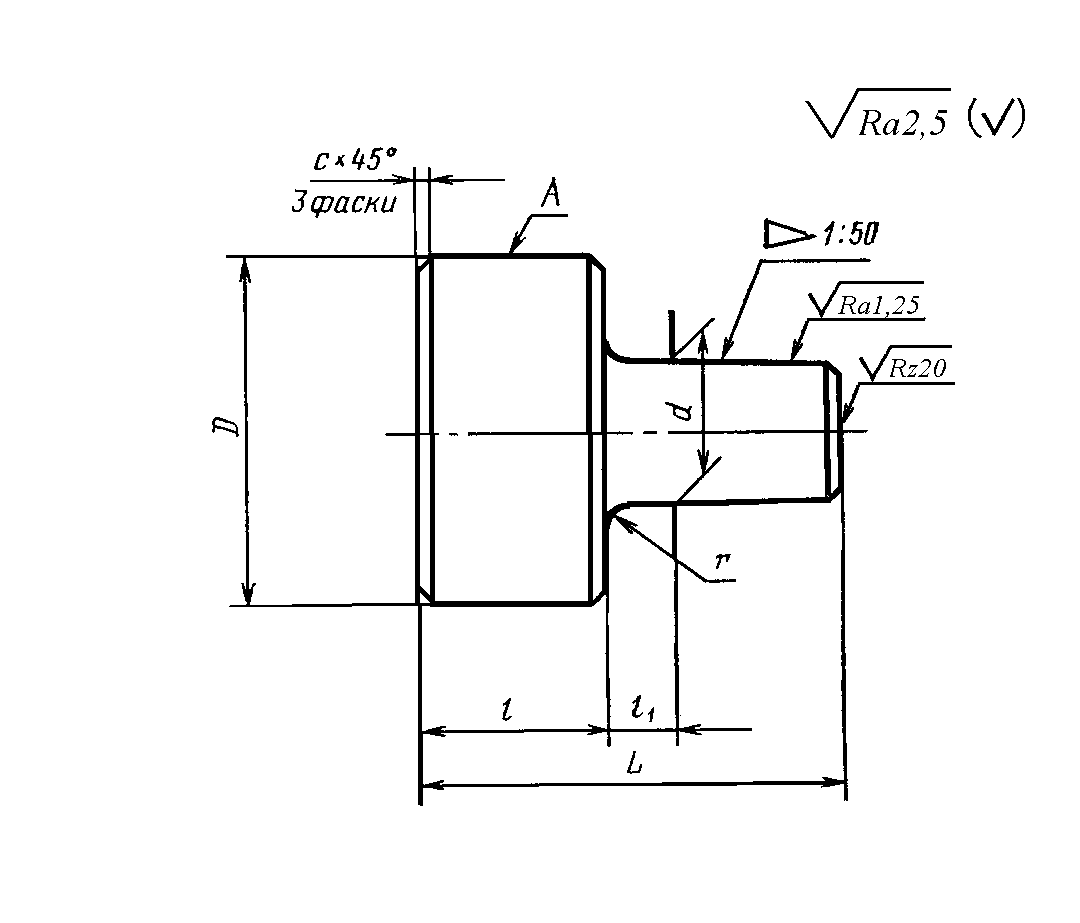
Рисунок 4. Калибр-пробка
-
5. Расчет предельных размеров и построение схемы расположения полей допусков деталей резьбового соединения 2-18.
Дано: Резьбовое соединение болтом планки и корпуса.
Метрическая резьба М10, шаг резьбы крупный, ГОСТ 9150 – 81.
Цилиндрическая резьба характеризуется следующими основными параметрами: профилем, средним d2(D2), наружным d(D) и внутренним d1(D1) диаметрами, шагом Р, углом профиля α, высотой исходного треугольника Н и др. Профиль и номинальные размеры диаметров, Р, α и Н являются общими для наружной и внутренней резьбы.
По ГОСТ 9150-81 установим следующие параметры резьбы (табл. 4.1):
d(D) – наружный и внутренний диаметр резьбы;
d1(D1) – внутренние диаметры болта и гайки;
d2(D2) – средние диаметры болта и гайки;
Р – шаг резьбы;
α – угол профиля;
Н – высота исходного треугольника.
Автор выбрал мелкий шаг резьбы Р=1,25 [Т2. стр 142] для резьбы диаметром 10 т.к. резьбы с мелким шагом более прочные.
Таблица 5.1 - Параметры резьбового соединения
|
d(D) |
d1(D1) |
d2(D2) |
Р |
α |
Н |
Н/8 |
Н/6 |
Н/4 |
|
10 |
8.647 |
9,188 |
1,25 |
60 |
1,08253 |
0,135375 |
0,1805 |
0,27075 |
Определим, к какой группе относится длина свинчивания резьбового соединения.
Различают малые S,
нормальные N и большие L
группы свинчивания резьбовых соединений.
К нормальной (N) длине
свинчивания относят длины свыше до
до .
Длины свинчивания, меньше нормальных,
относят к группе S, а
больше - к группе L. В данном
случае длина свинчивания l
= 12 мм относиться к группе нормальных
(4,244…12,69 мм) N длин
свинчивания.
.
Длины свинчивания, меньше нормальных,
относят к группе S, а
больше - к группе L. В данном
случае длина свинчивания l
= 12 мм относиться к группе нормальных
(4,244…12,69 мм) N длин
свинчивания.
По ГОСТ 16093-81 выбираем поля допусков наружной и внутренней резьбы, установленных в классах точности: точном, среднем и грубом. В данном случае класс точности - средний. Выбираем для внутренней резьбы поле допуска 6Н и поле допуска для наружной резьбы 6g.
Резьба м10 x1.25
По выбранному характеру резьбового соединения установим по ГОСТ 16093-2004 предельные отклонения размеров и занесем их в таблицу 5.2:
Таблица 5.2 - Предельные отклонения размеров резьбового соединения (мм) [4]
|
Диаметры |
Отклонения |
|
|
Наружная резьба (d) |
Внутренняя резьба D |
|
|
Наружный d,D |
es = -0,028 ei = -0,240 |
ES= - EI = 0 |
|
Средний d2, D2 |
es = -0,028 ei = -0,146 |
ES = 0,160 EI = 0 |
|
Внутренний d1, D1 |
es = -0,028 ei = - |
ES = 0,200 EI = 0 |
Нижнее отклонение внутреннего диаметра и верхнее отклонение наружного диаметра не нормируются. Нижние отклонения всех диаметров внутренней резьбы равны нулю.
Вычислим предельные значения диаметров
наружной и внутренней резьбы.
Для наружной резьбы:
dmax = d + es = 10,000 + ( -0,028) =9.972 (мм);
dmin = d + ei = 10,000 + ( - 0.240) =9.760 (мм);
d2max = d2 + es = 9188+ ( - 0,028) =9,160 (мм);
d2min = d2 + ei = 9,188+( - 0,146) = 9,042 (мм);
d1max = d1 + es = 8,647+ ( - 0,028) =8,619 (мм);
d1min не назначают.
Для внутренней резьбы:
Dmax не назначают;
Dmin = D + EI = 10,000 + 0 = 10,000 (мм);
D2max = D2 + ES = 9.188+ 0,160 = 9.348 (мм);
D2min = D2 + EI = 9,188+ 0 = 9,188 (мм);
D1max = D1 + ES = 8,647+ 0,200 = 8,847 (мм);
D1min = D1 + EI = 8,647+ 0 = 8,647 (мм).
Таблица 5.3. Предельные значения диаметров наружной и внутренней резьбы
|
Диаметры |
Обозначения |
Численное значение |
|
|
Наружная резьба |
Внутренняя резьба |
||
|
Наружный |
dmax(Dmax) dmin(Dmin) |
9.972 9.760 |
- 10,000 |
|
Средний |
d2max(D2max) d2min(D2min) |
9.160 9.042 |
9.348 9.188 |
|
Внутренний |
d1max(D1max) d1min(D1min) |
8.619 - |
8.847 8.647 |
Выберем средства контроля резьбового соединения. Резьбовые изделия контролируют с помощью предельных калибров (комплексный метод). В комплект для контроля цилиндрических резьб входят рабочие, проходные и непроходные предельные калибры. Проходные предельные калибры должны свинчиваться с резьбовым изделием; они контролируют приведенный, средний и наружный (у гаек) или внутренний (у болтов) диаметры резьбы. Непроходные резьбовые калибры контролируют средний диаметр.
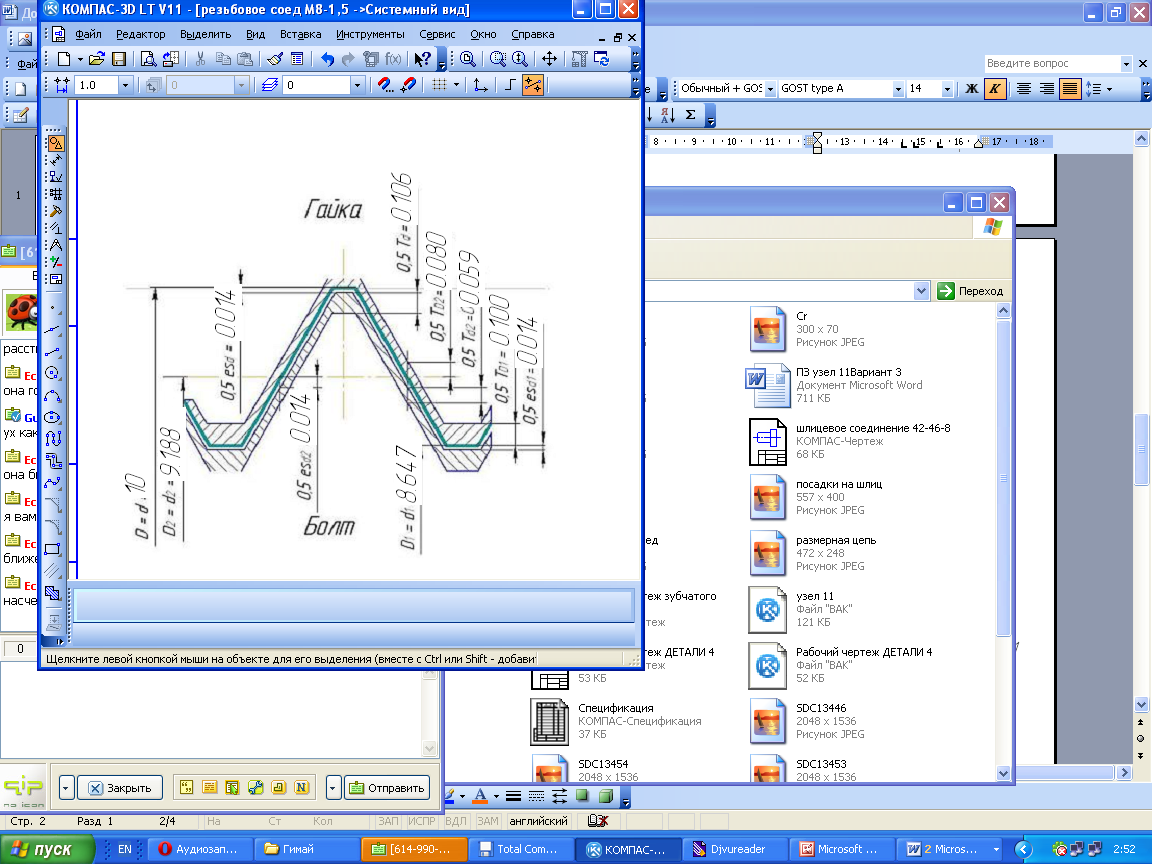
Рисунок 5. Схема допусков резьбового соединения
Назначения комплекса контролируемых параметров зубчатого колеса 7 и выбор средств контроля.
 - диаметр посадки колеса на вал.
- диаметр посадки колеса на вал.
 - модуль.
- модуль.
 - число зубьев колеса.
- число зубьев колеса.
Установим 7 степень точности для колеса (для зубчатых колёс общего машиностроения, не требующих особой точности). По ГОСТ 1643-81 выберем сопряжение B
Рассчитаем зубчатое колесо:
 - коэффициент смещения (т.2 [5]);
- коэффициент смещения (т.2 [5]);
 - делительный диаметр.
- делительный диаметр.
 - диаметр вершин зубьев.
- диаметр вершин зубьев.
 - диаметр впадин зубчатого колеса.
- диаметр впадин зубчатого колеса.
По ГОСТ 1643-81 для степени точности 7 контролируемые параметры зубчатого колеса будут следующими (том2 стр 317 табл 5,7)[3]:
1) по нормали кинематической точности:
 - допуск на колебание длины общей нормали.
- допуск на колебание длины общей нормали.
 - допуск на колебание измерительного
межосевого расстояния за оборот зубчатого
колеса.
- допуск на колебание измерительного
межосевого расстояния за оборот зубчатого
колеса.
2) по нормам плавности работы:
 - допуск на колебание измерительного
межосевого расстояния на одном зубе.
- допуск на колебание измерительного
межосевого расстояния на одном зубе.
3) по нормам контакта зубьев:
Суммарное пятно контакта: по высоте зубьев не менее 45%; по длине зубьев не менее 60%.
4) по нормам бокового зазора:
 - предельное отклонение межосевого
расстояния.
- предельное отклонение межосевого
расстояния.
 - наименьшее отклонение средней линии
общей нормали.
- наименьшее отклонение средней линии
общей нормали.
W=1,75*7,81448=
Измерение и контроль зубчатых колёс производится специальными и универсальными измерительными средствами:
1) для измерения межосевого расстояния используют штихмасы;
2) для измерения суммарного пятна контакта применяют проекторы и большие инструментальные микроскопы;
3) для измерения толщины зубьев, смещения исходного контура и длины общей нормали используют два ролика и микрометр, микрометрический нормалемер, жёсткие предельные скобы.
Назначение посадок сопрягаемых деталей