Материал: 1019
модели. В нем будет отображена презентация запущенного эксперимента. AnyLogic автоматически помещает на презентацию каждого простого эксперимента заголовок и кнопку, позволяющую запустить модель и перейти на презентацию, нарисованную вами для главного класса активного объекта этого эксперимента (Main).
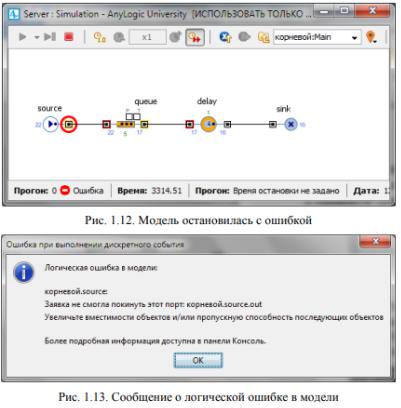
4. Щёлкните данную кнопку. Этим щелчком вы запустите модель и перейдете к презентации корневого класса активного объекта запущенного эксперимента. Для каждой модели, созданной в Библиотеке моделирования процессов, автоматически создается блоксхема с наглядной визуализацией процесса, с помощью которой вы можете изучать текущее состояние модели, например, длину очереди, количество обработанных запросов и так далее (рис. 1.12).
5. Для каждого объекта определены правила, при каких условиях принимать заявки. Некоторые объекты задерживают заявки внутри себя, некоторые — нет. Для объектов также определены правила: может ли заявка, которая должна покинуть объект, ожидать на выходе, если следующий объект не готов её принять. Если заявка должна покинуть объект, а следующий объект не готов её п ринять, и заявка не может ждать, то модель останавливается с ошибкой (рис. 1.12). Ошибка означает, что запрос не может покинуть объект source и войти в блок queue, так как его ёмкость, равная 5, заполнена. Также выдаётся сообщение о логической ошибке в модели (рис. 1.13).
6. Нажмите OK. Далее измените свойства объекта queue, т. е. увеличьте длину очереди (см. рис. 1.7). Для этого введите в поле Вместимость 15. Можете убедиться, что при увеличении ёмкости в пределах 6 … 14 модель по -прежнему останавливается с этой же ошибкой. Момент появления ошибки зависит от длительности времени моделирования.
7.Снова запустите модель.
8.Вы можете следить за состоянием любого объекта диаграммы процесса во время выполнения модели с помощью окна
инспекта этого объекта. Чтобы открыть окно инспекта, щёлкните мышью по значку нужного блока. Окно инспекта, подведя курсор, можно перемещать в нужное вам место. Также, подведя курсор к правому нижнему углу окна инспекта, можно при необходимости изменять его размеры.
9. В окне инспекта будет отображена базовая информация по выделенному объекту: например, для объекта queue будут отображены вместимость очереди, количество заявок, прошедшее
через каждый порт объекта и т. д. Такая же информация содержится в инспекте и для объекта delay.
10.Когда вы захотите остановить выполнение модели, Щёлкните мышью кнопку Прекратить выполнение панели управления окна презентации.
11.Для предотвращения остановок модели по ранее указанной ошибке — недостаточной ёмкости объекта queue — мы увеличили
ёмкость объекта queue. Однако можно было бы изменять среднее время имитации поступления запросов объектом source и среднее время обработки запросов сервером, т. е. среднее время задержки объекта delay, оставляя неизменной длину очереди и добиваясь безошибочной работы модели. Конечно, при изменении свойств объектов модели нужно обязательно исходить из целей её построения. Мы же пока не выполнили условий, указанных в постановке задачи, поэтому к выполнению их вернемся позже.
1.2 Лабораторная работа №2 «Работа в AnyLogic» по теме
«Инструментальные средства реализации моделей. Языки и системы моделирования. Язык моделирования GPSS»
Рекомендуемая литература: 1.
Перечень дополнительных ресурсов: 1, 2, перечень ресурсов в сети Интернет.
Цель работы: освоить язык моделирования GPSS.
Задание:
Построить модели в среде GPSS: 1.Модель производственного цеха
Цех располагает шестью группами различного оборудования, в каждой группе содержится оборудование определённого типа (см.
таблицу).
Но- |
Тип обору- |
Число |
единиц |
1 |
Отливочные |
14 |
|
2 |
Токарные |
5 |
|
3 |
Строгаль- |
4 |
|
4 |
Сверлиль- |
8 |
|
5 |
Фрезерные |
16 |
|
6 |
Шлифо- |
4 |
|
Цех производит 3 типа деталей. Каждый тип детали изготовляется по технологии, которая характеризуется определенной последовательностью этапов выполнения технологических операций, а каждый этап связан с использованием единицы определённого оборудования. Время выполнения операций распределено по экспоненциальному закону (см. таблицу).
ип |
Технология изготовления детали |
Среднее время |
|
|
|
выполнения операции |
|
|
последо- |
оборудование, |
|
|
вательность |
используемое на этапе |
|
|
1 |
Отливочный блок |
125 |
|
2 |
строгальный |
35 |
|
3 |
токарный |
20 |
|
4 |
шлифовальный |
60 |
|
|
|
|
|
1 |
фрезерный |
105 |
|
2 |
сверлильный |
90 |
|
3 |
токарный |
65 |
|
|
|
|
|
1 |
Отливочный блок |
235 |
|
2 |
фрезерный |
250 |
|
3 |
сверлильный |
50 |
|
4 |
строгальный |
30 |
|
5 |
шлифовальный |
25 |
|
|
|
|
Объём заказа для цеха на изготовление деталей в течение 8-ча- сового рабочего дня составляет в среднем 50 деталей и описывается распределением Пуассона. На детали
1-ого типа приходится 24 % этого объёма, 44 % – на детали 2- ого типа иоставшиеся32 %– на детали 3-его типа.
Построить имитационную модель, провести моделирование для пяти 40-часовых рабочих недель и в конце каждой недели вывести в файл результатов:
•распределение времени выполнения заказа по типам деталей;
•распределение количества изготовленных деталей по типам деталей;
•распределение количества незавершённых работ (неизготовленных деталей) по типам деталей.
2. Модель швейного цеха На трикотажной фабрике 50 швейных машин работают по 8 ча-
сов в день 5 дней в неделю. Любая из этих машин может в любой м о- мент времени выйти из строя. В этом случае её заменяют резервной машиной либо сразу (если есть резерв), либо по мере его появления. Тем временем сломанную машину отправляют в ремонтную мастерскую, где ее чинят и возвращают в цех, но уже в качестве резервной. В существующем замкнутом цикле движения машин можно выделить 4
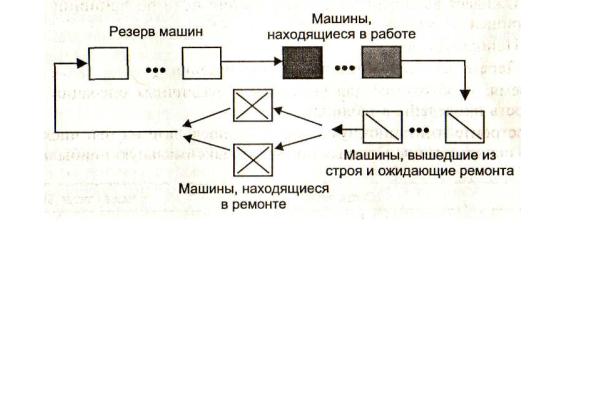
фазы (см. рисунок).
Предварительные прикидки по реорганизации производства показывают, что для организации надёжной и выгодной работы следует использовать 59 машин: 50 из них используются непосредственно в производстве, 5 составляют резерв (так называемый «горячий» резерв), 2 могут одновременно ремонтироваться и 2 находиться в состоянии ожидания ремонта. Из таких предположений следует, что в ремонтном подразделении следует держать не менее двух рабочих(см.
рисунок).
Управляющий хочет знать, насколько оправданы такие прикидки, сколько рабочих следует нанять для работы в мастерской, сколько машин арендовать для использования в качестве резервных, чтобы ими можно было заменить собственные в случае отказа, какую платить за это арендную плату.
Опыт эксплуатации машин на аналогичных предприятиях показывает, что на ремонт сломанной машины уходит примерно 7 + 3 часа. Время безотказной работы машины (т. е. время от отказа до следующего отказа, так называемая «наработка на отказ») составляет примерно 157 ± 25 часов и не зависит от того, собственные это м ашины или арендуемые.
Плата за аренду машин не зависит от того, работают они или простаивают.
Почасовой убыток от снижения уровня производства при использовании менее
50 машин в производстве составляет примерно 20 $ на неработающую машину.
Оплата рабочих в мастерской — 3,75 $ в час. За машины, находящиеся в резерве, надо платить по 30 $ в день.
Постройте модель системы и исследуйте на ней организацию системы с целью определения минимальной стоимости эксплуатации.