Материал: ТКП-самостоятельная
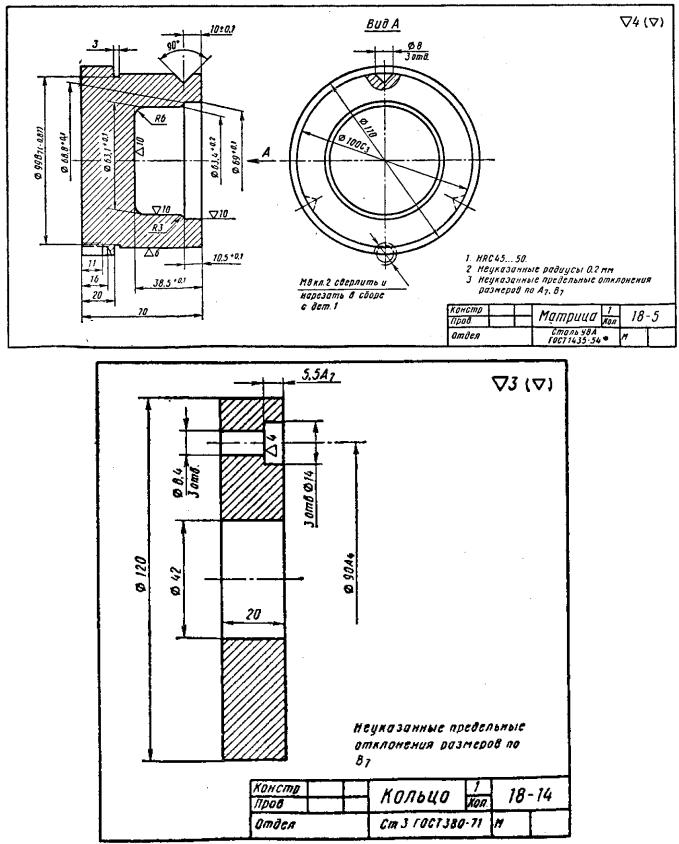
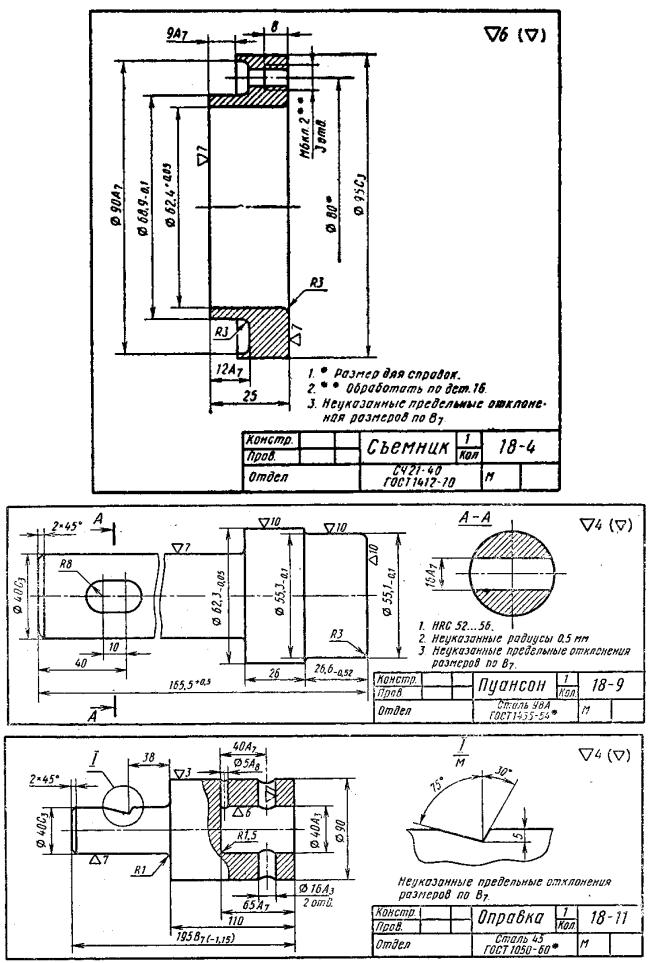
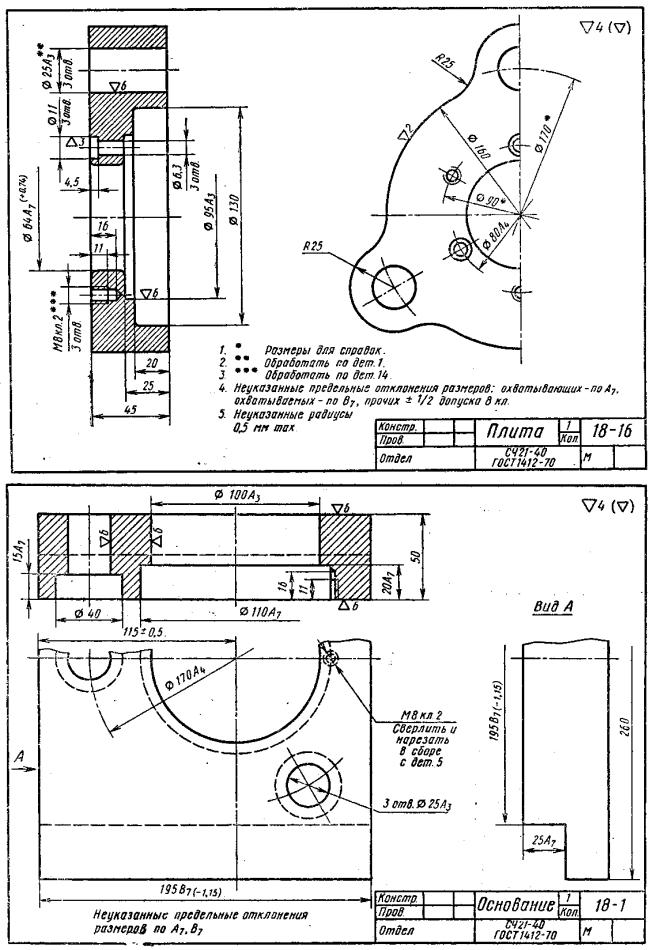
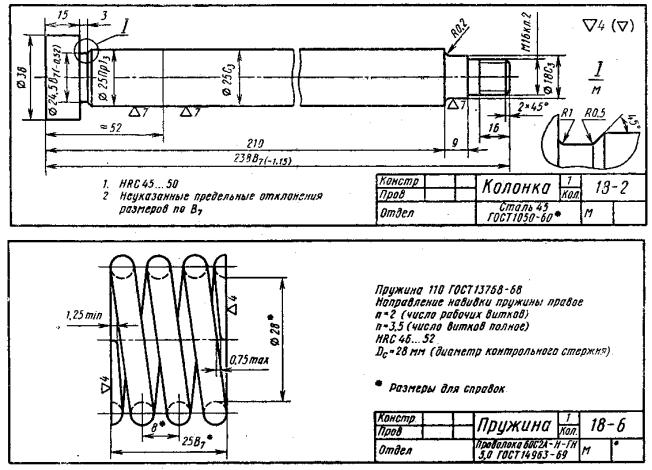
а кольцо 14 с плитой 16 и съемником 4 висят на заплечиках пуансона. После этого в открытую матрицу порционной ложкой заливают с избытком металл. Затем сообщают пуансону движение вниз и производят удар; при этом подвижная плита 16 доходит до пружин 6, которые обеспечивают зазор 0,2—0,8 мм между торцом матрицы 5 и съемником 4, необходимый для выхода воздуха и излишка металла. Пуансон 9, продолжая двигаться вниз, проходит через отверстие съемника 4, достигает поверхности залитого металла и начинает вытеснять его вверх. Заполнение формы заканчивается в тот момент, когда нижний торец съемника дойдет до верхнего торца матрицы.
Для уплотнения металла съемник опускается еще на 0,5 мм, сжимая пружины. Нижнее положение плиты со съемником ограничивается кольцом 7. После выдержки, равной 2—8 с, пуансон поднимается вверх. При этом отштампованная деталь, оставаясь на пуансоне за счет усадки металла, извлекается из матрицы и вместе с подвижной плитой доходит до упорного кольца 10, где сбрасывается с пуансона (устройство для сбрасывания на сборочном чертеже не вычерчивать).