Материал: Задача №2 (Пересчитал)111
2.6. Расчёт необходимого перепада давления при перемещении электролита в зазоре.
Необходимый перепад давления при перемещении электролита в зазоре рассчитывается по формуле [4, стр. 21]:
![]() , (1.8)
, (1.8)
где Vэ – средняя скорость потока электролита, м/с;
l – длина межэлектродного пространства, мм;
g – ускорение свободного падения, 9,8 м/c2;
D – гидравлический диаметр, мм, есть отношение учетверённого сечения канала S к его периметру П;
Гидравлический диаметр определяется по формуле [4, стр. 21]:
![]() (1.9)
(1.9)
Найдем гидравлический диаметр:
![]()
Примем:
l
= (B-2·Н)
+![]() ·R
= (9-2·15) + 3.14·15=
26.1 мм = 0,0261
м
·R
= (9-2·15) + 3.14·15=
26.1 мм = 0,0261
м
Рассчитаем необходимый перепад давления по формуле (1.8):
![]()
2.7 Расчёт расхода электролита
Напор, создаваемый агрегатом прокачки электролита (например, насосом), должен компенсировать не только перепад давления в межэлектродном пространстве ΔP, но и потери давления в подводящей магистрали и на выходе из рабочей зоны (противодавление электролита) [4, стр.21].
Расход электролита определяется выражением [4, стр.21]:
![]() , (1.10)
, (1.10)
где μ – коэффициент расхода (для плоской щели μ=0,66-0,80), [4, стр. 21].
Примем: μ=0,7.
Рассчитываем расход электролита по формуле (1.10):
![]()
Практика показывает, что расход и напор электролита, необходимые для стабильного и качественного ведения процесса ЭХО, должны находится в определенных пределах (табл.1.2.) [4, стр.21-22].
2.8. Расчёт размеров формообразующей части электрода-инструмента.
Для обеспечения постоянной формы сечения межэлектродного пространства рабочая часть электрода-инструмента имеет только токопроводящий буртик высотой h, остальная часть покрыта электроизоляционным слоем.
Высота токопроводящего буртика определяется по формуле [4].
![]()
где at - торцевой межэлектродный зазор, aт = a = 0,07 мм.
![]()
Боковой зазор находится следующим образом [4]:
![]()
Длиновые размеры сечения электрода-инструмента рассчитываются по формуле:
![]()
![]()
Диаметр отверстий для подачи электролита находим из формулы:
![]()
Длина рабочей части электрода-инструмента
![]()
где vл - относительный износ электрода-инструмента (vл = 5,6%).
![]()
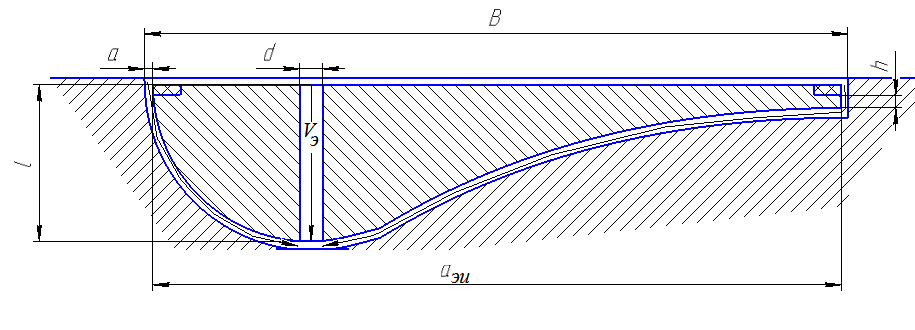
Рисунок 2.2 - Эскиз электрода-инструмента в разрезе одного отверстия и 3D модель ЭИ.
2.9 Расчёт площади сечения токоподвода.
Размеры участков для подвода напряжения рассчитывают в зависимости от силы тока, применяемого при обработке. Для этого вычисляют площадь участка как отношение силы тока к его плотности в местах контакта деталей [2, стр.132]:
![]() , (1.14)
, (1.14)
где I – величина технологического тока, А;
jк – плотность тока, А/мм2 (для медных проводников jП = 1-2 А/мм2)
![]()
2.10 Вывод
Электрохимический метод позволяет обрабатывать заготовки из токопроводящих материалов с высокими механическими свойствами, которые трудно или практически невозможно обрабатывать другими методами. Кроме этого, метод дает возможность получать самые сложные поверхности.
Для электрохимической обработки материала ОТ4-1 с использованием электролита 10%NaCl +3%KBr, получен следующий режим обработки:
- скорость анодного растворения,
![]()
- величина технологического тока,
![]()
- плотность тока,
![]()
- минимально необходимая скорость электролита, Vэ = 7 м/с;
- необходимый перепад давления,
![]()
- расход электролита,
![]()
- площадь сечения токоподвода, SП = 70 мм2.