Материал: Технология сборки и сварки каркасов для растяжки баннера
Длинные
швы выполняют обратноступенчатым способом на проход. Многослойную сварку
выполняют каскадным способом или горкой. При этом хорошие результаты дает
послойная проковка шва (кроме первого и последнего слоя). Швы накладывают с
таким расчетом, чтобы последующий шов вызывал деформации, обратные возникшим от
предыдущего шва.
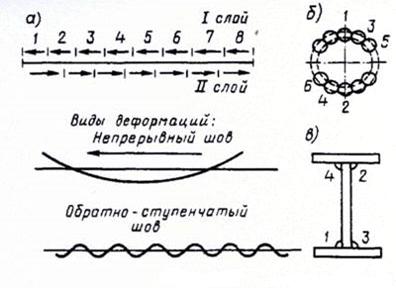
Рис 24
ПРИЧИНЫ ВОЗНИКНОВЕНИЯ НАПРЯЖЕНИЙ И ДЕФОРМАЦИИ ПРИ СВАРКЕ Неравномерное нагревание металла. Наличие сосредоточенного источника тепла (сварочное пламя, электрическая дуга), перемещающегося вдоль шва с какой-то скоростью и вызывающего неравномерное нагревание металла при сварке, является основной причиной возникновения внутренних напряжений и деформаций в сварных изделиях. Для уменьшения деформаций и напряжений при сварке нужно руководствоваться следующими рекомендациями: 1. Применять такие марки электродов, которые дают пластичный металл шва.
. Выполнять швы с меньшим количеством наплавленного металла, симметрично
расположенные относительно центра тяжести сечения элемента; использовать
прерывистые швы с расстоянием между ними не менее 30-40 мм.
.10 Контроль качества
Проверку качества сборки удобно производить специальными шаблонами и
щупами. Наиболее ответственным моментом является текущий контроль выполнения
сварки. Организация контроля сварочных работ может производиться в двух
направлениях: контролируют сами процессы сварки либо полученные изделия. Проводим
внешний осмотр, контроль на непроницаемость (или герметичность) конструкций,
контроль для обнаружения дефектов, выходящих на поверхность, контроль скрытых и
внутренних дефектов. Внешним осмотром сварных швов выявляем наружные дефекты:
непровары, наплывы, подрезы, наружные трещины и поры, смещение свариваемых
кромок деталей и т.п. Визуальный осмотр производим как невооруженным глазом,
так и с применением лупы с увеличением до 10 раз. Обмеры сварных швов позволяют
судить о качестве сварного соединения: недостаточное сечение шва уменьшает его
прочность, слишком большое - увеличивает внутренние напряжения и деформации.
Размеры сечения готового шва проверяем по его параметрам в зависимости от типа
соединения. У стыкового шва проверяем его ширину, высоту, размер выпуклости со
стороны корня шва, в угловом - измеряем катет. Замеренные параметры должны
соответствовать ТУ или ГОСТам. Размеры сварных швов контролируем обычно
измерительными инструментами или специальными шаблонами. Универсальный шаблон
сварщика УШС-5.
.11 Технологическая карта изготовления конструкции
|
№ |
Операция |
Содержимое операции |
Используемое оборудование |
|
1 |
Подготовка профиля к сварке |
Очищаем от грязи, масляных пятен и других посторонних частиц, зачищаем профиль от ржавчины, болгаркой с насадкой для шлифования |
Насадка для шлифования. Болгарка Энергомаш УШМ-9012П |
2 Разметка Производим разметку
профиля стальной рулеткой 150, 120, 150см и делаем метки чертилкой и угольником
на месте разметки чертим угол 45° транспортиром. 45° 45° ![]()
150см 120см 150см
Следующий профиль размечаем длиной, 160+40см и делаем метки чертилкой и угольником
![]()
|
160см 40смСтальная рулетка, чертилка, угольник, транспортир |
|
3 Резка Производим резку болгаркой, в ранее
размеченных местах, в местах где размечено 45° делаем надрез по линиям, но не
до конца, так что бы профиль можно было согнуть под углом 90° 45°45° 
|
|
|
|
|
|
4 |
Сборка |
Далее собираем всю конструкцию, на сборочном стенде, и крепим фиксаторами. |
Сборочный стенд, фиксаторы. |
|
5 |
Сварка |
Далее приступаем к сварке, делаем прихватки в местах стыка. .- Прихватки в следующем порядке 1, 2, 3, 4 Далее сваривается изделие, швы присутствующие в данной конструкции (стыковые, и вертикальные) |
Сварочные электроды ЭА-400/10У. Сварочный выпрямитель инверторного типа, Металлическая щётка, -зубило, -шлакоотбойник |
|
6 |
Контроль качества |
Визуальный осмотр производим как невооруженным глазом, так и с применением лупы с увеличением до 10 раз. У стыкового шва проверяем его ширину, высоту, размер выпуклости со стороны корня шва. Размеры сварных швов контролируем обычно измерительными инструментами или специальными шаблонами. Универсальный шаблон сварщика УШС-5. |
Лупа с 10-кратным увеличением, универсальные шаблоны Ушс-5 |
2. Техника безопасности при изготовлении конструкции
Электросварочные работы должны выполняться в соответствии с требованиями ГОСТ 12.3.003-75, ГОСТ 12.3.002-75 и Правил пожарной безопасности.
Учитывая особые условия производства сварочных работ и прежде всего на открытом воздухе, при монтаже на высоте и на ограниченных площадях при реконструкции, устройстве линейных сооружений, нахождении в сосудах и в замкнутых объемных конструкциях, а также повышенную опасность самих работ отбор персонала, допускаемого к выполнению этих работ, производится особенно тщательно.
Электросварщики, поступающие на работу, должны пройти предварительный медицинский осмотр, а в последующем проходить периодические медицинские осмотры в установленном порядке.
К работе по электросварке допускаются лица: прошедшие обучение, инструктаж и проверку знаний техники безопасности и имеющие квалификационное удостоверение;
имеющие квалификационную группу по технике безопасности не ниже II, а при работе в закрытых емкостях - не ниже III;
прошедшие аттестацию в соответствии с «Правилами аттестации сварщиков» при работах по сварке на объектах, подконтрольных Госгортехнадзору СССР, а также при производстве сварочных работ строительных конструкций.
При производстве сварочных работ должны приниматься меры для надежной защиты рабочих от воздействия: на кожу брызг расплавленного металла и шлака, вредных излучений на глаза, агрессивных химических веществ (кислот, щелочей, маслопродуктов) и электромагнитных полей на человека, поражения током в условиях повышенной опасности, механических травм, отравления вредными газами, выделяющимися при сварке цветных металлов и в результате применения флюсов.
В комплект средств индивидуальной защиты входят: спецодежда, споцобувь и предохранительные приспособления.
Спецодежда предназначается для защиты работающих от непосредственного воздействия искр и брызг металла и шлака, вредных излучений и химических веществ.
Для защиты от поражения током служат диэлектрические перчатки, галоши и коврики, которыми сварщик пользуется при работе внутри котлов, резервуаров, а также на площадках после дождя и снега; в закрытых емкостях необходимо надевать резиновый плащ. Для защиты сварщика от металла и шлака предназначены рукавицы, рукавицы с крагами или перчатками из искростойких материалов и брезентовый костюм.
Специальная обувь применяется для защиты ног сварщика.
Специальные защитные каски предохраняют голову от механических травм и поражения током. Защитные каски часто оснащаются щитками или масками для защиты глаз, лица и органов дыхания электросварщика.
Работа сварщиков разрешается только при наличии защитных щитков со смотровыми стеклами-светофильтрами, поглощающими ультрафиолетовые лучи и снижающими яркость дуги. С внешней стороны защитных стекол обычно вставляют простые стекла, предохраняющие первые от брызг металла и загрязнения.
В особых условиях, например, при потолочной сварке сварщик должен иметь и пользоваться брезентовыми или асбестовыми нарукавниками; при сварке цветных металлов и их сплавов, выделяющих вредные газы, сварщик обязан применять респиратор с химическим фильтром.
Все остальные конструкции, детали, сосуды, резервуары, трубопроводы должны тщательно подготавливаться под сварку: свариваемые поверхности должны быть сухими, очищенными от окалины, смазки и других загрязнений; емкости не должны содержать остатков горючих, жидких химических веществ. Свариваемые поверхности следует обезжиривать с помощью специальных допущенных для этого составов.
Сосуды и резервуары из-под горючих и химических веществ необходимо пропарить, промыть горячим щелочным раствором и тщательно проверить и просушить.
Нередко причиной несчастных случаев является нарушение требований к организации рабочего места сварщика.
При работе на площадках вне помещений сварочные посты и установки следует защищать навесами. Производство электросварочных работ без навесов во время дождя и снега запрещается.
Сварочные работы на высоте могут выполняться только с лесов и подмостей. В случае же отсутствия лесов и подмостей электросварщики должны пользоваться огнестойкими предохранительными поясами и страховочными канатами с карабинами.
Для хранения инструмента, сбора остатков электродов (огарков) служат специальные сумки.
При выполнении работ одновременно на нескольких монтажных уровнях по одной вертикали необходимо, чтобы была обеспечена безопасность работающих на нижних уровнях от падающих брызг металла, возможного падения огарков.
Производство работ в закрытых емкостях должно осуществляться обязательно
двумя рабочими. Вне емкости располагается рабочий, имеющий не ниже III
квалификационной группы по технике безопасности, который контролирует
безопасность выполнения работ сварщиком. Сварщик, работающий внутри емкости,
должен иметь предохранительный пояс с веревкой, конец которой держит рабочий,
находящийся с внешней стороны емкости. Рабочее место сварщика должно освещаться
с помощью наружных светильников или переносной лампы напряжением до 12 В.
Заключение
В курсовой работе проанализированы технические возможности способов сварки плавлением изделия из заданного материала (10Х17Н13М2Т <http://www.lasmet.ru/steel/mark.php?s=33>)
При выполнении курсовой работы приобретены навыки использования аналитических методов расчета тепловых процессов при сварке, выборе параметров режима дуговой сварки, правильного использования данных справочной литературы по сварке.
В ходе курсовой работы:
. По указанной сварке выбрал способ сварки.
. По заданной толщине металла выбрал параметры режима дуговой сварки плавлением:
• сварочный ток,
• диаметр электродной проволоки,
• скорость сварки,
. По заданному типу металла выбрал необходимые электроды
Выбрано вспомогательное оборудование для полноценно работы.
Научился
правильно оборудовать рабочее место и делать правильный анализ свариваемой
конструкции.
Список
литературы
1. Акулов А.И., Бельчук Г.А. Технология и оборудование сварки плавлением. - М.: «Машиностроение», 1977г. - 432 с.
. Груздев Б.Л., Методические указания по оформлению технологической документации при курсовом и дипломном проектировании - Уфа: УГАТУ, 2005г. - 39 с.
. Б.Л. Груздев, В.М. Бычков., Методические указания к выполнению курсового проекта по дисциплине «Производство сварных конструкций» - Уфа, УГАТУ, 2002г. - 34 с.
. Марочник сталей и сплавов / Под ред. В.Г. Сорокина. - М.: Машиностроение, 1989г. - 640 с.
. Масленков С. Б., Масленкова Е.А., Стали и сплавы для высоких температур. Справ. Изд. В 2-х кн. - М.: Металлургия, 1991г., 383с.
. Милютин В.С., Коротков В.А. Источники питания для сварки. - Челябинск: Металлургия Урала, 1999г. - 366с.
. Сварка и свариваемые материалы. Справочник. В 3-х т., Т 1/ Под ред. Э.Л.Макарова. - М.: Металлургия, 1991г. - 528 с.