Дипломная (вкр): Технология производства керамической плитки
Выбор и расчет основного технологического и транспортного оборудования
В этом разделе приводится только технологический расчёт основного оборудования, т. е. определяется производительность машин и их число, необходимое для выполнения технологического процесса по каждому переделу.
Для стабильной работы производства производительность питающих агрегатов должна быть на 10 - 15 % выше производительности обслуживаемого ими оборудования.
Общая формула для расчёта технологического оборудования имеет вид:
M=Qч.п/(Qч.м.·Квн) (1.18)
где NM - количество машин, подлежащих установке; Qч.п. - часовая производительность по данному переделу(м3); Qч.м. - часовая производительность машины выбранного типоразмера (м3); Квн - нормативный коэффициент использования оборудования во времени(обычно принимается 0,8 - 0,9).
Для расчёта оборудования необходимо знать расходы сырья, поэтому сведём все расходы в таблицу 1.10.
Таблица 1.10
Расчет расхода сырья
|
Расход сырья |
||||||
|
Наименование |
Глина, т (м3) |
Выпуск продукции с учетом брака 3%, штук |
||||
|
|
в год |
в сут. |
в час |
в год |
в сут. |
в час |
|
Плитки для полов |
11595,45 (6985,21) |
46,38 (27,93) |
5,79 (3,48) |
15300000 |
42500 |
1770,83 |
1. Глинорыхлитель
NM= 5,79/ (14х0,9)=0,46
Принимается глинорыхлитель СМ-1031А в количестве 1 штук.
. Ящичный питательм= 5,79 / (12х0,9) = 0,53
Принимается ящичный питатель СМ-664 в количестве 1 штук.
. Камневыделительные вальцы
Nм= 5,79 / (14х0,9) = 0,46
Принимаются камневыделительные вальцы СМК-416А в количестве 1 штук.
4. Шахтная мельницам= 5,79 / (6х0,9) = 0,91
Принимается шахтная мельница МСМ-1300 в количестве 1 штук.
. Вальцы тонкого помолам= 5,79 / (7,5х0,9) = 0,85
Принимаю вальцы тонкого помола СМ-516, 1 штук.
. Вибрационная сита м = 5,79 / (13х0,9) = 0,5
Принимаю вибросито С-96А, 1 штук.
. Дозирование
Nм= 5,79/ (12х0,9) = 0,53
Принимаю дозатор тарельчатый питатель СМ-664, 1 штук.
. Гидравлический пресс м = 1771/ (2000х0,9) =0,98
Принимаю гидравлический пресс КРУ-160 1 штук.
Расчет щелевой роликовой печи.
Проектом принята роликовая печь FMS 2950 производительностью 15000000шт. в год со следующими характеристиками:
· длина печи - 60000мм;
· ширина канала печи - 1200 мм;
· высота до свода печи - 760мм;
· продолжительность цикла - 22 час;
· производительность годовая - 18743668 шт. год;
· количества роликов диаметром 33мм - 1819 шт.;
размеры плит для расчета печи:
а) длина - 150мм
б) ширина - 150мм
· единовременная емкость печи - 45000 шт.;
Расчет количества печей:
![]() , (1.19)
, (1.19)
где Е - единовременная емкость печи - 45000 шт.; T - срок обжига (22 час.); Kг - коэффициент выхода готовой продукции - 0,94; Kти - коэффициент использования печи - 0,96.=(45000/22)·24·350·0,94·0,96 = 15504872 штук в год
Принята 1 печь FMS-2950 (SACMI).
При заданной годовой
производительности печи Рг, расчетную часовую производительность Рч определяют
по формуле:
Р= Рг/24·Zр·Кв, шт/ч, (1.20)
где Zр - число рабочих дней в году (350); Кв -коэффициент использования рабочего времени (0,96).
Р=15504872/24·350·0,96 =
1922 шт/ч
Таблица 1.11
Ведомость оборудования
|
N п/п |
Наименование оборудования |
Пасп, произ., м3/час |
Треб. час. произв., м3/час |
Треб. кол. оборуд. с уч. коэф. исп. |
Прим. кол. обор |
|
1 |
Глинорыхлитель СМ-1031А |
14 |
5,79 |
0,46 |
1 |
|
2 |
Ящичный питатель СМ-664 |
12 |
5,79 |
0,53 |
1 |
|
3 |
Камневыделительные вальцы СМК-416А |
14 |
5,79 |
0,46 |
1 |
|
4 |
Шахтная мельница МСМ-1300 |
6 |
5,79 |
0,91 |
1 |
|
5 |
Вальцы тонкого помола СМ-516 |
7,5 |
5,79 |
0,85 |
1 |
|
6 |
Вибрационная сита С-96 |
13 |
5,79 |
0,5 |
1 |
|
7 |
Дозатор (тарельчатый питатель) СМ-664 |
12 |
5,79 |
0,53 |
1 |
|
8 |
Гидравлический пресс КРУ-160 |
2000 |
1770,83 |
0,88 |
1 |
|
10 |
Распылитель ангоба |
1771 |
1771 |
1 |
1 |
|
11 |
Роликовая печь FMS 2950 |
1922 |
1771 |
0,92 |
1 |
Расчет и выбор вспомогательных объектов
Расчет глинозапасника.
Для бесперебойной работы производства на предприятии должен быть определенный запас сырья. С этой целью на предприятиях создают склады для промежуточного запаса сырья. На складах сырье усредняют, доводят до постоянного состава, что способствует повышению эффективности производства
Принимаю крытый глинозапасник со
сроком хранения сырья 30 сут. Объем глинозапасника вычисляется по выражению:
![]() , (1.21)
, (1.21)
где Рсут - суточная потребность в сырье, т; ρгл - плотность суглинки; t - срок запаса;
![]() м3
м3
Принят штабель высотой 6
м в здании пролетом 18 м. Тогда длина штабеля составит:
![]() м (1.22)
м (1.22)
где S - площадь сечения штабеля.
Объем глинозапасника 18×18×6 (м3).
Расчет склада готовой продукции
Склад готовой продукции для хранения керамических стеновых материалов представляет собой бетонированную площадку, обслуживаемую козловым краном.
На 1м2 площади склада укладывается 700 штук при укладке в 30 ярусов.
Для учета проходов, проездов при расчете применяют коэффициент - 1,7 при обслуживании козловым краном.
Площадь склада
определится из выражения:
![]() , (1.23)
, (1.23)
где Qсут - количество изделий, поступающих в сутки; Тхр - продолжительность хранения; К1 - коэффициент, учитывающий потери площади; Qн - нормативный объем изделий, на 1м2 площади, штук.
![]() м2
м2
Длина СГП выбрана, равной -40 м, а ширина-18 м.
Расчет мазутохранилища
Жидкое топливо-мазут хранят в типовых мазутохранилищах. Мазут доставляется спецавтотранспортом.
Нормативный расход мазута на 1000 штук. составляет 150 кг. Принят пятнадцати суточный запас. Тогда потребный объем емкости составит:
![]() т.
т.
Приняты 1 емкость по 100 т.
Другие вспомогательные объекты
К другим вспомогательным объектам, подбираемым для размещение на генплане без расчета относятся:
· административно-бытовой корпус-проектом принят АБК размерами 24×12 м в двух уровнях;
· материальный
склад-крытый 12х24 м.
.1.6 Контроль технологического процесса и качества готовой продукции
Для производства керамической плитки для полов, как и для любых материалов необходимо осуществлять тщательный контроль качества исходного сырья согласно с ГОСТ 9169-75. Для производства керамической плитки для полов используют глины тугоплавкие или огнеупорные, средне- или умереннопластичные с низким содержанием крупных и средних включений железистых миниралов, гипса и органических остатков, с низким или средним содержанием свободного кремнезема и водорастворимых солей. Перед началом производства необходимо проводить анализ глины, для того чтобы используемая глина соответствовала требованием ГОСТ. Чтобы подобрать оптимальную температуру обжига надо определить свободную двуокись кремния. Метод основан на выделение нерастворимого диоксида кремния горячей ортофосфорной кислотой и последующем прокаливании его до постоянной массы.
Для определение пластичности глин
используют прибор Васильева и балансовую конус (рис. 1.14).
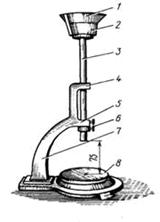
Рисунок 1.14 - а) Балансовый конус б) Прибор Васильева
- чашка для массы; 2 - диск; 3-
цилиндрический стержень; 4,5 - кронштейны; 6 -винт; 7 - станина; 8 - опорная
плита.
Затем определяют границу раскатыванияна стеклянной пластине до оброзования жгута диаметром 3 мм
Затем определяют тонкодисперсные фракции. Метод основан на количественном распределении частиц материала по крупности в зависимости от времени их оседания в жидкой среде и последующем весом определении полученных фракции по крупности (рис.1.16).
Затем определяют крупнозернистые включение. Метод основан на количественном распределении зерен по крупности рассевом на ситах с последующей оценкой их вещественного состава.
Рисунок 1.16 - Прибор для отбора суспензии: 1- штатив; 2 -пипетка вместимостью 25 см; 3- упор; 4- колба для промывания пипетки; 5-аспиратор;
- зажим; 7- водослив.
Завершающий этап производства изделий - это контроль качества продукции. Специалисты визуально осматривают и проводят контроль в нескольких этапах. Сначала контролируют отклонения на линейные размеры и правильности формы штангенциркулем. Длину и ширину измеряют на расстоянии от грани не менее 5 мм. Толщину плитки измеряют штангенциркулем в четырех сторонах на расстоянии не менее 15 мм от середины каждой грани к краю плитки. После контролируют внешний вид плитки при рассеянном искусственном освещении от 300 до 400 лк на расстоянии не менее 1 м от глаза наблюдателя.
Невидимые трещины определяют на слух, путем постукивания деревянным или металлическим молотком, весом 0,25 кг. Плитки не соответствующие ГОСТ 27180-86 издают дребезжащий звук. Экземпляры с трещинами, сколами и другими дефектами откладывают в сторону. Битые плитки отправляются на переработку, измельчается и добавляется как компонент в изготовлении шликера.
В лабораторных условия
плитки проводят испытания в соответствии с ГОСТ указанных в таблице 1.12, и
определяют прочность на изгиб, на наклеивания плиток на бумагу, на плотность
укладки плиток в коврах, на морозостойкость, на термическую стойкость, на
кислота - щелочестойкость, на химическую износостойкость и на водопоглащения.
Определяют твердость готовой продукции по шкале Маоса.
Таблица 1.12
Контроль качество по ГОСТ
|
Определения контроля качества |
Соответствующий ГОСТ |
|
Определение придела прочности на изгиб Определение температурного коэффициента линейного расширения |
ГОСТ 166-80 |
|
Определение химической стойкости глазури |
ГОСТ 2156-76 |
|
Определения водопоглощения |
ГОСТ 2874-82 |
|
Определение износостойкости глазурованных плиток для полов |
ГОСТ 3584-73 |
|
Контроль линейных размеров и правильности формы |
ГОСТ 4126-82 |
|
Определение кислото- и щелочестойкости |
ГОСТ 24104-80 |
|
Определение износостойкости не глазурованных плиток для полов |
ГОСТ 22551-77 |
1.1.7 Штатная ведомость предприятия
Завод по производительности относится к предприятиям средней мощности. В связи с этим штатная численность персонала принята с максимально возможным совмещением профессий.
Всего по заводу работают 47 человек, из них в АУП 11 человек, цеховый персонал 36 рабочих. Более подробно указан в разделе технико-экономической части.
Предусмотрены
административно-управленческий персонал, отдел снабжения и сбыта,
планово-финансовый отдел, бухгалтерия, подготовительное отделение, отдел
материально-технического обеспечения и продаж, отдел технического контроля,
заводская лаборатория, производственный персонал.
Таблица 1.13
Штатная ведомость завода керамических плиток
|
№ пп |
Наименование подразделений и профессий |
Численность работающих, чел |
Всего, чел |
|||
|
|
|
1 см |
2 см |
3 см |
|
|
|
|
Административно-управленческий персонал |
|
|
|
|
|
|
1 |
Директор |
1 |
|
|
1 |
|
|
2 |
Начальник производства |
1 |
|
|
1 |
|
|
3 |
Инженер-механик |
1 |
|
|
1 |
|
|
4 |
Технолог |
1 |
|
|
1 |
|
|
5 |
Секретарь |
1 |
|
|
1 |
|
|
6 |
Уборщица |
1 |
|
|
1 |
|
|
|
Планово-финансовый отдел |
|
|
|
|
|
|
7 |
Инженер-экономист |
1 |
|
|
1 |
|
|
8 |
Главный бухгалтер |
1 |
|
|
1 |
|
|
9 |
Бухгалтер |
1 |
|
|
1 |
|
|
|
Отдел снабжения и сбыта |
Начальник отдела |
1 |
|
|
1 |
|
11 |
Агент-экспедитор |
1 |
|
|
1 |
|
|
|
Всего по АУП |
11 |
|
|
|
|
|
|
Цеховой персонал |
|
|
|
|
|
|
12 |
Мастер цеха |
1 |
|
|
1 |
|
|
|
Подготовительное отделение |
|
|
|
|
|
|
13 |
Дежурный на питателе |
1 |
1 |
1 |
3 |
|
|
14 |
Оператор подготовительного отделения |
1 |
|
|
1 |
|
|
|
Прессовое отделение |
|
|
|
|
|
|
15 |
Рабочий смесителя |
1 |
|
|
1 |
|
|
16 |
Оператор пресса |
1 |
|
|
1 |
|
|
|
Перегрузочное и печное отделение |
|
|
|
|
|
|
17 |
Рабочий по садке кирпича |
1 |
1 |
|
2 |
|
|
18 |
Обжигальщик |
1 |
1 |
1 |
3 |
|
|
19 |
Оператор разгрузчика печных вагонеток |
1 |
1 |
|
2 |
|
|
20 |
Рабочий по браковке кирпича |
2 |
2 |
|
4 |
|
|
|
Рабочие СГП |
|
|
|
|
|
|
21 |
Водитель автопогрузчика |
1 |
1 |
|
2 |
|
|
22 |
Крановщик |
1 |
1 |
|
2 |
|
|
23 |
Теплотехник |
1 |
1 |
|
2 |
|
|
24 |
Дежурный электрик |
1 |
1 |
|
2 |
|
|
25 |
Дежурный механик |
1 |
1 |
|
2 |
|
|
26 |
Слесарь технологического оборудования |
1 |
1 |
|
2 |
|
|
27 |
Слесарь по ремонту печных вагонеток |
1 |
1 |
|
2 |
|
|
28 |
Печник по ремонту футеровки печных вагонеток |
1 |
1 |
|
2 |
|
|
29 |
Слесарь - сантехник |
1 |
1 |
|
2 |
|
|
|
Всего по заводу |
30 |
15 |
2 |
47 |
|