Материал: Термічна обробка сталей
Равликові живильники зазвичай встановлюють тоді, коли піски класифікатора, що працює в замкнутому циклі з млином, повертаються в млин. У цьому випадку вологі піски класифікатора подаються в завантажувальний коробку млини, звідки равлик своїм відкритим кінцем захоплює їх при кожному обороті млини і, піднімаючи матеріал, розвантажує його в завантажувальну цапфу.
Комбінований живильник являє
сукупність барабанного і равликового живильників. Ці живильники застосовують
тоді, коли в млин одночасно подається вихідна руда, що надходить в барабанну
частина живильника, і піски класифікатора, захоплювані равликом живильника.
1.2 Термічна обробка сталей
Термічною обробкою сталі називається технологічний процес, який полягає в нагріванні сталі до певної температури, витримки і наступного охолодження з певною швидкістю. При термічній обробці отримують необхідні властивості сталі, змінюючи її структуру без зміни хімічного складу. Біля 40% сталі, споживаної машинобудуванням для виготовлення деталей машин, приладів, устаткування, піддають різноманітним видам термічної обробки.
Основні параметри режиму термічної обробки - температура нагрівання (tН), швидкість нагрівання (νH), тривалість витримки при температурі нагрівання (τB) і швидкість охолодження (νo).
Температура
нагрівання сплаву при конкретному виді термічної обробки визначається
температурами фазових перетворень (критичними температурами) на відповідній
діаграмі його стану. Ці критичні температури для кожної стадії позначаються
літерою А з відповідним індексом ( А1, А2, А3,
А4, Аcm). Критичні точки А1 на лінії PSK
показують перетворення А  П (при охолодженні - Аr1) або П А (при нагріванні - Аc1);
А3 на лінії GS - початок виділення фериту з аустеніту при
охолодженні або кінець його розчинення при нагріванні (відповідно - Аr3
і Ac3); Аст на лінії SE - початок виділення цементиту
вторинного з аустеніту в заевтектоїдних сталях при охолодженні або кінець його
розчинення при нагріванні (відповідно - Arcm і Accm).
П (при охолодженні - Аr1) або П А (при нагріванні - Аc1);
А3 на лінії GS - початок виділення фериту з аустеніту при
охолодженні або кінець його розчинення при нагріванні (відповідно - Аr3
і Ac3); Аст на лінії SE - початок виділення цементиту
вторинного з аустеніту в заевтектоїдних сталях при охолодженні або кінець його
розчинення при нагріванні (відповідно - Arcm і Accm).
Температура нагрівання при термічній обробці сталі, щоб уникнути її оплавлення, не повинна перевищувати лінії солідуса.
Швидкість нагрівання вибирається залежно від ряду чинників: теплопровідності сталі, форми і розмірів деталей, загальної маси деталей, що нагріваються, характеру їх розташування в печі та деяких інших.
Тривалість витримки при заданій температурі нагрівання визначається швидкістю фазових перетворень, що відбуваються в металі. Витримка необхідна для завершення фазових перетворень і вирівнювання температури по об’єму деталі.
Швидкість охолодження обирається залежно від ступеня стійкості переохолодженого аустеніту, обумовленого переважно хімічним складом сталі, а також від необхідних структури і властивостей сплаву. Залежно від швидкості охолодження вуглецевої сталі можуть бути отримані перлітна, сорбітна, троститна або мартенситна структури з різноманітними властивостями.
Технологією термічної обробки передбачається вибір операцій і режимів термообробки у відповідності з умовами обробки і роботи деталей машин, конструкцій, інструментів, а також вимогам, які ставляться до структури і властивостей матеріалів, і технічними умовами. Технологічні процеси термообробки ґрунтуються на теорії фазових перетворень при нагріванні та охолодженні. Режими обробки для конкретних деталей визначаються за довідниками.
Однією з основних задач при виборі режимів є прискорення процесів термообробки, що може бути досягнуто зменшенням часу нагрівання. Загальний час нагрівання складається з часу нагрівання до заданої температури і часу витримки при ній, який визначається структурними перетвореннями в сплаві і не залежить від інших факторів.
Нормалізацйний відпал (нормалізація). Нормалізація - нагрів доевтектоїдної сталі до температур на 50…60°С вище точки АС3, а заевтектоїдної вище точки Аcm (SE), витримка при заданій температурі і наступне охолодження на повітрі. Нормалізація усуває крупнозернисту будову, застосовується для покращення властивостей сталевих виливок. Прискорене охолодження на повітрі сприяє розпаду аустеніту при більш низьких температурах, що підвищує дисперсність ферито-цементитної суміші і збільшує кількість перліту в суміші. В результаті такого процесу підвищується міцність на 10..15%, та твердість, внаслідок подрібнення зерна покращується в'язкість. Нормалізацію застосовують інколи взамін відпалу, оскільки вона дешевша, взамін гартування середньовуглецевих сталей. Механічні властивості хоч і нижчі після нормалізації, але ця операція термічної обробки простіша, дає меншу деформацію ніж гартування. У заевтектоїдних сталей нормалізація усуває цементитну сітку, а нормалізація і високий відпуск при температурі 600…650°С виправляє структуру у легованих сталей.
2. ВИПЛАВКА ДОСЛІДНОГО МЕТАЛУ
2.1 Підготовка плавки і форм під
дослідні зразки металу
Було проведено контроль хімічного складу металозавалки, яка використовується при виплавці сталі 70Г2ФЛ.
Хімічний аналіз металозавалки, а також виплавленого металу, визначали спектральним методом на аналізаторах «Спектролаб» і «Аріель» по програмі FECRST, ГОСТ 5781-82. Результати досліджень зведено в таблицю 1.1 для виплавки дослідної сталі 70Г2ФЛ використовували стандартні феросплави: 78% FeMn, 70% FeSi, 55% FeV, 30% SiCa, титанову губку.
Для виготовлення зразків зі сталі 70Г2ФЛ було виготовлено
спеціальні ливарні форми зі стрижневої суміші. Було виготовлено три форми, отже
12 зразків.
2.2 Проведення плавки і розливка дослідного металу
Плавку проводили в індукційній тигельній печі, місткістю 60 кг, з кислою футеровкою.
Розкислення сталі 70Г2ФЛ проводили алюмінієм з подальшим модифікуванням силікокальцієм. Силікокальцій і титанову губку присаджували на струмінь рідкого металу після присадки алюмінію. Присаджували алюміній для кислого процесу з розрахунку 1,0 кг і силікокальція в кількості 1,5-2,0 кг на 1т рідкої сталі (рис. 2.1). Температура рідкої сталі, при якій заливались форми 1520°С.
Замір температури в печі і в ковші проводили вольфрам - молібденовою термопарою ( в кварці), результати отримали на приборі КСП-4. Рідкий метал розливали 15 кг роздавальним ковшем, футерованим формувальною сумішшю. Роздавальний ківш підігріто до температури 450°С в термічній печі опору. Після заливу форм, рідкий метал, що залишився у ковші злили (рис. 2.4).
На першій і останній формі було залито пробники для хімічного аналізу. В табл. 1.1 наведено середнє значення першої і другої проби.
Тривалість плавки -37 хвилин.
Тривалість розливки металу - 6 хвилин.
Таблиця 2.1
Результати хімічного контролю
|
Назва |
Хімічний елемент |
||||||||||
|
|
C |
Mn |
Si |
V |
P |
S |
Cu |
Ni |
Cr |
Ti |
Al |
|
Лом сталевий з прокату по ТУУ 322-233-235-95 |
0,73 |
1,26 |
0,30 |
сл |
0,02 |
0,02 |
0,01 |
0,01 |
0,02 |
сл |
0,02 |
|
Дослідні зразки зі сталі 70Г2ФЛ |
0,69 |
1,03 |
0,33 |
0,18 |
0,02 |
0,02 |
0,01 |
0,01 |
0,02 |
0,02 |
0,02 |

Рисунок 2.1 - Розібрана ливарна форма для дослідних зразків
металу

а) б)
Рисунок 2.2 - Ливарна форма в зібраному стані: а - в робочому
положенні; б - в перевернутому положенні
3. ПІДГОТОВКА ЗРАЗКІВ ДЛЯ ДОСЛІДЖЕНЬ
Після охолодження зразки очистили від формувальної суміші,
відокремили від елементів ливникової системи і провели механічну обробку за
вимогами ГОСТ 9012, ГОСТ 9013, ГОСТ 9454, ГОСТ 1497 для подальших випробувань
на твердість, міцність, ударну в'язкість.
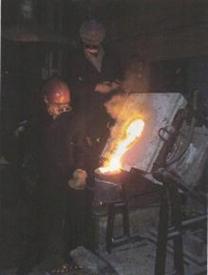
Рисунок 3.1 - Випуск і модифікування металу в ковші під
струменем металу

4. ТЕРМООБРОБКА
Термообробка дослідного металу проводилась в селітовій лабораторії термопечі потужністю 6,3 кВт.
Дослідні зразки проходили термообробку після механічної обробки. Для запобігання виникнення поверхневого окислення при нагріванні зразків, до високих температур їх доводили у повністю закритих контейнерах, в які додавали активоване вугілля та титан.
Після нормалізації при температурі 850°С зразки прямо з контейнерів висипались на повітря, які було зазначено в умовах проведення дослідження. На поверхні виливків окисної плівки виявлено не було.
температура
металографічний механічний сталь
5. МЕТАЛОГРАФІЧНІ
ДОСЛІДЖЕННЯ
Металографічні дослідження
проводились за стандартними методиками якісного аналізу оптичної металографії
на мікроскопах МІМ-8М з комп'ютерною обробкою структури (рис. 5.1) і оптичнім
автоматичнім аналізаторі EPIQUANT (рис. 5.2).
Рисунок 5.1 - Оптичний мікроскоп
МІМ-8М з комп’ютерною обробкою

Рисунок 5.2 - Оптичний автоматичний
аналізатор EPIQUANT
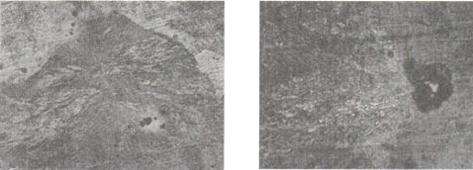
Для дослідження мікроструктури шліфи зразків сталі 70Г2ФЛ травили чотирьохпроцентним спиртовим розчином азотної кислоти.
Мікроструктура литої сталі 70Г2ФЛ
(варіант 1) мав дрібнодисперсну структуру і складався із зерен віялоподібного
перліту тростинного типу, міжзеренні межі мали звивистий характер (рис. 5.3
а,б). Варто звернути увагу на значну ступінь структурної неоднорідності, яка
характеризується поперемінною зміною дрібнодисперсного і крупнозернистого
перліту.
а ![]() б
б
![]()
Рисунок 5.3 - Мікроструктура сталі
70Г2ФЛ
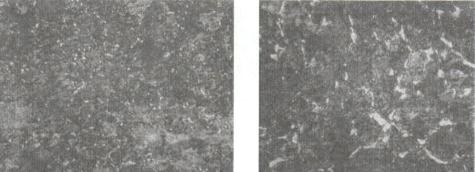
Мікроструктура сталі 70Г2ФЛ після
нормалізації при 850 °С має феритно-перлітну структуру з перевагою перлітної
складової. Несформовані перлітні зерна частково оконтурюються пластинками
фериту (рис. 5.4 а,б).
а ![]() б
б
![]()
Рисунок 5.4 - Мікроструктура сталі
70Г2ФЛ після термообробки
6. МЕХАНІЧНІ ВИПРОБУВАННЯ
Після проведення термообробки було проведено механічні випробування за існуючими стандартними методиками ГОСТ 9012 «Метали. Методи випробування. Вимірювання твердості по Брінелю», ГОСТ 9013 «Метали. Методи випробування. Вимірювання твердості по Роквелу», ГОСТ 1497 «Метали. Методи випробування на розтягування», ГОСТ 9454 «Метали. Метод визначення ударної в'язкості при нормальній температурі».
Твердість вимірювали твердоміром ТШ-2М №1462 відповідний
ГОСТ 2.3677-79 і ГОСТ 8.398-80,
свідоцтво про калібровку від 15.10.2008 р. Ударну в'язкість визначали за
допомогою копра маятникового МК-З0А №543, відповідний ГОСТ 1.708 і МИ 1782-87,
свідоцтво про калібровку від 15.10.2008 р. Випробування на розтягування
проводили на випробувальній машині Р-10 №2238 (рис. 6.1), з записом діаграм
(рис. 6.2), відповідний ГОСТ 2.8840-90 і РД 50.482-84, свідоцтво про калібровку
від 15.10.2008 р.

Рисунок 6.1 - Випробувальна машина
Р-10
Шкала 20 kN
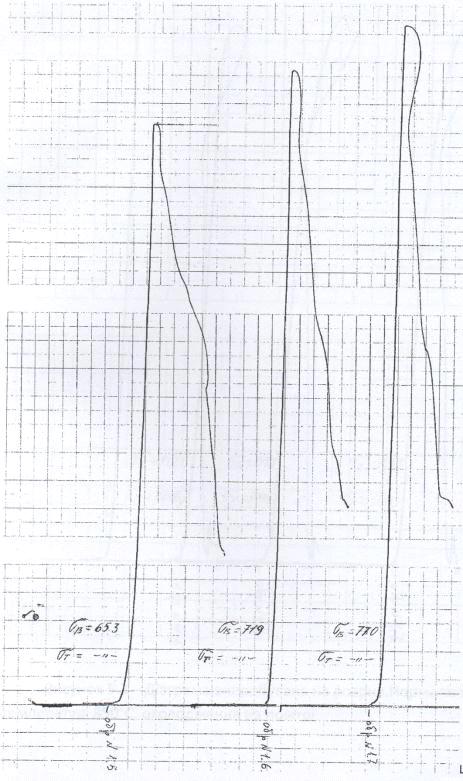
Рисунок 6.2 - Діаграма випробувань на
розрив литої сталі
Шкала 50 kN
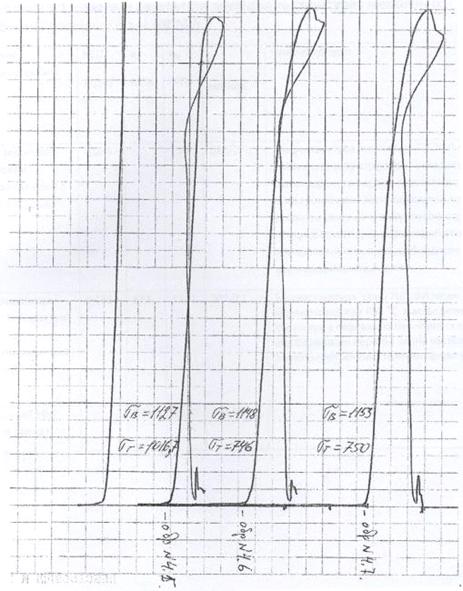
Рисунок 6.3 - Діаграма випробувань на розрив. Нормалізація
при температурі 850![]() і охолодження на повітрі
і охолодження на повітрі
Таблиця 6.1
Зведені результати досліджень структури і механічних випробувань дослідної сталі 70Г2ФЛ
|
№ |
Режим термообробки |
KCU, |
|
|
|
Опис структури |
|
1 |
Без термічної обробки, лита (охолодження в формі) |
0,075 |
- |
714 |
321/27 |
Мікроструктура литої сталі 70Г2ФЛ має дрібнозернисту структуру і складається із зерен віялоподібного перліту трооститного типу, міжзеренні межі мали звивистий характер. Варто звернути увагу на значну ступінь структурної неоднорідності, яка характеризується поперемінною зміною дрібнодисперсного і крупнозернистого перліту. |
|
2 |
Нормалізація при температурі 850°С, охолодження на повітрі |
0,136 |
856 |
1143 |
302/27 |
Мікроструктура
сталі 70Г2ФЛ після нормалізації при 850 |
|
3 |
Сталь 70Г2ФЛ після прокату |
- |
834 |
1030 |
241/85 |
|
ВИСНОВКИ
В звіті проведено порівняльний аналіз впливу нормалізації при температурі 850°С з подальшим охолодженням на повітрі на механічні властивості сталі 70Г2ФЛ з механічними властивостями литої сталі та її прокатом. Показано структурні зміни і механізми руйнування литої сталі та дослідної сталі за даної термообробки.
В термообробленій сталі підвищились всі показники.
Результати досліджень зведено в таблицю 6.1 і показано на діаграмах випробувань на розрив (рис. 6.2).