Материал: Технология сборки и сварки каркасов для растяжки баннера
Силовой блок, блок раскачки, блок защиты.
Др.1
- резонансный дроссель, 12 витков на 2хШ16х20, провод ПЭТВ-2, диаметр 2,24, зазор
0,6мм, L=88mkH Др.2 - выходной дроссель, 6,5 витков на 2хШ16х20, провод ПЭВ2,
4x2,24, зазор Змм, L=10mkH Тр. 1 - силовой трансформатор, первичная обмотка
14-15 витков ПЭТВ-2, диаметром 2,24, вторичная 4х(3+3) тем же проводом,
2хШ20Х28, 2000НМ, L=3,5mH Тр.2 - токовый трансформатор, 40 витков на феритовом
колечке К20х12х6,2000НМ, провод МГТФ - 0,3. Тр.З - задающий трансформатор, 6x35
витков на феритовом колечке К28х16х9,2000НМ, провод МГТФ - 0,3. Тр.4 -
понижающий трансформатор 220-15-1 . T1-T4 на радиаторе, силовые диоды на
радиаторе, входной мост на 35А, на радиаторе. * Все времязадающие конденсаторы
плёночные с минимальным TKE! 0,25хЗ,2кВ набираются из Юштук 0,1x1,6кВ типа
К73-16В последовательно-параллельно. При подключении Тр.З обратить внимание на
фазы, транзисторы T1-T4 работают по диагонали! Выходные диоды 150EBU04 , RC-
цепочки параллельно диодам обязательны! При таких моточных данных диоды
работают с перегрузкой, лучше их ставить по два параллельно, центральный один
марки 70CRU04.
Рис
14
Инструмент сварщика - это совокупность орудий, употребляемых им в "производстве, а именно: сварочный инструмент (электрододержатели, горелки и др.), инструмент для зачистки шва и свариваемых кромок, для подгонки соединяемых деталей, инструмент для наладки сварочного оборудования и приспособлений и мерительный инструмент.
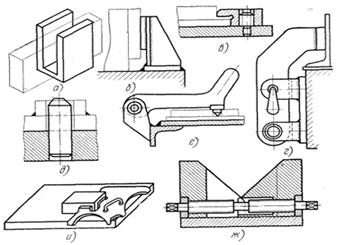
Вспомогательным инструментом сварщика является:
Рис
15
металлическая щетка,
зубило,
молоток слесарный,
клеймо,
набор шаблона для контроля правильности сборки и проверки размеров швов.
Индивидуальные средства защиты сварщика.
.Брезентовый костюм
.Ботинки сварщика.
.Сварочные маски, щитки.
Щитки и маски изготавливаются из жаростойкого материала, не проводящего электрический ток. Масса щитка и маски не должна превышать 0,6кг.
Для работы в монтажных условиях предпочтительно применение защитных масок.
Сварщик надевает маску поверх головного убора и закрепляет ее специальным фиксирующим приспособлением.
Защитные стекла (светофильтры), вставляемые в смотровые отверстия щитков и масок, имеют различную прозрачность.
Рис
16
.5
Технологическая схема изготовления конструкции
.6
Подготовка металла к сварке, сборка конструкции
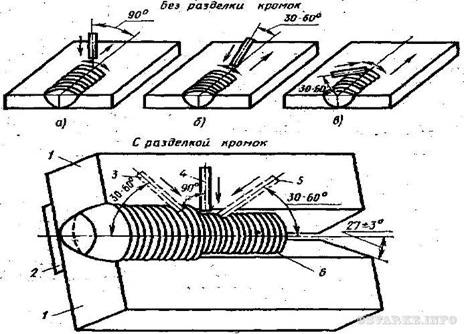
Детали, предназначенные для сварки, должны быть очищены от грязи, масляных пятен и других посторонних частиц. Особенно тщательную очистку следует выполнять в околошовной зоне, так как любые посторонние частицы, загрязняющие сварочную ванну, могут отрицательно сказаться на качестве сварного соединения. Кромки деталей стачивают под углом шлифовальной машинкой или напильником. Тип и угол разделки кромок определяют количеством необходимого для заполнения разделки электродного металла, а зазор между ними зависит от толщины свариваемых деталей, марки материала, способа сварки и т.д. Минимальную величину зазора выдерживают при сварке без присадочного материала, то есть неплавящимся электродом. При сварке плавящимся электродом зазор обычно устанавливают в пределах 0-5 мм. И чем больше зазор, тем глубже проплавление свариваемых кромок.
Разметка
Разметкой
называется перенос размеров деталей в натуральную величину с чертежа на металл.
Разметку осуществляют с помощью различных инструментов: стальной метр, стальная
рулетка, металлическая линейка, чертилка, кернер, циркуль, штангенциркуль,
рейсмус, угольник и др.
Рис
17
Рис
2
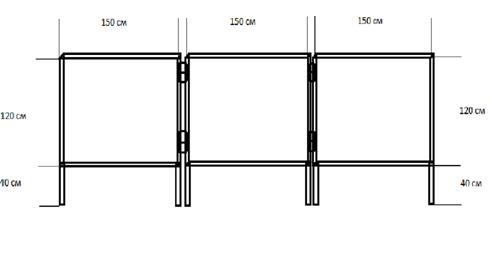
Производим
разметку профиля стальной рулеткой 150, 120, 150см и делаем метки чертилкой и
угольником на месте разметки чертим угол 45° транспортиром.
45° 45°

см 120см 150см
Рис
18
Следующий
профиль размечаем длиной, 160+40см и делаем метки чертилкой и угольником

см 40см
Рис 19
Резка на механических станках более производительна и обладает высоким качеством реза. Для механической прямолинейной резки листового металла применяются пресс - ножницы для продольной и поперечной резки.
В
данном случаем мы применяем способ резки, инструментом под названием болгарка!
Защитный кожух и очки - обязательные условия безопасной работы. Два самых
важных правила, которые должны выполняться неукоснительно - нельзя работать
болгаркой со снятым защитным кожухом и без очков. Искры, абразивные частицы,
осколки металла и окалины - неизбежные спутники при работе с углошлифовальной
машиной. Попадание их в глаз может привести к травме.

Рис
20
Производим
резку болгаркой, в ранее размеченных местах, в местах где размечено 45° делаем
надрез по линиям, но не до конца, так что бы профиль можно было согнуть под
углом 90°
45° 45°

Рис 18
Трудоёмкость
сборки изделий под сварку достигает 30% общей трудоёмкости изготовления.
Поэтому для сокращения трудоёмкости сборки (и для повышения её точности)
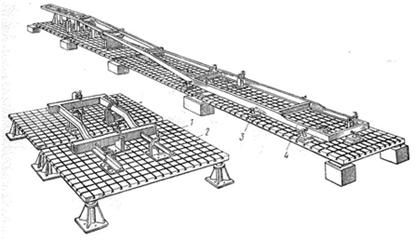
Применяются различные инструменты и шаблоны. Изделия размещаем на сборочном
стенде
Рис
5
И
закрепляем фиксаторами
Рис
7
Требования к сборно-сварочным приспособлениям. Они должны: - обеспечить доступность мест установок деталей, рукояток фиксирующих и зажимных устройств, мест прихваток и сварки; - быть достаточно прочными и жёсткими; - Обеспечивать точность закрепления деталей в нужном положении и препятствовать деформациям во время сварки
Сварка порядок наложения швов
Сборные
детали и узлы соединяют сначала прихватками. Сварочными прихватками. Сварочными
прихватками называют короткие швы с поперечным сечением до одной трети
поперечного сечения шва. Длина прихватки может составлять от 20-100мм в
зависимости от толщины свариваемых деталей и общей длины шва. Расстояние между
прихватками 500-1000мм в зависимости от длины шва. Прихватки целесообразно
накладывать с противоположной основному шву стороны, тогда они в процессе
обработки корня шва будут удалены. Прихватки, накладываемые со стороны
основного шва, следует перед сваркой зачистить до металлического блеска и
тщательно проверить, нет ли трещин и других дефектов. Далее накладываем
основной шов Электродом диаметром 3 мм
Рис
21
1.7
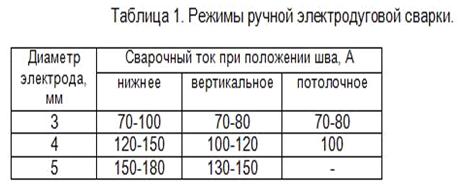
Режим сварки конструкции
Под режимом сварки понимают совокупность факторов, определяющих
протекание процесса сварки. Эти факторы называются элементами режима. Основными
элементами режима дуговой сварки являются: ток, род и полярность тока, диаметр
электрода, напряжение дуги и скорость сварки. При ручной сварке к ним
добавляется величина поперечного перемещения конца электрода. Остальные факторы
- вылет (длина) электрода, свойства покрытия, начальная температура металла,
наклон электрода и основного металла, - являются дополнительными элементами
режима сварки. Величина тока. Увеличение тока увеличивает, а уменьшение-
уменьшает глубину провара. При глубине провара более 0,7-0,8 толщины металла
резко изменяются условия отвода тепла от нижней части сварочной ванны и может
произойти сквозное проплавление металла. Чем больше плотность металла (чем
тяжелее металл), тем больше провар при данном токе. На ширину шва величина тока
почти не оказывает влияния. Род и полярность тока. При сварке постоянным током
прямой полярности глубина провара меньше на 40-50%, а при сварке переменным
током - меньше на 15-20%, чем при сварке постоянным током обратной полярности.
Ширина шва при сварке постоянным током прямой полярности меньше, чем при сварке
постоянным током обратной полярности и переменным током. Изменение ширины шва становится
заметным при более высоких напряжениях дуги (свыше 30 в). Напряжение дуги почти
не оказывает влияния на глубину провара, но влияет на ширину шва. При
возрастании напряжения ширина шва увеличивается, при снижении напряжения -
уменьшается, что широко используется при механизированных способах сварки для
регулирования ширины шва особенно при наплавке. При ручной сварке напряжение
изменяется незначительно (от 18 до 22 в), что не оказывает практического
влияния на ширину шва. Выбор режима сварки. Режим сварки (тип и марку
электрода, диаметр его стержня, род, полярность, напряжение, величину тока)
выбирают в зависимости от вида, толщины свариваемого металла и конструкции
сварного соединения. Определив условия сварки, обеспечивающие получение
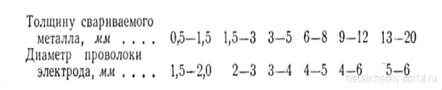
высококачественного сварного соединения, выбирают диаметр электрода (проволоки)
и величину сварочного тока. Диаметр проволоки электрода выбирается в
зависимости от толщины свариваемого металла. Для стыковых швов можно принимать:
При выборе величины тока для сварки встык низкоуглеродистой стали в
нижнем положении можно пользоваться формулой акад. К. К. Хренова
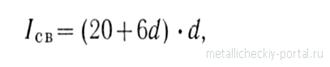
где Iсв - сварочный ток, а; d - диаметр металлического стержня электрода, мм. При толщине металла менее 1,5 d ток уменьшают на 10-15%, а при толщине более 3 d - увеличивают на 10-15% по сравнению с полученным по формуле. При сварке на вертикальной плоскости ток уменьшают на 10-15%, а при сварке потолочных швов - уменьшают на 15-20% по сравнению с током, выбранным для сварки в нижнем положении металла той же толщины. Для сварки соединений внахлестку и тавровых можно применять больший ток, так как в этом случае опасность сквозного проплавления меньше. У=d × 30 × K Рассчитываем: 3×30×0.9=81 К= для нижнего =1
К= для горизонтального и вертикального =0,9
К=
для потолочного =0.8
.8 Техника сварки конструкции
Сварка порядок наложения швов
Сборные детали и узлы соединяют сначала прихватками. Сварочными
прихватками. Сварочными прихватками называют короткие швы с поперечным сечением
до одной трети поперечного сечения шва. Длина прихватки может составлять от
20-100мм в зависимости от толщины свариваемых деталей и общей длины шва.
Расстояние между прихватками 500-1000мм в зависимости от длины шва. Прихватки
целесообразно накладывать с противоположной основному шву стороны, тогда они в
процессе обработки корня шва будут удалены. Прихватки, накладываемые со стороны
основного шва, следует перед сваркой зачистить до металлического блеска и
тщательно проверить, нет ли трещин и других дефектов. Далее накладываем
основной шов Электродом диаметром 3 мм
Зажигание дуги является одной из основных операций сварочного процесса. Зажигание производится каждый раз до начала процесса сварки, повторное возбуждение дуги - в процессе сварки при ее обрыве. Возбуждение сварочной дуги производится путем касания торцом электрода поверхности свариваемого изделия с быстрым последующим отводом торца электрода от поверхности изделия. При этом если зазор не слишком велик, происходит мгновенное появление тока и установление столба дуги. Прикосновение электрода к изделию должно быть кратковременным, так как иначе он приварится к изделию ("прилипнет").
После возбуждения дуги электрод должен выдерживаться некоторое время Точке начала наплавки, пока не сформируется сварной шов и не произойдет расплавление основного металла. Одновременно с расплавлением электрода необходимо равномерно подавать его в сварочную ванну, поддерживая тем самым оптимальную длину дуги. Показателями оптимальной длины дуги является резкий потрескивающий звук, ровный перенос капель металла через дуговой промежуток, малое разбрызгивание. Положение и перемещение электрода при сварке. В процессе сварки электроду сообщаются следующие движения:
· поступательное по оси электрода в сторону сварочной ванны, при этом для сохранения постоянства длины дуги скорость движения должна соответствовать скорости плавления электрода;
· перемещение вдоль линии свариваемого шва, которое называют скоростью сварки; скорость этого движения устанавливается в зависимости от тока, диаметра электрода, скорости его плавления, вида шва и других факторов;
· перемещение электрода поперек шва для получения шва шире, чем ниточный валик, так называемого уширенного валика.
При слишком большой скорости сварки наплавленные валики получаются
узкими, с малой выпуклостью, с крупными чешуйками. При слишком медленной
скорости перемещения электрода сварной валик имеет слишком большую выпуклость,
шов неровный по форме, с наплывами по краям. Положение электрода при сварке
должно соответствовать рис. . Сварка осуществляется в направлении как слева
направо, так и справа налево, от себя и на себя.
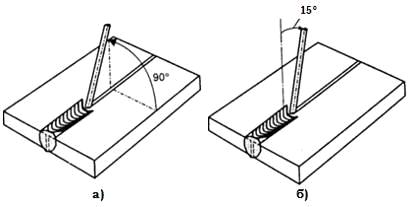
Рис.22
. Угол наклона электрода: а - в горизонтальной плоскости; б- в вертикальной
плоскости.
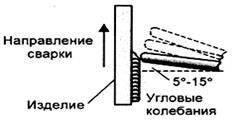
Поперечные
колебания электрода по определенной траектории, совершаемые с постоянной
частотой и амплитудой и совмещенные с перемещением вдоль шва, позволяют
получить сварной шов требуемой ширины. Поперечные колебательные движения конца
электрода определяются формой разделки, размерами и положением шва, свойствами
свариваемого материала, навыком сварщика. Мы используем технику сварки шва
изображённой ниже на рисунке.
Наплавка
узких валиков на поверхность, находящуюся в вертикальном положении, при сварке
снизу вверх производится на обратной полярности сварочного тока, при этом
сварочный ток не должен иметь слишком высокое значение. Положение электрода
должно соответствовать изображенному на рис. Необходимо использовать
возвратно-поступательные перемещения электрода. Наплавка валиков должна
производиться при короткой дуге, в верхней части траектории колебаний
электрода, дугу следует растягивать, но нельзя допускать ее обрыва в данной
области.
В
конце шва нельзя резко обрывать сварочную дугу и оставлять на поверхности
металла кратер, являющийся концентратором напряжений и зоной с повышенным
содержанием вредных примесей. Во избежание образования кратера необходимо
прекратить перемещение электрода, т. е. произвести задержку на 1-2c, затем
сместиться назад на 5 мм и быстрым движением вверх и назад оборвать дугу.
.9
Деформации и напряжения при сварке
Сварочные деформации и напряжения являются следствием многих причин. Они значительно снижают механическую прочность сварной конструкции.
Основными причинами возникновения сварочных деформаций и напряжений являются неравномерное нагревание и охлаждение изделия, литейная усадка наплавленного металла и структурные превращения в металле шва. Уменьшения внутренних напряжений достигают следующими мерами.