Материал: Задача №2 (Пересчитал)111
2.Расчет параметров электрохимической обработки материала от4-1
Необходимые данные и задачи
Необходимо:
рассчитать электрохимический эквивалент обрабатываемого материала;
из справочной литературы в зависимости от состава, концентрации и температуры электролита выбрать его электропроводность.
Учитывая размеры и формы обрабатываемой детали, выбранных или назначенных режимов обработки провести необходимые расчеты:
скорость анодного растворения,
величину технологического тока, плотность тока,
минимально необходимую скорость течения электролита,
необходимый перепад давления при перемещении электролита в зазоре,
определить расход электролита,
рассчитать размеры формообразующей части электрода инструмента,
площадь сечения токоподвода.
Марка материала: ОТ4-1
Классификация: Титановый деформируемый сплав
Применение: тонкостенные детали сложной конфигурации, длительно работающие при температуре 300°C (3000 ч) и 350°C (2000 ч); класс по структуре псевдо α; Недостатки - сравнительно невысокая прочность; очень большая склонность к водородной хрупкости.
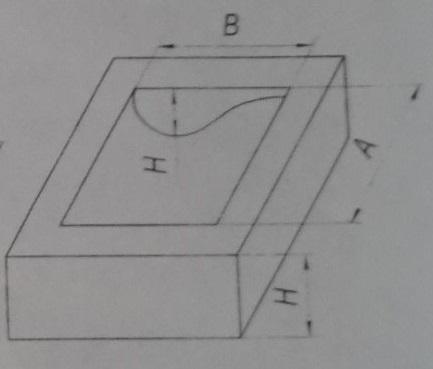
Рисунок 2.1. Эскиз обрабатываемой детали.
А = 43 мм – длина полости,
В = 9 мм – ширина полости,
Н = 15 мм – высота полости,
10% NaCl +3% KBr – электролит,
a = 0,07мм – межэлектродный зазор,
U = 24 В – напряжение на клеммах источника,
T = 20 C – температура электролита.
2.1. Расчёт электрохимического эквивалента обрабатываемого материала
Количество граммов вещества, полученного при прохождении единицы количества электричества, называется электрохимическим эквивалентом [1].
Количество электричества, необходимое для разложения 1 грамма эквивалента любого вещества, не зависит от его природы, а также величины тока, формы, материала электрода и электролизера. Это количество электричества называется Фарадеевым (F = 96494 Кл = 26,8 A/ч) [1].
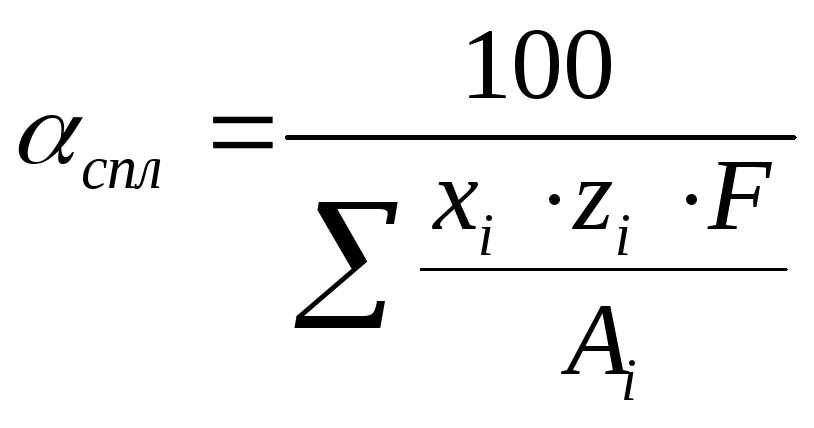
Электрохимический эквивалент сплава рассчитывается по формуле
[2, стр.101]:
 ,
(1.1)
,
(1.1)
где:
xi – процентное содержание химического элемента в сплаве (прил. 1.1);
zi – степень окисления химического элемента в сплаве (валентность);
Аi – атомная масса химического элемента в сплаве;
F – число Фарадея (F=96494 Кл=26,8 A/ч) [1].
В таблице 1.1, дано процентное содержание химических элементов материала ОТ4-1, данные взяты [3, стр. 372].
Таблица 1.1 – Химический состав материала.
|
Химический элемент |
Процентное содержание |
Валентность |
Атомная масса |
|
Mn |
2 |
II |
54,94 |
|
Fe |
0,3 |
II |
55,85 |
|
Al |
2,5 |
III |
26,98 |
|
Ti |
97,5 |
II |
47,86 |
|
Zr |
0,3 |
III |
91,22 |
|
Si |
0,12 |
IV |
28,09 |
|
C |
0,1 |
IV |
12,01 |

Объёмный электрохимический эквивалент сплава определяется следующим образом:
![]()
где γ – плотность сплава, г/см3
![]()
2.2. Выбор электропроводности рабочей жидкости
Электропроводность электролита в зависимости от температуры можно определить, воспользовавшись табл. П2 [4, стр. 71] или формулой [2,4]:
![]() ,
(1.2)
,
(1.2)
где ![]() – удельная электропроводность раствора
при температуре
– удельная электропроводность раствора
при температуре
t ºС;
![]() – удельная проводимость электролита
при 18 C0;
– удельная проводимость электролита
при 18 C0;
![]() – температурный коэффициент, в расчетам
можно принять
– температурный коэффициент, в расчетам
можно принять
![]() .
.
Выбираем электропроводность электролита по табл. П2 [4, стр. 71]:
![]() Ом-1·м-1
Ом-1·м-1
2.3 Расчёт скорости анодного растворения
Закон анодного растворения записывается в виде [2,стр.102]:
![]() ,
(1.3)
,
(1.3)
где η – выход по току материала заготовки (для нашего сплава η=0,85), [4, стр. 73];
![]() – электрохимический эквивалент
сплава,
– электрохимический эквивалент
сплава,
![]() ;
;
χ – удельная электропроводность электролита, Ом-1·м-1;
U – напряжение на зажимах источника тока, В;
ΔU – потери при прохождение тока через заготовку, В (ΔU=3 В) [2, стр.111];
amin – минимальный межэлектродный зазор, мм.
2.4 Расчёт величины технологического тока и плотности тока.
Величина технологического тока рассчитывается по формуле [2, стр.101-102; 4 стр.25]:
![]() , (1.4)
, (1.4)
где U – напряжение на зажимах источника тока, В;
ΔU – потери напряжения при прохождение тока через заготовку, В;
S – площадь обрабатываемой поверхности, мм2 ;
χ – удельная электропроводность раствора, Ом-1·см-1;
s – межэлектродный зазор, мм;
Площадь обрабатываемой поверхности рассчитывается:
![]()
Определим величину технологического тока по формуле (1.4):
![]()
Плотность тока определяется выражением [2, стр.101; 4, стр.25]:
![]() , (1.5)
, (1.5)
где I – величина технологического тока, А;
S – площадь обрабатываемой поверхности, мм2.
![]()
2.5 Расчёт минимально необходимой скорости течения электролита.
В результате реакций на обрабатываемой поверхности заготовки образуются продукты обработки, в том числе нерастворимые гидроксиды. Их концентрация в районе протекания анодного растворения в начальный момент превышает концентрацию в электролите. Количество продуктов обработки в прианодной и прикатодной областях будет зависеть от скорости анодного растворения и скорости выноса частиц потоком жидкости [2, стр.108].
Сначала вычисляют скорость электролита Vэ’, которая могла бы обеспечить полный унос продуктов анодных и катодных реакций из указанного пространства, затем скорость Vэ’', которая исключила бы в нём недопустимый перегрев электролита [4, стр.20].
Скорость электролита определяется по формуле [2,стр.110; 4, стр.20]:
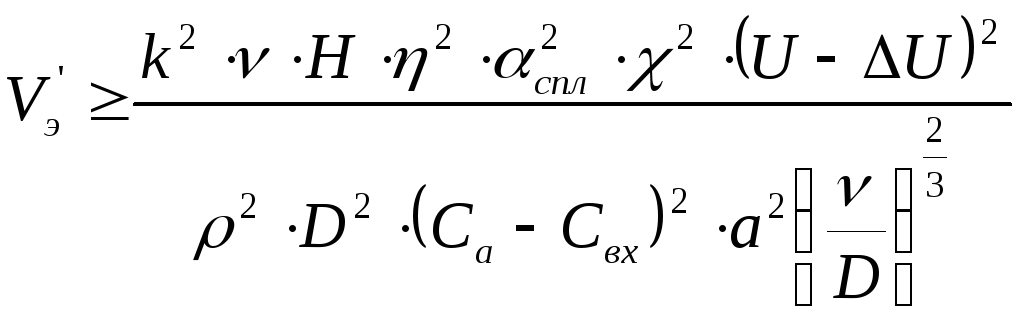 , (1.6)
, (1.6)
где k – безразмерный коэффициент (k=4,64) [2, стр.109];
ν – кинематическая вязкость электролита в пределах диффузионного слоя, мм2/с (ν = 1,2…1,8 мм2/с,), [2,стр.110; 4, стр.20];
Н – длина обрабатываемой поверхности заготовки в направлении потока электролита, мм;
ρ – плотность продуктов обработки, кг/м3 (ρ = 2500…3000 кг/м3), [2,стр.109; 4, стр.20];
D – коэффициент диффузии, применяется в зависимости от концентрации электролита и его температуры, мм2/с, [2,стр.109; 4, стр.20];
С – массовая концентрация продуктов обработки (Сa – в зазоре на аноде, (Сa=0,92…0,97); Cвх – на входе в зазор в электролите (Cвх=0,002…0,005), [2,стр.109; 4, стр.20].
Выбираем:
ν =1,5 мм2/с;
ρ =2500 кг/м3;
D = 1,5·10-3 мм2/с [4, стр.20];
Сa = 0,92;
Cвх = 0,05.
Примем:
H=15 мм
![]() =
0,013832 г/А·мин = 0,00023 г/А·с
=
0,013832 г/А·мин = 0,00023 г/А·с
![]() Ом-1·м-1
Ом-1·м-1
Найдем скорость электролита по формуле (1.6):

Скорость, исключающая перегрев электролита, определяется следующим образом [2, стр.111]:
![]() ,
(1.7)
,
(1.7)
где U – напряжение на электродах, В;
Н – длина обрабатываемой поверхности в направлении течения электролита, мм;
ΔT – допустимый нагрев электролита, определяется точностью ЭХО. На практике ΔT=5-10°С. Для небольших по длине поверхностей принимается меньшее значение ΔT [4, стр.21];
ρэ – плотность электролита, г/см3 (ρэ = 1,06 - 1,12 г/см3), [4, стр. 21];
Сэ – теплоёмкость раствора электролита.
Примем:
ΔT = 5°С
ρэ = 1,1 г/см3=0,0011 г/мм3;
Сэ = 4,18 Дж/г·°С, [4, стр.21];
![]() Ом-1·мм-1
Ом-1·мм-1
Определим скорость электролита по формуле (1.7):
![]()
Скорость электролита выбирается наибольший из двух полученных [2, стр.111], отсюда Vэ = 7 м/с.