Материал: Технология сборки и сварки каркасов для растяжки баннера
Технология сборки и сварки каркасов для растяжки баннера
Содержание
Введение
. Основная часть
.1 Анализ конструкции
.2 Организация рабочего места
.3 Выбор материала конструкции и сварочных материалов
.4 Выбор оборудования и инструментов
.5 Технологическая схема изготовления конструкции
.6 Подготовка металла к сварке, сборка конструкции
.7 Режим сварки конструкции
.8 Техника сварки конструкции
.9 Деформации и напряжения при сварке
.10 Контроль качества сварных соединений конструкции
.11Технологическая карта изготовления конструкции
. Техника безопасности при изготовлении конструкции
Заключение
Список
литературы
Введение
Сварка - это один из ведущих технологических процессов обработки металлов. Большие преимущества сварки обеспечили её широкое применение в народном хозяйстве. С помощью сварки осуществляется производство судов, турбин, котлов, самолётов, мостов, реакторов и других необходимых конструкций. Сваркой называется технологический процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместным действием того и другого. Сварное соединение металлов характеризует непрерывность структур. Для получения сварного соединения нужно осуществить межмолекулярное сцепление между свариваемыми деталями, которое приводит к установлению атомарной связи в пограничном слое. Если зачищенные поверхности двух соединяемых металлических деталей при сжатии под большим давлением сблизить так, чтобы могло возникнуть общее электронное облако, взаимодействующее с ионизированными атомами обоих металлических поверхностей, то получаем прочное сварное соединение. На этом принципе основана холодная сварка пластичных металлов. В 1802 г. русский ученый В. В. Петров открыл явление электрического дугового разряда и указал на возможность использования его для расплавления металлов. Своим открытием Петров положил начало развитию новых отраслей технических знаний и науки, получивших в дальнейшем практическое применение в электродуговом освещении, а затем при электрическом нагреве, плавке и сварке металлов. Электродуговая сварка Источником теплоты является электрическая дуга, возникающая между торцом электрода и свариваемым изделием при протекании сварочного тока в результате замыкания внешней цепи электросварочного аппарата. Сопротивление электрической дуги больше, чем сопротивление сварочного электрода и проводов, поэтому большая часть тепловой энергии электрического тока выделяется именно в плазму электрической дуги. Этот постоянный приток тепловой энергии поддерживает плазму (электрическую дугу) от распада. Выделяющееся тепло (в том числе за счёт теплового излучения из плазмы) нагревает торец электрода и оплавляет свариваемые поверхности, что приводит к образованию сварочной ванны - объёма жидкого металла. В процессе остывания и кристаллизации сварочной ванны образуется сварное соединение.
Основными разновидностями электродуговой сварки являются: ручная дуговая
сварка, сварка неплавящимся электродом, сварка плавящимся электродом, сварка
под флюсом, электрошлаковая сварка.
1. Основная часть
1.1 Анализ конструкции

Рис 1
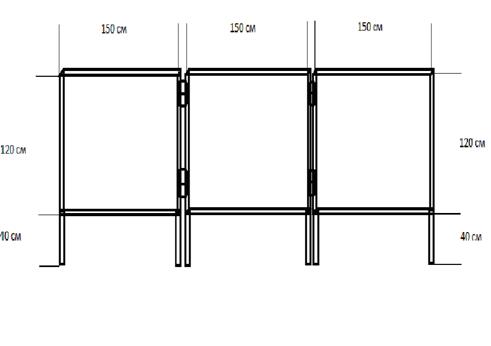
Рис 2
По оценкам профессионалов, даже если рекламная компания уделяет 1% бюджета на изготовление баннеров, то качественное их создание способно определить его эффективность примерно на 99%. Главное предназначение баннеров заключается в привлечении внимания. Предельно обобщая, можно сказать, что баннер является рекламным рисунком. Хотя его функциональные ценности (которые зависят от целей) выходят за границы обычного определения.
Остановим своё внимание на предназначении баннеров:
привлечение внимания потенциального клиента;
проявление интереса, другими словами он заинтересовывает клиента своими рекламируемыми услугами и товарами;
пробуждение клиента к действию, либо другим словом к приобретению услуг, товара на данном сайте. Это является последней целью во время перевода с баннера. Именно данная задача должна ложиться не на сайт, а на различные информационные содержания баннеров.
Марка нержавеющей стали ГОСТ Сплав 10Х17Н13М2Т <#"795865.files/image003.gif">
Рис 3
Рабочим местом называется закрепленный за рабочими или бригадой рабочих участков производственной площади, которая оснащена оборудованием и инструментом в соответствии с требованиями технологического процесса, в данном случае сварки, а также требованиями техники безопасности.
При сварке крупных деталей сварщик работает непосредственно у изделия или
на нем. В этом случае рабочее место ограждается переносными щитами или ширмами,
а инструмент и электроды находятся в сумке или в ящике. Для выполнения
сварочных работ внутри конструкций, например при изготовлении котлов, емкостей,
судов и т.д., рабочее место должно быть оборудовано резиновым ковриком, кошмой
или деревянным полом и иметь приточную и вытяжную вентиляцию. При сварке внутри
замкнутых сосудов или в местах с плохой вентиляцией сварщики применяют часто
маски и щитки с подачей в зону дыхания чистого воздуха. При сварке на морозе к
щитку подается воздух, подогретый до температуры 20 - 25° С. Сварка
металлоконструкций при монтаже на открытом воздухе требует, чтобы рабочее место
было защищено от атмосферного воздействия (солнце, ветер, снег), ухудшающего
условия работы сварщика. Сборочные стенды представляют собой конструкции с
базовой поверхностью, на которой производится сборка и сварка изделий. При
ручной сварке часто применяют универсальные сборочно - сварочные плиты с пазами
для различных крепежных устройств или универсальное приспособление для сварки
рамных конструкций (рис. 5) содержит ряд плит 2 с пазами, в которые в
зависимости от конфигурации свариваемого изделия 4 крепятся различные упоры 3,
фиксаторы и зажимы 1.
Рис. 4. Стеллаж для сборки и сварки
Такие стенды снабжают набором универсально - наладочных приспособлений,
которые могут фиксироваться в различных сочетаниях в Т - образных пазах базовых
плит. Для сборки и сварки аналогичных конструкций могут также применяться
специализированные стенды для определенных изделий. Они снабжены плитой, на
которой укреплен ряд постоянных фиксаторов, определяющих взаимное положение
собираемых под сварку деталей. Весьма прогрессивными являются стенды и
приспособления, в которых совмещены операции сборки и сварки. Такие
приспособления бывают стационарными, передвижными и накладными.
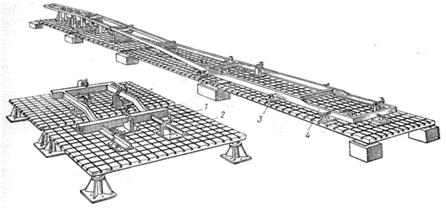
Рис. 5. Универсальные сборочно - сварочные стенды из нормализованных
элементов: 1 - зажим, 2 - плита, 3 - упор, 4 - свариваемое изделие
На рис. 6 показано универсальное сборочно - сварочное приспособление для
сварки мелких узлов из профильного проката. Приспособление состоит из платформы
1, на которой размещены две поворотные струбцины 2; положение струбцин
фиксируется винтами 4. Свариваемые детали зажимаются призмами 3. Поворачивая
струбцины на разный угол, можно собирать и сваривать детали в различных
сочетаниях. Примером универсальных стендов для сборки и сварки плоских листовых
конструкций могут служить электромагнитные стенды. Такой стенд представляет
собой плоскую или лекальную постель со встроенными электромагнитами, между
которыми расположены флюсомедная или флюсовая подушки с пневматическим
прижимом.
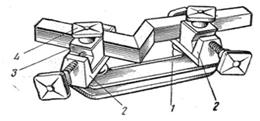
Рис. 6. Универсальное приспособление для сварки мелких узлов: 1 - платформа, 2 - струбцина, 3 - призма, 4 - винт - фиксатор
Стенды, кондукторы и другие приспособления состоят из деталей и устройств,
предназначенных для базирования свариваемых деталей и прижатия их к базовым
поверхностям, а также из несущих конструкций. Кроме того, в состав стендов и
приспособлений входят устройства для удерживания ванны расплавленного металла и
флюса в зоне сварки, для формирования шва и т. д. Фиксаторы - элементы,
определяющие положение свариваемых деталей относительно всего приспособления. К
фиксаторам (рис. 6) относятся: упоры (постоянные, съемные, откидные),
установочные пальцы и штыри (постоянные, съемные), призмы (жесткие и
регулируемые) и шаблоны. Съемные упоры применяются в настраиваемых по типу
деталей приспособлениях или при сварке деталей, съем которых невозможен из - за
упоров. В последнем случае предпочтение заслуживают откидные быстродействующие упоры.
Рис. 7. Фиксаторы: а - карман б - упор жесткий, в - упор съемный, г -
упор откидной, д - палец жесткий, е - палец откидной, ж - призма регулируемая,
и - шаблон
Как правило, упоры служат и опорными базами, а в некоторых случаях могут
служить одновременно шаблонами для приварки сопряженных деталей. Они могут быть
силовыми (ограничивающими) и направляющими (ненагруженными). Фиксаторы в виде
пальцев или штырей обеспечивают точную установку деталей и применяются в деталях
с обработанными поверхностями. Призмы, регулируемые и нерегулируемые, применяют
для сварки труб, профилей и т. п. Шаблоны предназначены для фиксирования
устанавливаемых при сборке деталей по сопрягаемым деталям узла или по каким -
либо опорным контурам изделия. В этом случае само изделие является несущим
элементом приспособления. Прижимы - элементы приспособлений, обеспечивающие
прижим деталей друг к другу, к фиксаторам или несущим поверхностям
приспособлений. Прижимы бывают механические, пневматические, гидравлические и
магнитные. Некоторые типы прижимов были рассмотрены ранее. Механические прижимы
конструктивно просты и поэтому наиболее распространены. Клиновые прижимы
используют для сжатия собираемых элементов, для выравнивания кромок и установки
деталей при сборке. Усилие, развиваемое клиновым прижимом, зависит от усилия
вколачивания клина и угла его скоса. Изменяя угол скоca, можно получить очень
большие Рис. 8.
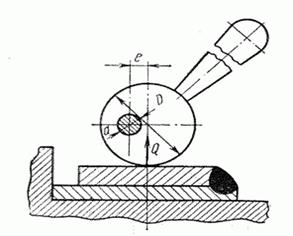
Рис.
8 Схема эксцентрикового прижима
Эксцентриковые прижимы (рис. 8) действуют аналогично клиновым. Их
применяют для зажатия деталей в приспособлениях. Необходимым условием
работоспособности клинового или эксцентрикового прижима является его
самоторможение. Условие самоторможения эксцентрика в любом его положении
выражается зависимостью 2е/D ≤ f, где D - диаметр, е - эксцентриситет, и
f - коэффициент трения между эксцентриком и прижимаемой деталью (0,1 - 0,15).
Таким образом, для самотормозящего эксцентрика е≤0,075D, а с учетом
трения в подшипниках цапф е ≤ 0,05D.
Рис. 9. Винтовые прижимы: а - фиксированный, 6 - откидной, в - поворотный
Винтовые прижимы наиболее универсальны и их применяют в самых различных сочетаниях. Фиксированный прижим (рис. 9, о) снабжен кронштейном, неподвижно прикрепленным к приспособлению. Винтовой прижим может быть откидным (рис. 9,6) или поворотным (рис. 9, в) для удобства установки и снятия свариваемых деталей. Для предохранения поверхности зажимаемой детали и увеличения площади соприкосновения концы винтов снабжены самоустанавливающимися башмаками. Винтовые прижимы применяют в основном в ручных приспособлениях.
Пружинные прижимы применяют для зажатия небольших тонких деталей. Их основные достоинства заключаются в быстроте действия и упругом характере приложения нагрузки, что позволяет компенсировать тепловые деформации. На рис. 10 показан прижим, содержащий упор 1, стакан 5 и спиральную пружину 2. Предварительное сжатие пружины позволяет сразу же после нажатия на деталь получить необходимое сжимающее усилие.
Рис. 10. Пружинный прижим: 1 - упор, 2 - пружина, 3 - неподвижный стакан
Рис. 11. Рычажный прижим
Наряду с перечисленными механическими прижимами, применяют комбинированные приспособления (винт с клином, винт с пружиной и т. д.). Наибольшее распространение получили разнообразные приспособления с передачей прижимного усилия через рычаг.
Рычажные прижимы представляют собой рычаги 1 - го или 2 - го рода или их
комбинацию и используются как усилители приводов зажима. Пример, такого зажима
показан на рис. 11. Он состоит из стойки 1, на оси 2 которой имеется ведущий
рычаг 3 и промежуточное звено 4, действующие на силовой рычаг 5. Прижим детали
осуществляется упором 6. Как правило, такие прижимы имеют регулируемые или
упругие звенья, позволяющие крепить детали различных толщин. Весьма
перспективными являются рычажно - винтовые, рычажно - эксцентриковые и другие
комбинированные приспособления.
.3 Выбор материала конструкции и сварочных материалов

Рис 12 ЭА-400/10У. Сварочные электроды ЭА-400/10У.
сварочный технологический деформация напряжение
Основное назначение сварочных электродов марки ЭА-400/10У:
Электроды ЭА-400/10У с основным покрытием, предназначены для сварки оборудования из коррозионно-стойких хромоникелевых и хромоникелемолибденовых сталей марок 08Х18Н10Т, 08Х18Н12Т, 10Х17Н13М2Т, 10Х17Н13М3Т и им подобных, работающего в агрессивных средах при температуре до 350°С и не подвергающегося термообработке после сварки, а также для наплавки второго (коррозионно-стойкого) слоя на поверхность изделий из перлитных сталей, обварки кромок таких сталей в их соединениях с аустенитными сталями. Сварка и наплавка электродами ЭА-400/10У производиться во всех пространственных положениях шва постоянным током обратной полярности. Технические характеристики сварочных электродов ЭА-400/10У:
Покрытие - основное.
Коэффициент наплавки - 12,0 г/(А· ч).
Производительность наплавки (для диаметра 4,0 мм) - 1,6 кг/ч.
Расход электродов на 1 кг наплавленного металла - 1,8 кг.
|
Временное сопротивление, МПа |
Предел текучести, МПа |
Относительное удлинение, % |
Ударная вязкость, Дж/см2 |
|
не менее 540 |
не менее 340 |
не менее 25 |
не менее 90 |
Типичный химический состав наплавленного металла электродов ЭА-400/10У, %:
|
C |
Mn |
Si |
Mo |
Ni |
Cr |
V |
S |
P |
|
0.07 |
2.4 |
0.48 |
2.5 |
10.5 |
18.0 |
0.52 |
0.02 |
0.03 |
Геометрические размеры и сила тока при сварке:
|
Диаметр, мм |
Длина, мм |
Ток, А |
Среднее количество электродов в 1 кг, шт. |
|
2.0 |
300 |
30-60 |
98 |
|
2.5 |
300 |
40-80 |
63 |
|
3.0 |
300 |
60-110 |
44 |
|
4.0 |
340 |
100-160 |
22 |
|
5.0 |
450 |
120-180 |
13 |
Особые свойства электродов ЭА-400/10У:
Сварочные электроды ЭА-400/10У обеспечивают получение металла шва, стойкого к межкристаллитной коррозии при испытаниях по методам АМ и АМУ ГОСТ 6032-89. Содержание ферритной фазы в наплавленном металле 2-8%. Модификация с значительным содержанием двуокиси титана в покрытии имеет марочное наименование ЭА-400/10Т, <#"795865.files/image013.jpg">
Принципиальная
схема резонансного сварочного инвертора