Материал: Термічна обробка сталей
Термічна обробка сталей
ЗМІСТ
Вступ
. Млин самоподрібнення
1.1 Принцип дії та конструкція млина самоподрібнення
1.2 Термічна обробка сталей
2. Виплавка дослідного металу
2.1 Підготовка плавки і форм під дослідні зразки
2.2 Проведення плавки і розливки дослідного металу
. Підготовка зразків до досліджень
. Термообробка
. Металографічні дослідження
. Механічні випробування
Висновки
Перелік
посилань
ВСТУП
Процеси подрібнення широко застосовуються у виробничій діяльності людини, в народному господарстві. В даний час у світі щорічно подрібнюється більше двох мільярдів тонн корисних копалин.
Жодне гірничо-переробне підприємство не може обійтись без використання млинів, які подрібнюють породу. Ці машини працюють у надзвичайно важких умовах різного виду зносу. Головною причиною виходу цих машин є зношування внутрішньої футеровки барабану. Зношування відбувається за рахунок, як ударних навантажень породи, яка подрібнюється, так і дією абразивного зношування. Тому широко постала проблема підбору такого матеріалу, який би стояв при двох видах зношування і гарантував стабільну роботу обладнання. Широке застосування в цій області знайшли високомарганцеві сталі. Сьогодні також використовують прогумовану футеровку, яка також непогано себе зарекомендувала.
Останнім часом з’явилась велика кількість нових марок сталей з різним хімічним складом і різними властивостями. Розмаїття марок сталі та безупинний розвиток нових технологій створюють необхідність дослідження впливу конкретних факторів на властивості визначеної марки за даними умовами їх використання.
В даний час термічна обробка металу є найбільш перспективним і технологічно легко реалізованим способом корінного поліпшення споживчої якості металу і відповідно кріпильних виробів з нього.
Так на підприємстві ТОВ НВП «Металургпром» існує можливість використання особистого вороття фасонного виробництва сталі 70Г2ФЛ. Властивості цієї сталі і плив на неї конкретних факторів досліджено не досить повно, а використання нових технологій є недоцільним. Перед технологом виникає питання, як оптимізувати технологічний процес. Для вирішення вищезгаданого питання проведемо дослідження впливу нормалізації при температурі 850°С і охолодження на повітрі сталі 70Г2ФЛ.
. МЛИН САМОПОДРІБНЕННЯ
Останнім часом в практиці все більше застосовуються млини самоподрібнення. Метод безкулькового подрібнення відрізняється від звичайного подрібнення тим, що в якості дробильного середовища застосовуються не сталеві кулі або стрижні, а маса руди, що знаходиться в млині.
Самоподрібнення зазвичай буває сухим або мокрим. Млини для самоподрібнення всуху називаються за кордоном «Аерофол», для подрібнення з водою «Каскад».
Млини самоподрібнення застосовують:
· для подрібнення породи в гірничорудній промисловості (млини мокрого подрібнення);
· для подрібнення породи у виробництві будівельних матеріалів (млини сухого і мокрого подрібнення).
Млин для сухого самоподрібнення «Аерофол» являє собою короткий барабан, діаметр якого набагато більше довжини і становить від 5,5 до 11 м. На внутрішні поверхні цього барабана встановлюються рейки або балки, якими руда при обертанні барабана піднімається вгору. Шматки руди, падаючи вниз, вдаряються об рейки, дробляться самі і дроблять дрібні шматки руди, що знаходяться знизу. Подрібнений матеріал всмоктується вентилятором і направляється в повітряний класифікатор, який виділяє необхідний по крупності продукт. Крупний продукт повертається в млин.
При сухому самоподрібнення крупність вихідного продукту може становити 300-500 мм, а кінцевий продукт може містити до 80% класу 0,04 мм. Таким чином, при самоподрібненні відпадає необхідність в середньому і дрібному дробленні, а іноді навіть і в великому.
Самоподрібнення в порівнянні з подрібненням в кульових і стрижневих млинах володіє рядом переваг:
· різко скорочуються капітальні витрати і експлуатаційні витрати на операції дроблення і подрібнення;
· поліпшуються умови подрібнення руди, так як розкриття корисних мінералів відбувається переважно між зернами по найбільш слабких площинах спайності;
· при цьому руда не переподрібнюється і менше шламу;
· сприятливіумови подрібнення дозволяють підвищити технологічні показники збагачення;
· значно збільшується продуктивність праці.
До недоліків самоподрібнення слід
віднести: меншу питому продуктивність, вищі витрати енергії (у 1,3-1,4 рази),
великі витрати на футеровку.
1.1 Принцип дії та конструкція млина самоподрібнення
Млини мокрого самоподрібнення типу «Каскад» (ММС) застосовуються у схемах переробки залізних, золотовмісних, мідномолібденових, алмазовмісних та інших руд замість конусних дробарок середнього і дрібного дроблення, стержневих і кульових млинів.
Млин мокрого самоподрібнення (рис. 1.1) складається з барабану 1 із торцевими кришками 3 і 8. Торцеві кришки мають пустотілі цапфи: завантажувальну 4 і розвантажувальну 12, за допомогою яких барабан опирається на корінні підшипники 5 і 11. Обертання барабану передається від електродвигуна через вінцеву шестерню 10, закріплену на розвантажувальній цапфі.
Корпус барабана складається з двох половин з’єднаних фланцями. До корпусу приєднані порожні цапфи 4 і 12. У цапфах находяться завантажувальна і розвантажувальна втулки. Завантажувальна втулка має спіралі, призначені для прискорення подачі руди у млин, і спіральний пристрій для повернення у млин пульпи, що протікає скрізь ущільнення.
Вихідна руда завантажується у млин за допомогою завантажувального пристрою 6, який являє собою патрубок, що переміщується механічним привидом по рейках.
Футеровка барабана складається з броньових плит і ліфтерів 2,
футеровка торцевих стінок складається з двох рядів плит. Кріплення плит здійснюється
ліфтерами і болтами з потайними головками. Біля розвантажувального кінця млина
установлена решітка 7. Щілини решітки мають ширину 20 мм і виконані з
розширенням у бік розвантаження. Кріплення решіток здійснюється боковими
ліфтерами і болтами. Як і у кульових млинів з решітками, в млинах типу ММС
простір між решіткою 7 і торцевою кришкою 3 розділено радіальними перегородками
- розвантажувальними ліфтерами на секторні камери відкриті у цапфу 12. Ці
ліфтери відпиваються разом з футеровочними плитами.
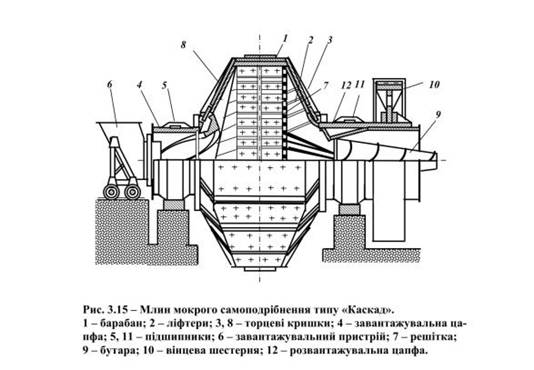
Рисунок 1.1 - Млин мокрого самоподрібнення типу «Каскад»
- барабан; 2 - ліфтери; 3, 8 - торцеві кришки; 4 -
завантажувальна цапфа; 5, 11 - підшипники; 6 - завантажувальний пристрій; 7 -
решітка; 9 - бутара; 10 - вінцева шестерня; 12 - розвантажувальна цапфа
Наявність решітки і розвантажувальних ліфтерів дозволяє здійснити примусове розвантаження подрібненого продукту з млина і підтримувати у млині низький рівень пульпи. При обертанні млина ліфтери 12 діють, як елеваторне колесо: піднімають пульпу до рівня розвантажувальної цапфи 14,через яку вона видаляється з млина. Класифікація подрібненого матеріалу здійснюється на бутарі 9, яка закріплена на розвантажувальній цапфі. Рудна галька виділяється з млина через вікна у розвантажувальній решітці.
Млини мокрого самоподрібнення у залежності від типорозміру приводяться в рух одним або двома електродвигунами. Вінцева шестерня 10змонтована на розвантажувальній цапфі.
Млини самоподрібнення добре працюють тільки при низькому рівні розвантаження. При високому рівні пульпи у млині помелені тіла-грудки при падінні втрачають силу удару у більшому ступені ніж кулі, які мають більшу густину. Продуктивність млина по розвантаженню залежить не тільки від площі живого перетину решітки, але й від ємності камер, створених радіальними перегородками (ліфтерами) за решіткою. Якщо камери малі, пульпа буде повертатись у млин і його пропускна здатність буде низькою.
Млини сухого самоподрібнення типу «Аерофол» (МСС) застосовуються у схемах переробки залізних, золотовмісних, уранових, поліметалічних та інших руд, а також для виробництва цементу.
За конструкцією млин сухого самоподрібнення (рис. 1.2) аналогічний млину типу ММС.
Млин сухого самоподрібнення являє собою короткий барабан 1 великого діаметру (5,5-11 м). На внутрішній поверхні вздовж твірної барабана на деякій відстані один від одного закріплені балки-ребра 2, які при обертанні барабана піднімають грудки матеріалу. Після підйому на деяку висоту грудки матеріалу падають і розбиваються при ударі об ребра, одночасно вони подрібнюють матеріал, що знаходиться унизу. На торцевих кришках З барабана закріплені кільця 4 трикутного перетину. Призначення кілець - направляти грудки матеріалу у середину барабана для запобігання сегрегації матеріалу у робочому просторі млина. Кільця також сприяють подрібненню матеріалу у результаті тертя і підвищенню продуктивності млина.
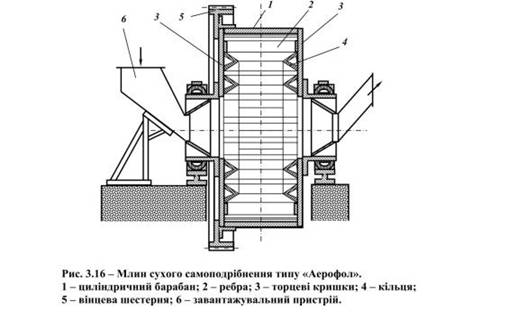
Рисунок 1.2 - Млин сухого самоподрібнення типу «Аерофол»
- циліндричний барабан; 2 - ребра; 3 - торцеві кришки; 4 -
кільця; 5 - вінцева шестерня; 6 - завантажувальний пристрій
Млин сухого самоподрібнення типу «Аерофол» працює у замкненому циклі з класифікаційними апаратами. Повітряний потік, що створюється вентилятором, проходить через млин і класифікаційні апарати (сепаратор і циклони). Подрібнений матеріал виноситься повітряним потоком з барабана через розвантажувальну цапфу. Крупність продукту подрібнення регулюється зміною швидкості повітряного потоку, що проходить через млин. Дрібні частинки матеріалу визначеної крупності виносяться повітряним потоком з робочого простору млина у класифікатор, де більш крупні зерна потрапляють у збірник. Більш дрібні частинки повітряний потік транспортує у циклони, де й відбувається їхнє осадження. Потім повітряний потік, що містить найтонші зерна матеріалу засмоктується вентилятором і одна частина його нагнітається у млини, а друга після очищення у фільтрах викидається у атмосферу.
Осаджені у класифікаторі і циклонах продукти класифікуються у відцентровому сепараторі. Дрібний (готовий) продукт надходить з сепаратора на збагачення, а крупний (циркулюючий) повертається у млин на додаткове подрібнення.
Рудногалькові млини (МРГ) застосовуються на збагачувальних фабриках, які переробляють уранові, золотовмісні, поліметалічні, залізні та інші корисні копалини. Для рудногалькового подрібнення застосовують млини будь якого розміру і профілю, але перевагу віддають млинам із співвідношенням довжини барабана до його діаметра L/D = 1,5: 1.
Рудногалькові млини за конструкцією аналогічні кульовим млинам з розвантаженням через решітку.
Розрізняють первинне і вторинне рудногалькове самоподрібнення.
Для оберігання корпусу млинів від зносу їх внутрішню поверхню облицьовують футеровочними плитами, які виготовляють з високомарганцевої сталі. Футеровочні плити мають ступінчастий, хвилястий і комбінований профіль. Футеровочні плити кріпляться до внутрішньої поверхні барабану млина болтами з фасонними головками овальної форми.
Комбіновану футеровку виготовляють з листової сталі, що закріплюється на поверхні барабану сталевими клинами. Ця футеровка застосовується в кульових млинах при тонкому подрібненні дрібними кульками.
Футеровка торцевих кришок млинів виконується звичайно гладкою, що складається з окремих секторів. Середній термін служби футеровки барабану складає 6-8 місяців, торцевих кришок -8-10 місяців.
Останнім часом широкого поширення в практиці подрібнення отримала гумова футеровка, яка особливо - ефективна в рудногалечних млинах.
Загальний вид гумової футеровки має переваги перед сталевий: меншу масу (до 85 %), створює велику герметичність млинів, знижує шум, є більш зносостійкою.
У футеровки барабанних млинів самоподрібнення для підйому оброблюваного матеріалу на певну висоту застосовуються підйомні елементи різного типу, які називаються ліфтерами.
Найбільш досконалими є футеровки з ліфтерами у вигляді стрижнів. Зокрема відома футеровка барабанних млинів самоподрібнення, що містить підйомні елементи, виконані у вигляді стрижнів, спрямованих по радіусу до центра барабану і розташованих рядами уздовж осі барабану млина. Відстань між стрижнями у ряду дорівнює 1/3, а їх висота 2/3 середньозваженого шматка подрібнюваного матеріалу.
При обертанні барабана млина стрижневі ліфтери, що знаходяться в нижньому положенні, захоплюють шматку подрібнюваного матеріалу, розмір яких перевищує відстань між ліфтерами, і піднімають їх на деяку висоту. Підняті шматки матеріалу падають вниз, дроблять матеріал, що знаходиться в нижній частині барабану, і дробляться самі.
Стрижневі ліфтери забезпечують підвищення ефективності процесу подрібнення, наприклад, у порівнянні з широко відомими суцільними ліфтерами за рахунок більш виборчого підйому шматків подрібнюваного матеріалу різної крупності.
Однак ефективність процесу недостатньо висока, тому що вибірковість ліфтерів орієнтована на середньозважений шматок подрібнюваного матеріалу і швидко падає в часі. Це пояснюється тим, що в цьому випадку простір між ліфтерами вельми малий і швидко забивається шматками подрібнюваного матеріалу різної крупності. Після цього шматки матеріалу крупніше середньозважених, а саме шматки максимального розміру легко перекочуються через ліфтери, не піднімаються ними вгору і тому не беруть участь в процесі дроблення.
Більш досконалою є футеровка барабанних млинів самоподрібнення, що містить стрижневі ліфтери, розташовані рядами уздовж осі барабана і спрямовані до неї по радіусу, в якій відстань між ліфтерами в ряду дорівнює максимальному розміру дробленого шматка, висота ліфтерів в рядах дорівнює 0,6-0,7, а відстань між рядами 1,8-2,2 розміру максимального шматка вихідного матеріалу.
При обертанні барабану млина стрижневі ліфтери, що знаходяться в нижньому положенні, захоплюють шматки матеріалу і піднімають їх на деяку висоту. Тому здійснюється відсів готових за розміром шматків матеріалу, і вони переміщаються в зону розвантаження під дією підпору.
Однак і в даній футеровці простір між ліфтерами досить швидко забивається подрібненим матеріалом, і поділ його шматків по крупності не здійснюється, тобто не забезпечується виборче захоплення і утримання певними ліфтерами шматків подрібнюваного матеріалу певної крупності. Це знижує ефективність процесу подрібнення і збільшує енерговитрати.
Виконання стрижневих ліфтерів в сусідніх рядах різними по висоті і розміщення їх в цих рядах на різній відстані один від одного забезпечують захоплення, утримання і підйом ліфтерами кожного ряду шматків подрібнюваного матеріалу строго певної крупності. Ліфтери більшої висоти, встановлені з великим інтервалом, ніж ліфтери сусіднього ряду, вони захоплюють великі за розмірами шматки подрібнюваного матеріалу і пропускають між собою шматки меншою крупності. Ліфтери меншої висоти, встановлені з меншим інтервалом, захоплюють шматки матеріалу відповідної їм крупності. Більш великі шматки перекочуються через ці ліфтери. Шматки готового продукту проходять між ліфтерами і не захоплюються ними. При цьому вони переміщаються під дією підпору надходить у млин вихідного матеріалу по нижній частині барабану в зону розвантаження. Завдяки всьому цьому і забезпечується зниження енерговитрат і підвищення ефективності подрібнення.
Недоліком бесшарового подрібнення є те, що в млині відбувається поступове накопичення найбільш твердих шматків руди проміжної крупності, які подрібнюються погано, а за своїми розмірами не можуть бути дроблять тілами. Порушення усталеного гранулометричного складу руди в млині знижує її продуктивність і ефективність подрібнення.
Живильники завантажують у млини вихідну руду і піски класифікаторів, що працюють в замкнутому циклі з млинами. Живильники зміцнюються на завантажувальної цапфі млина. Найбільш широко застосовуються живильники трьох типів: барабанні, равликові і комбіновані.
Барабанний живильник являє собою відкритий з обох кінців барабан, забезпечений з внутрішньої сторони спіральної равликом, що подає матеріал всередину млина при обертанні живильника і млини. Барабанний живильник застосовують для завантаження млинів сухий рудою, що надходить з бункера безпосередньо після середнього або дрібного дроблення при роботі млина у відкритому циклі.
Равликовий живильник складається з спіралі, кінець якої має змінний козирок, що оберігає равлика від зносу, і центрального бічного отвору для випуску руди в завантажувальну цапфу. Ці живильники виготовляються одно-, дво- або трьохчерпаковими залежно від продуктивності млина.