Материал: Углеродные наноматериалы, производство, свойства, применение (Мищенко), 2008, c.172
|
|
гексагидрат |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Нитрат магния |
|
|
Mg(NO3)2 × 6H2O |
|
256,4 |
|
|
232 г |
1,464 |
||||||
|
|
гексагидрат |
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Кислота |
|
|
NH2 – CH 2 – COOH |
|
75 |
|
|
|
25,3 г |
|
|||||
|
|
аминоуксусная |
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Этиленгликоль |
|
|
(CH2OH)2 |
|
|
|
62,07 |
|
|
∞ |
1,1133 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3.8. K y УНМ на катализаторах, полученных золь-гель методом |
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
№ |
NiO/SiO2, |
|
|
Выход УНМ, гС/гkt |
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
Опыт № |
Опыт |
Опыт № |
Опыт |
|
Опыт № |
|
|
x |
|
|
|||||
|
|
п/п |
% |
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
1 |
|
№ 2 |
3 |
№ 4 |
|
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
1 |
90/10 |
5,1587 |
5,5716 |
4,3658 |
3,1993 |
|
5,8370 |
|
4,8265 |
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
2 |
80/20 |
6,4635 |
6,8423 |
6,6554 |
7,0043 |
|
6,4810 |
|
6,6893 |
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
3 |
70/30 |
8,5514 |
8,5721 |
7,9259 |
8,123 |
|
8,0440 |
|
8,2433 |
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
4 |
60/40 |
9,5478 |
10,2515 |
9,9259 |
10,7519 |
|
9,2440 |
|
9,9442 |
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
5 |
50/50 |
7,2727 |
9,5481 |
8,4634 |
7,0944 |
|
7,9833 |
|
8,0724 |
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
6 |
40/60 |
1,5965 |
3,0457 |
2,4901 |
3,251 |
|
2,5244 |
|
2,5815 |
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
7 |
30/70 |
1,5234 |
2,5128 |
2,0458 |
2,0451 |
|
2,5742 |
|
2,1403 |
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
8 |
20/80 |
1,2256 |
2,0254 |
1,5641 |
1,8762 |
|
1,6548 |
|
1,6692 |
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
9 |
10/90 |
0,5625 |
0,5352 |
0,4982 |
0,5395 |
|
0,8742 |
|
0,6019 |
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ky, гС/ гkt
NiO, %
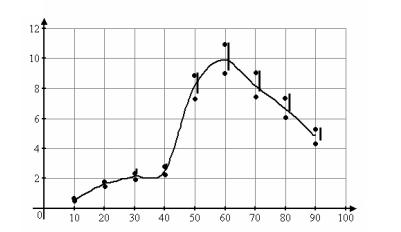
Рис. 3.14. Зависимость K y УНМ от состава катализатора
Подобные результаты объясняются рядом особенностей, характерных для соединений, полученных гомогенным зольгель методом.
Вданном случае оксид кремния является стабилизатором системы, не позволяющим частицам оксида никеля спекаться
впроцессе реакции. Этим и объясняется тот факт, что изменение концентрации SiO2 в составе катализатора от 10 до 40 % (мас.) приводит к возрастанию выхода УНМ. Было бы логично предположить, что дальнейшее увеличение содержания оксида кремния в системе приводит к улучшению изоляции восстанавливаемых металлических частиц, но наблюдается обратное явление. Таким образом, возникает, на первый взгляд, парадоксальное заключение, что оксид кремния, введенный в систему
вколичестве 90 %, обеспечивает худшую защиту частиц никеля от спекания, чем в количестве 10 %. Ведь увеличение кон-
центрации оксида кремния в системе NiO– SiO2 приводит к уменьшению размеров частиц оксида никеля, что, безусловно, должно увеличивать активность катализатора. Однако одновременно с этим происходит уменьшение активной поверхности
никелевых частиц из-за образования силикатов никеля на границе раздела фаз и стекловидного покрытия из SiO2 на поверхности каталитических частиц. Высокая дисперсность частиц никеля не важна, если их поверхность недоступна для реагентов.
Следует отметить и тот факт, что дисперсность металла уменьшается вслед за увеличением его содержания в системах, полученных гомогенным золь-гель методом, так как при увеличении содержания металла происходит его кристаллизация, по-видимому, этим и объясняется уменьшение выхода УНВ с увеличением концентрации оксида никеля в образцах катализатора.
Соотношение 60 % NiO/40 % SiO2 для данного метода получения катализатора следует признать наиболее рациональным. В этом случае обеспечивается высокая дисперсность частиц оксида никеля, а уменьшение активной поверхности каталитических частиц за счет образования стекловидного покрытия минимально. В то же время кремния не достаточно для образования большого количества силикатов никеля и вывода таким образом активных частиц из реакции.
Гетерогенный золь-гель метод. Приготавливали водно-спирто-вой раствор ТЭОС. 50 мл тетраэтоксисилана растворяли в 40 г этилового спирта (концентрация 96 %, плотность 0,7893 г/л) при перемешивании, загружали 2 мл дистиллированной воды, 2 мл азотной кислоты (0,1 г/эквив.), размешивали до полного растворения воды. Раствор выдерживали в течение 24 часов.
Si(OC2H5)4 : C2H5OH: H2O: HNO3 =
= 0,192: 0,6853: 0,1108: 0,0066 = 1: 3,57: 0,58: 0,034.
Получали прикурсор никеля. Водный раствор аммиака и водный раствор нитрата никеля 6-водного размешивали до появления взвешенных частиц. В результате реакции образовался осадок гидроксида никеля.
Осадок фильтровали и промывали водой, чтобы удалить нитрат аммония. После высыхания на воздухе при 110 °С в течение часа порошок измельчали в диспергаторе. Нестехиометрическую окись никеля (63,3 весовых % Ni) получали сжиганием гидроокиси никеля на воздухе при 250 °С:
Ni(OH)2 = NiO + H2O.
Образцы окиси никеля модифицировали диоксидом кремния, который смешивали с алкозолем. Смесь NiO и алкозоля высушивали в потоке воздуха при комнатной температуре. После температуру поднимали до 150 °С и выдерживали в течение 60 минут.
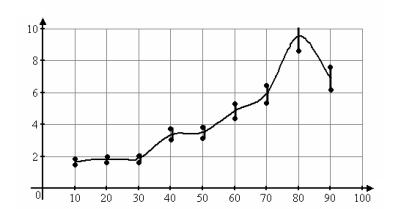
Установлено (рис. 3.15), что наивысшее значение выхода УНМ приходится на концентрацию катализатора, равную 80 %. Из графика видно, что постепенное увеличение концентрации никеля способствует возрастанию выхода конечного продукта. Данная тенденция сохраняется вплоть до 80 %, затем наблюдается спад.
Такой результат связан с изменением концентрации кремния в образцах. Высокое содержание оксида кремния делает поверхность катализатора менее доступной для газовой смеси в процессе пиролиза, поэтому на диаграмме виден постепенный подъем выхода конечного продукта в противоположность к уменьшению содержания кремния. Но при 90 %-ном содержании никеля в образце кремния, который выполняет в процессе еще и роль разделителя частиц катализатора (препятствует спеканию частиц при высокой температуре пиролиза), становится недостаточно, что и приводит к уменьшению выхода УНМ.
3.9. K y УНМ на катализаторах, полученных гетерогенным золь-гель методом
|
№ |
NiO/SiO2, |
|
Выход УНМ, гС/гkt |
|
|
|
|
|
|
|
|
|
|
|
||
|
п/п |
% |
|
|
|
|
|
|
Опыт № 1 |
Опыт № 2 |
Опыт № 3 |
|
x |
||||
|
|
|
|
|||||
1 |
90/10 |
7,5568 |
6,5421 |
6,5562 |
6,8850 |
|||
|
|
|
|
|
|
|
||
2 |
80/20 |
10,4682 |
9,248 |
8,9842 |
9,5668 |
|||
|
|
|
|
|
|
|
||
3 |
70/30 |
5,5421 |
6,2358 |
5,9512 |
5,9097 |
|||
|
|
|
|
|
|
|
||
4 |
60/40 |
4,4873 |
4,1256 |
5,8953 |
4,8361 |
|||
|
|
|
|
|
|
|
||
5 |
50/50 |
3,3654 |
4,0356 |
2,9532 |
3,4514 |
|||
|
|
|
|
|
|
|
||
6 |
40/60 |
3,4533 |
3,6054 |
3,0056 |
3,3548 |
|||
|
|
|
|
|
|
|
||
7 |
30/70 |
1,5843 |
1,8569 |
2,0356 |
1,8256 |
|||
|
|
|
|
|
|
|
||
8 |
20/80 |
1,952 |
1,7633 |
1,6582 |
1,7912 |
|||
|
|
|
|
|
|
|
||
9 |
10/90 |
1,5462 |
1,6532 |
1,7423 |
1,6472 |
|||
|
|
|
|
|
|
|
|
|
Ky, гС/ гkt
NiO, %
Рис. 3.15. Зависимость K y УМН от состава катализатора
Цитратный золь-гель метод. Раствор получали смешением нитратов магния и никеля с водой. При непрерывном перемешивании добавляли этиленгликоль в двойном избытке. В раствор вносили лимонную кислоту и размешивали до полного растворения. Полученный раствор нагревали в вакуумной печи до 80 °С и выдерживали при данной температуре 3 часа. Затем нагревали до 140 °С и при данной температуре раствор находился в течение 1 часа. Далее подвергали термообработке при 500…550 °С в течение 20 минут.
Результаты эксперимента представлены в табл. 3.10.
3.10. K y УНМ на катализаторах, полученных цитратным золь-гель методом
|
№ |
NiO/MgO, |
|
Выход УНМ, гС/гkt |
|
|
|
||
|
Опыт |
Опыт |
Опыт |
Опыт |
|
|
|
||
|
п/п |
% |
|
|
|
||||
|
x |
||||||||
|
|
|
№ 1 |
№ 2 |
№ 3 |
№ 4 |
|
||
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
||
1 |
90/10 |
16,9153 |
16,8784 |
16,9840 |
17,1942 |
16,9930 |
|||
2 |
80/20 |
20,0143 |
17,1318 |
18,6519 |
19,2838 |
18,7705 |
|||
3 |
70/30 |
23,8316 |
19,1312 |
22,1438 |
19,7570 |
21,2159 |
|||
4 |
60/40 |
27,3955 |
27,9173 |
29,0676 |
30,5615 |
28,7355 |
|||
|
|
|
|
|
|
|
|
||
5 |
50/50 |
16,8163 |
15,2880 |
18,7535 |
16,1564 |
16,7535 |
|||
|
|
|
|
|
|
|
|
||
6 |
40/60 |
11,9170 |
12,4907 |
13,5357 |
10,9763 |
12,2299 |
|||
|
|
|
|
|
|
|
|
||
7 |
30/70 |
5,2341 |
5,3215 |
6,2154 |
5,0254 |
5,4491 |
|||
|
|
|
|
|
|
|
|
||
8 |
20/80 |
4,2351 |
5,3547 |
5,2340 |
4,8765 |
4,9251 |
|||
9 |
10/90 |
3,5846 |
4,2158 |
5,0248 |
4,0574 |
4,2207 |
|||
|
|
|
|
|
|
|
|
|
|
Ky, гС/ гkt
NiO, %
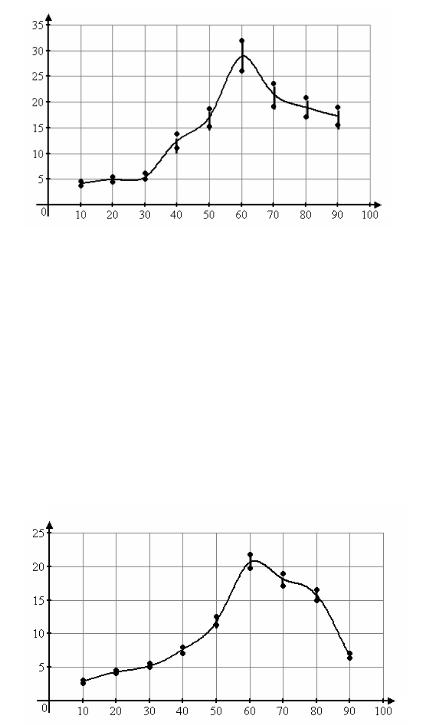
Рис. 3.16. Зависимость K y УМН от состава катализатора
Использование катализаторов, синтезированных цитратным золь-гель методом в процессе пиролиза, привело к следующим результатам: наибольший выход равен 29 гС/гkt и наблюдается при использовании порошка катализатора состава 60
% NiO/40 % MgO (рис. 3.16).
Катализатор получали из раствора, состоящего из органического полимера, в структуру которого были включены частицы как никеля, так и магния. Магний в данном случае служит своего рода инертной прослойкой, препятствующей частицам никеля спекаться при температурах, достигаемых в процессе пиролиза. Рост содержания никеля в порошке вплоть до достижения 60 %-ной концентрации сопровождается возрастанием выхода УНМ. При дальнейшем росте его концентрации выход уменьшается.
Увеличение доли никеля соответственно приводит к уменьшению количества магния, при концентрации менее 40 % его становится недостаточно для обеспечения наилучшего уровня разделения частиц катализатора, и частицы никеля начинают спекаться. В результате их размер увеличивается и они становятся неспособны образовывать УНМ и постепенно покрываются аморфным углеродом, что приводит к уменьшению выхода УНМ.
Хелатный метод. Раствор получали смешением нитратов магния и никеля с водой. В раствор вносили аминоуксусную кислоту и размешивали до полного растворения. Полученный раствор нагревали в вакуумной печи до 80 °С и выдерживали при данной температуре 3 часа. Затем нагревали до 140 °С и при данной температуре раствор находился в течение 1 часа. Далее подвергали термообработке при 500…550 °С в течение 20 минут.
Ky,гС/гkt
NiO, %
Рис. 3.17. Зависимость K y УНМ от состава катализатора
Из графика (рис. 3.17) видно, что тенденции, характерные для катализатора, полученного цитратным золь-гель методом, сохраняются и в данном случае. Максимальный выход УНМ составляет 20,67 гС/гkt, что ниже чем при использовании цитратного метода (29 гС/гkt). Данный факт объясняется менее равномерным распределением частиц, составляющих катализатор, друг в друге. Включение частиц в полимере обеспечивает лучшее распределение, чем создание коллоидного геля из димеров.
3.11. K y УНМ на катализаторах, полученных хелатным золь-гель методом
|
№ |
NiO/MgO, |
|
Выход УНМ, гС/гkt |
|
|
|
||
|
|
|
|
|
|
|
|
||
Опыт |
Опыт |
Опыт |
Опыт |
|
|
|
|||
|
п/п |
% |
|
|
|
||||
|
x |
||||||||
|
|
|
№ 1 |
№ 2 |
№ 3 |
№ 4 |
|
||
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
||
1 |
90/10 |
7,5942 |
5,3641 |
6,4871 |
7,0254 |
6,6177 |
|||
2 |
80/20 |
15,6842 |
16,2584 |
14,6541 |
16,0512 |
15,6620 |
|||
3 |
70/30 |
18,5444 |
18,1254 |
17,1259 |
18,1523 |
17,9870 |
|||
4 |
60/40 |
20,9470 |
21,6541 |
19,6247 |
20,4350 |
20,6652 |
|||
5 |
50/50 |
12,3510 |
11,5698 |
12,5321 |
10,9853 |
11,8596 |
|||
6 |
40/60 |
7,6521 |
8,0654 |
6,6584 |
7,6514 |
7,5068 |
|||
7 |
30/70 |
4,5628 |
5,9841 |
5,2315 |
4,8574 |
5,1590 |
|||
8 |
20/80 |
3,2154 |
5,0673 |
4,3759 |
4,2589 |
4,2294 |
|||
9 |
10/90 |
2,9864 |
2,6543 |
2,0847 |
3,3842 |
2,7774 |
|||
Оценка качества УНМ (размеров, наличие аморфного углерода, организации), полученных на разных катализаторах, проводилась с использованием электронной микроскопии. Микроснимки были получены с помощью сканирующего электронного микроскопа JSM-6380 (ВГТУ).
Экспериментальные результаты подтвердили возможность осуществления синтеза наноуглерода на катализаторах, полученных различными золь-гель методами. Установлено, что на эффективность роста наноструктур значительно влияет количество активного компонента (Ni), причем для различных методов его соотношение с носителем (Mg) различно.
Существенно отличается также эффективность работы катализаторов (рис. 3.19). Максимальный выход (29 гС/гkt) получен при использовании цитратного метода при составе 60 % NiO/40 % MgO.
Что касается качества полученных материалов, то, как следует из представленных на рис. 3.18 микрофотографий, лишь УНМ, синтезированный гомогенным золь-гель методом, следует признать не пригодным для промышленного применения вследствие большого количества нетубулированных включений (≈ 70 %).
а) |
в) |
б) |
г) |
Рис. 3.18. Электронные микрофотографии УНМ, полученных гомогенным (а), гетерогенным (б), цитратным (в) и хелатным (г) методами
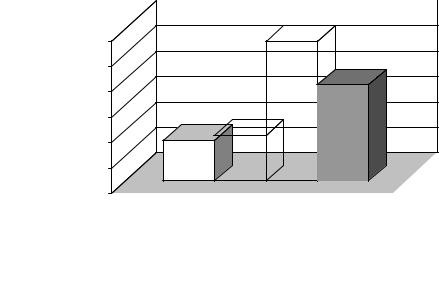
K y , гС /гk t
30
25
20
15
10
5
0
Гомогенный метод (60 % NiO/40Гомогенный% MgOметод2) (60%NiO/40%MgO2)
Гетерогенный метод (80 %ГетерогенныйNiO/20 % SiO2)метод(80%NiO/20%SiO2)
Цитратный метод (60 % NiO/40Цитратный% MgO)метод(60%NiO/40%MgO) Хелатный метод (60 % NiO/40Хелатный% MgO)метод(60%NiO/40%MgO)
Рис. 3.19. Гистограмма каталитической активности
Испытанные катализаторы после тщательной оценки морфологических и иных характеристик полученных на них УНМ могут успешно конкурировать с катализаторами иных рецептур и методов получения. Следует отметить сравнительно низкое содержание в них аморфного углерода и графитизированных частиц (до 10 %) и узкий диапазон диаметров нанотрубок – 20…35 нм. Этот факт может оказаться определяющим при синтезе УНМ для конкретной области применения.
3.2. МЕТОДЫ ПОВЫШЕНИЯ ЭФФЕКТИВНОСТИ КАТАЛИЗАТОРОВ
Важнейшей стадией подготовки гетерогенных катализаторов ГФХО-процесса получения УНМ является их активация, под которой понимаем комплекс физико-механических средств воздействия на катализаторную массу, позволяющих значительно повысить эффективность синтеза наноструктур. Формирование оптимальных, в первую очередь с точки зрения производительности синтеза, характеристик катализатора и являлось основной задачей проведенной серии экспериментов.
Эта задача решалась путем исследования влияния на эффективность процесса получения УНМ механических (диспергирование) и физических (электромагнитное и ультразвуковое воздействие) методов активации. Выбор именно этих методов и соответствующего оборудования определился в связи с имеющимся у авторов опытом исследовательской работы в области переработки сыпучих материалов [21 – 25]. Причем часть этого оборудования без существенных доработок хорошо вписывается в технологическую схему опытно-промышленного производства УНМ (см. рис. 4.1).