Дипломная (вкр): Технология производства керамической плитки
· меньшая теплота сгорания по сравнению с флотскими мазутами.
Мазут М100 доставляется компанией «КазПланетОйл» г. Шымкент, Южно-Казахстанской области.
Расчет потребности в сырье и полуфабрикатах (материальный баланс)
Завод по производству керамических плиток для полов мощностью 15млн.кв м в год в городе Кентау, методом полусухого прессования.
Исходные данные:
) Состав массы, %: суглинок - 100;
2) Влажность сырья, %: Wc = 9;
Cредневзвешанная влажность сырья, %: Wcр = 9;
3) Потери при прокалывании сырья, %: ПППс = 12,21;
Cредневзвешанные потери при прокалывании сырья, %: ППП = 12,21;
) Технологические параметры производства:
Браки и потери производства:
при обжиге - 2%;
- при дозировании и транспортировке - 1%;
Остаточная влажность изделий - 10%;
Средняя плотность суглинка - 1,82 т/м3.
Производительность завода:
П = 15 млн. штук/год = 5000000·390+1000000·693=8800т
Для сопоставимости статей прихода и расхода материального баланса выход продукции и полуфабриката рассчитываем в тоннах в год:
. Должно выходить плитки из печи по
обожженной массе с учетом брака при обжиге:
Q1 = П·100/(100- К1)
=8800·100/(100-2) = 9061,22т/год (1.5)
где П - мощность завода, т/год; К1 - брак при обжиге.
Брак при обжиге:
1- П =9061,22-8800=261,22т/год (1.6)
. Поступает плитки в печи с учетом потерь при прокалывании по абсолютно сухой массе:
2 = Q1·100 / (100 - К2) = 9061,22·100/
(100-12,21) = 10321,47т/год (1.7)
где К2 = средневзвешенные
потери при прокалывании.
ППП= Q2-Q1
=10321,47-9061,22= 1260,25т/год (1.8)
. Поступает плитки в печи по фактической массе с учетом остаточной влажности:
3 = Q2·100 / (100- W0)= 10321,47·100/ (100-10)
= 11468,3т/год (1.9)
где W0 - остаточная влажность изделий.
Испаряется влаги в печех:
3- Q2 = 11468,3-10321,47 = 1146,83т/год (1.10)
. Должно быть приготовлено пресс - порошка с учетом потерь при его абсолютно сухой массе:
4 = Q2·100 / (100- К3) = 10321,47·100/ (100-
0) = 10321,47т/год (1.11)4 -Q2 = 10321,47-10321,47=
0т/год (1.12)
. Должно выходить из мельницы пресс - порошка по фактической массе с учетом остаточной влажности:
5 = Q4·100 / (100-W0) = 10321,47·100/ 100-10
=11468,3т/год (1.13)
. Потребность в технологической воде с учетом средневзвешенный влажности сырья:
6 = Q5 - Q4·100 / (100-Wcр) = 11468,3-10321,47·100/ 100-9 =
= 126,02т/год (1.14)
где Wcр - средневзвешенная влажность сырья.
С учетом потерь-10%; 138,62 т/год
. Требуется сырья по абсолютно сухой массе с учетом потерь при транспортировке:
7 = Q4·100 / (100- К4) = 10321,47·100/ 100- 1
= 10425,72т/год (1.15)
где К4 - потери при транспортировке.
7-Q4 =10425,72-10321,47 = 104,25т/год (1.16)
. Требуется сырья:
с = Q7·ас / (100-Wс) =
10425,72·100/100-9 = 11456,83т/год (1.17)
Результаты сводим в табл.1.8.
Таблица 1.8
Материальный баланс технологической линии завода
|
Приход |
Расход |
||
|
Наименование сырья |
масса, т |
Наименование сырья |
масса, т |
|
Суглинок |
11456,83 |
Поступает на СГП |
8800 |
|
Поступает технологической воды |
138,62 |
Невозвратимые потери: При обжиге При прокалывании При транспортировке Испаряется влаги в печах Потери воды |
261,22 1260,25 104,25 1146,83 12,6 |
|
Всего |
11595,45 |
Всего |
11585,15 |
Невязка баланса составляет: 11595,45-11585,15=10,3т/год,
,3/11595,45·100=0,08%. Допустимая
невязка составляет: 0,5%
.1.4 Технология производства
Обоснование выбора способа производства
Процесс производства плиток для полов включает подготовку пресс-порошка, прессование плиток, их сушку и обжиг, сортировку и упаковку.
Применяют два способа приготовления пресс-порошков: полусухой и шликерный.
Полусухой способ состоит в том что глину с карьерной влажностью дробят в стругачах, сушат до влажности 7-8% в сушильных барабанах и направляют в бункера. Из бункеров глину подают в помольные агрегаты, где ее измельчают до тех пор, пока не будет получен порощок с содержанием частиц менее 0,5мм в количестве 40-70%. Глину просеивают на ситах и подают в бункера прессов. Для совмещенной сушки и помола иногда используют шахтную мельницу.
Шликерный способ обеспечивает наиболее высокую степень перемешивания компонентов при многокомпонентной шихте и наибольшую однородность массы как по свойству, так и по цвету.
Этот способ наиболее надежный для изготовления цветных плиток, а так же при использования глин не постоянного состава, которые усредняют в процессе подготовки пресс порошка. При этом способе шликер готовят как совместным мокрым помолом глинистых и отощающих в шаровых мельницах, так и раздельным помолом.
При раздельном помоле отдельно готовят шликер из глины (распускают в пропеллерных мешалках или специальных машинах непрерывного роспуска) и из отощителей и плавней (помолом в периодических шаровых мельницах или непрерывных струйных мельницах), затем шликеры дозируют и смешивают, а смесь их обезвоживают в башенных распылительных сушилках. При изготовлении цветных плиток с применением красителей красители перемалывают вместе с отощающими добавками и плавнями.
Использование красителей значительно удорожает стоимость плиток для полов. Себестоимость плиток из искусственно окрашенных масс можно значительно снизить, если изготовлять плитку двухслойной: лицевую сторону из окрашенной массы, тыльную из основной. При этом удельный расход красителя на 1м2 плиток снижается в 3 раза.
После сушилок порошок поступает на прессы. Плитки для полов прессуют на прессах КРКп-125, К/РУ-160. прессование происходит в две ступени с удельным давлением на I ступени 4-6МПа, на II ступени 20-30 МПа.
Плотность полуфабриката сильно влияет на последующие процессы спекания в обжиге и на качество обожженных изделий, поэтому соблюдение режимов прессования- одно из важнейших условий высокого качества изделий.
Плитки сушат в противоточных туннельных или шелевых конвейерных сушилках.
В таблице 1.9 указаны способы
подготовки формовочных масс.
Таблица 1.9
Способы подготовки формовочной массы
|
Способ подготовки массы |
Влажность массы, % |
Применение |
Содержание |
Недостатки |
|
Полусухой |
8-12 |
Для засоренного с камневидными включениями глинистого сырья пониженной пластичности и влажности |
Грубое, а затем тонкое измельчение подсушенного сырья, отсев крупных включений, введение добавок, увлажнение вылеживание |
Необходимость сушки перед тонким измельчением, повышенный износ помольного оборудования, необходимость применения высоких давлений при формовании |
|
Шликерный |
45-60 |
Для глин с высокой карьерной влажностью при использовании многокомпонентных формовочных масс и наличии подлежащих удалению камневидных включений |
Грубое измельчение с одновременным удалением камневидных включений, тонкий помол и роспуск глины, процеживание, обезвоживание, просев, электромагнитная очистка |
Значительная сложность и трудоемкочсть способа, высокий расход топлива на обезвоживние шликера |
Плитки загружают в туннельные сушилки на этажерках печных вагонеток, на вагонетках со съемными полками, а также в капселях. Полки вагонеток изготовляют из плетеной или штампованной металлической сетки, иногда из листовой стали. При сушке на печных вагонетках плитки укладывают на этажерки вагонеток непосредственно у прессов стопками по 20-25 штук.
При сушке на печных вагонетках не требуется перекладывать плитки, обеспечивается значительная экономия топлива за счет рационального использования для сушки тепла, выделяющегося из печей при остывании обожженных изделий, и загрузки в печь изделий с высокой температурой.
Скоростная сушка плиток осуществляется в однорядных щелевых конвейерах сушилках. Плитка автоматически после пресса раскладываются по ширине конвейера и сушится в течении 17-18 мин при высокой температуре (до 280°С)и при большой скорости теплоносителя (до 4 м/с). Несущим устройствам конвейера может быть роликовая цепь, лерная сетка, роликовый конвейер. Широкое внедрение однорядной скоростной сушки в конвейерных сушилках позволило автоматизировать производство, снизить брак, вызываемый многократными перекладками плиток, уменьшить количество обслуживающего персонала и значительно повысить производительность труда, снизить себестоимость продукции и улучшить условия труда на участках прессования и сушки.
После сушки плитки покрывают легкоплавкой глиной для ангоба, после поступают на обжиг в печи различных конструкций периодического действия, туннельные или непрерывно-действующие однорядные и многоканальные.
Наиболее эффективные агрегаты для
обжига плиток поточно- автоматизированные конвейерные линии (рис.1.2) с
роликовыми печами конструкции НИИстройкерамики.
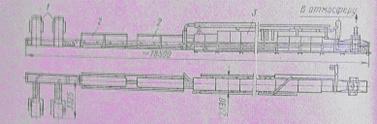
Рисунок 1.2 -
Поточно-автоматизированная конвеерная линия для производства плиток для полов:
1 - пресс, 2 - сушила, 3 - роликовая щелевая печь
После обжига обнаруживаются дефекты плиток, которые возникают в результате нарушений технологических режимов на всех стадиях производства.
Плитки сортируют и упаковывают в бумагу по 10 штук, пакеты перевязывают шпагатом. На каждую пачку наклеивают этикетку с указанием сорта, цвета, завода-изготовителя и личного номер сортировщицы [12].
Мной выбран полусухой способ производства керамических плиток для полов, так как применяемый суглинок засорен камневидными включениями, пониженной пластичности. Поэтому экономически целесообразно использовать полусухой способ производства.
Описание технологической схемы
производства
Рисунок 1.3 - Технологическая схема
производства строительной керамической плитки полусухим способом
Суглинок поступает в глинорыхлитель СМ-1031А (рис.1.4) для предварительного дробления. Эту операцию проводят в тех случаях, когда глина имеет много крупных слипшихся кусков.
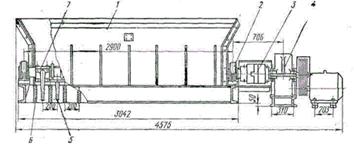
Рисунок 1.4 - Глинорыхлитель СМК-1031А
- привод рабочего вала, 2 - лопасти,
3 - вал рыхлителя, 4 - привод поперечного движения каретки, 5 - муфта.
После глинорыхлителя сырье поступает
в ящичный питатель СМ-664 (рис.1.5). Он равномерно и непрерывно питает сырьем
все последующие машины, дозируют компоненты шихты по заданному составу,
является промежуточным запасником.
Рисунок 1.5 - Ящичный питатель СМ-664
- корпус, 2 - транспортер, 3 -
электродвигатель, 4 - редуктор, 5 - вал с билами, 6 - шиберы, 7 - планки.
После ящичного питателя сырье
поступает в винтовые камневыделительные вальцы СМК-416А (рис. 1.6) для удаления
из глины крупных твердых включений. Один из валков у них гладкий, а второй
снабжен спиралью, отводящей поступающие с глиной камни в находящийся с боку
лоток, откуда они выпадают наружу. Винтовые вальцы надежно удаляют камни
размером от 3 до 10 см. износ винтового валка существенно ухудшает работу
вальцов, поэтому необходим их своевременный ремонт.
Рисунок 1.6 - Кинематическая схема винтовых камневыделительных вальцов СМК-416А
- электродвигатель; 2-
упругая муфта; 3- редуктор; 4-уравнительная муфта; 5- зубчатые шестерки; 6, 8,
10, 12, 14, 15- подшипники; 7- гладкий валок; 9- винтовой волок; 11- цепная
передача; 13- очистной скребок.
После винтовых камневыделительных вальцов сырье поступает в шахтную мельницу МСМ-1300 для измельчения. В шахтной мельнице сырье подается по трубе в шахту. Вращением ротора частицы измельчаются, затем потоком газов, которые поступают в корпус по специальному каналу, выносятся в шахту. Тут происходит отсев под действием силы тяжести. Крупные частицы вновь попадают в мельницу на повторное измельчение, мелкие падают в осадительное устройство.
После шахтной мельницы
сырье поступает в вальцы тонкого помола СМ-516 (рис.1.8). вальцы тонкого помола
по устройству и принципу действия подобны гладким вальцам грубого помола, но,
отличаясь от них большей скоростью вращения валков и меньшим зазором между
ними, предназначаются для тонкого измельчения глины.
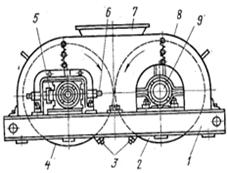
Рисунок 1.8 - Вальцы тонкого помола СМ-516
-рама; 2- неподвижный
валок; 3- скребки; 4- подвижный валок; 5- амортизатор; 6- регулировочный винт;
7- загрузочная воронка; 8-кожук; 9-подшипниковые опоры.
После вальцов тонкого
помола сырье поступает в вибрационное сито С-96А (рис.1.9) для просева.
Вибрационные сита являются наиболее совершенным типом сит и благодаря своему
высокому кпд (до 90%), большой производительности и незначительной потребляемой
мощности получают все большее распространение, вытесняя как струнные так и
барабанные сита.
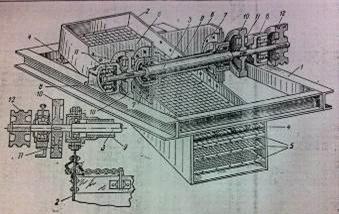
Рисунок 1.9 - Эксцентриковое вибрационное сито С-96
- рама; 2- вибрационное рама; 3- вал; 4- пружинные амортизаторы; 5- сита; 6-боковые косынки; 7- фланцевые корпуса; 8- роликовые подшипники; 9- труба, закрывающая эксцентриковую часть вала; 10- маховики; 11- противовесы; 12- шкиф
После сито сырье
поступает в тарельчатый питатель СМ-664 (рис.1.10) для дозирования молотого
суглинка, который высыпается через трубу тарельчатого питателя на диск, образуя
конус.
Рисунок 1.10 - Тарельчатый питатель СМ-664
-диск; 2-редуктор;
3-электродвигатель.
После тарельчатого
питателя сырье поступает в гидравлический пресс КРУ-160 для прессования массы
влажностью 6-7%.
Рисунок 1.11 -
Гидравлический пресс КРУ-160
При выдвижении поршня 1 и находящейся на нем формы 2 и штампа 3 последний прижимается к упору 4 (рис.1.11). Вначале создают малое давление для удаления воздуха из порошковой массы, а затем - окончательное, т. е высокое давление.
После пресса полуфабрикат проходит пульверзацию ангоба для маскировки цвета и выравнивания поверхности.
После ангобирования плитки проходят обжиг в щелевой роликовой печи от фирмы SACMI самую экологичную на сегодняшний день модель печи FMS 2950
После завершения всех этапов
производства специалисты осматривают каждую плитку на брак, затем отправляют в
слад готовой продукции.
.1.5 Расчет производительности технологической линии завода