Материал: Технология производства изделий из композиционных материалов
![]()
![]()
в) Частный резерв второго вида -
запас времени, которым можно располагать по условию, что работы должны быть
выполнены по своим ранним срокам.
![]()
г) Свободный резерв - запас времени,
которым можно располагать в предположении, что предшествующие работы выполнены
по поздним срокам, а последующие начать по ранним. Отрицательное значение этого
резерва означает, что такой возможности не имеется.
![]()
7.1.4 Определение коэффициентов напряженности работ:
Коэффициент напряженности работы
представляет собой отношение совпадающих участков пути, одним из которых
является максимальный по продолжительности путь рассматриваемой работы, к
критическому.
 ,
,
где ![]() максимальный путь рассматриваемой
работы,
максимальный путь рассматриваемой
работы,
![]() критический путь,
критический путь,
![]() части максимального пути, которая
совпадает с критическим.
части максимального пути, которая
совпадает с критическим.
Значения ранних и поздних сроков
работ, всех резервов и коэффициентов напряженности работ вычислены и занесены в
(табл.1).
7.2 Порядок построения линейной
карты сети
После расчета параметров сетевого графика необходимо построить линейную карту сети. Карту строят в масштабе времени, и для построения используют ранее полученные данные по продолжительности, началу и окончанию работ.
.)По горизонтальной шкале линейной карты откладывают длительность критического пути по масштабу времени. Вертикальная шкала - условная, на ней отмечаем полные резервы работ, размещенных от меньших значений к большим.
.)Параллельно горизонтальной шкале времен работ напротив отметки с нулевым резервом откладываются работы критического пути в виде сплошной непрерывной цепочки. Эти работы откладываются в масштабе времени, и в начале и в конце каждой работы делаются засечки, над которыми отмечаются номера событий.
.)На линейной карте сети откладываем последовательно, по возрастающему значению полных резервов, работы, которые находятся на критическом пути. Эти работы откладываются по своим ранним срокам. Поэтому в конце цыпочки этих робот образуется резерв второго вида, который отмечается в виде пунктира, над которым записывается значение этого резерва.
.)Если через одну и ту же работу проходит несколько путей, то эта работа на линейной карте сети отображается один раз соответственно своему резерву.
.)Если одно и то же событие повторяется на разных цепочках то они соединяются тонкой линией.
.)Если фиктивная работа имеет резерв, то этот резерв на линейной карте сети показывается в виде пунктира как и резерв остальных не фиктивных работ.
Если фиктивная работа, находится на критическом пути и не имеет резервов, то ее пограничные события склеиваются одно над другим в соответствии со временем этих событий.
.)На линейной карте сети над стрелками должна указываться продолжительность времени каждой работы, над пунктирами - резервы второго вида, а под стрелками количество исполнителей на каждой работе.
Линейная карта сети построена и
представлена в (прилож.3).
7.3 Порядок построения графика
загрузки исполнителей
Линейная карта сети является основанием для построения графика загрузки исполнителей, который представляет собой диаграмму необходимого количества исполнителей по календарным периодам разработки.
)По горизонтальной шкале графика загрузки откладывается длительность критического пути, как в линейной карте сети. По вертикали в масштабе откладывается количество исполнителей от меньших значений к большим. Для того, чтобы определить длину вертикальной шкалы необходимо предварительно посмотреть линейную карту сети и определить, какое максимальное количество исполнителей на параллельных работах может работать одновременно.
.)Построение диаграммы начинается с просмотра параллельных работ, шаг за шагом и учета количества исполнителей, которые работают на этих работах в один и тот же период времени.
График загрузки исполнителей
построен и представлен в (прилож.4).
Таблица 7.1- Перечень работ
|
№ |
|
|
|
|
|
1 |
0-3 |
Входной контроль компонентов связующего ЭДТ-69Н и его приготовление. |
20 |
2 |
|
2 |
0-4 |
Входной контроль компонентов связующего ЭДТ-69Н и его приготовление. |
20 |
2 |
|
3 |
1-4 |
Входной контроль армирующего материала ЭЛУР-0.08П. |
30 |
2 |
|
4 |
2-3 |
Входной контроль армирующего материала УТ-900-2,5А. |
30 |
2 |
|
5 |
4-6 |
Пропитка ленты на пропиточной машинеУПСТ-300 . |
25 |
1 |
|
6 |
6-11 |
Раскрой препрега на наполнителе ЭЛУР-0.08П на установке УРСТ-300. |
7 |
1 |
|
7 |
7-11 |
Подготовка трубчаты оправок. |
20 |
1 |
|
8 |
11-17 |
Намотка препрега на резиновую оправку. |
108 |
1 |
|
9 |
3-5 |
Пропитка ткани на пропиточной машине УПСТ-1000. |
10 |
1 |
|
10 |
5-9 |
Раскрой препрега пояса на наполнителе УТ-900-2,5А. |
40 |
1 |
|
11 |
10-9 |
Подготовка оснастки из стекло-пластика. |
10 |
1 |
|
12 |
8-9 |
Входной контроль нижней панели и усиления. |
30 |
1 |
|
13 |
9-12 |
Выкладка нижнего пояса и накладок. |
47 |
2 |
|
14 |
13-12 |
Изготовление вакуумного мешка. |
32 |
1 |
|
15 |
12-14 |
Вакуумирование. |
31 |
1 |
|
16 |
14-15 |
Формование "Частичная полимеризация пояса". |
390 |
2 |
|
17 |
15-16 |
Расформовка. |
40 |
1 |
|
18 |
16-17 |
Контроль качества (визуальный обзор). |
20 |
1 |
|
19 |
17-19 |
Выкладка нижнего пояса и трубчатого заполнителя. |
26 |
2 |
|
20 |
18-19 |
Изготовление вакуумного мешка. |
32 |
1 |
|
21 |
19-20 |
Вакуумирование. |
31 |
1 |
|
22 |
20-21 |
Раcформовка. |
20 |
1 |
|
23 |
21-22 |
Контроль на плоскостность. |
20 |
1 |
|
24 |
23-22 |
Изготовление компенсирующих прокладок |
20 |
1 |
|
25 |
22-24 |
Выкладка компенсирующих прокладок. |
30 |
1 |
|
26 |
25-24 |
Изготовление вакуумного мешка. |
32 |
1 |
|
27 |
24-26 |
Вакуумирование. |
31 |
1 |
|
28 |
26-27 |
Формование. |
420 |
2 |
|
29 |
27-28 |
Раcформовка. |
20 |
1 |
|
30 |
28-29 |
Извлечение трубчатых оправок. |
25 |
1 |
|
31 |
29-30 |
Механическая обработка (обрезка припусков) |
11 |
1 |
|
32 |
30-31 |
Контроль качества |
20 |
2 |
Таблица 7.2
|
Код работы |
Tij |
tpн |
tpo |
tпн |
tпо |
Rп |
R’ |
R” |
Rсв |
кн |
n |
|
0-3 |
20 |
0 |
20 |
10 |
30 |
10 |
10 |
10 |
10 |
|
2 |
|
0-4 |
20 |
0 |
20 |
420 |
440 |
420 |
420 |
10 |
10 |
|
2 |
|
1-4 |
30 |
0 |
30 |
410 |
440 |
410 |
410 |
0 |
0 |
|
2 |
|
2-3 |
30 |
0 |
30 |
0 |
30 |
0 |
0 |
0 |
0 |
1 |
2 |
|
4-6 |
40 |
30 |
70 |
440 |
280 |
410 |
0 |
0 |
-410 |
|
1 |
|
6-11 |
7 |
70 |
77 |
493 |
500 |
423 |
13 |
13 |
-397 |
|
1 |
|
7-11 |
20 |
70 |
90 |
480 |
500 |
410 |
0 |
0 |
-410 |
|
1 |
|
11-17 |
108 |
90 |
198 |
400 |
608 |
410 |
0 |
410 |
0 |
|
1 |
|
3-5 |
10 |
30 |
40 |
30 |
40 |
0 |
0 |
0 |
0 |
1 |
1 |
|
5-9 |
40 |
40 |
80 |
40 |
80 |
0 |
0 |
0 |
0 |
1 |
1 |
|
10-9 |
10 |
40 |
50 |
70 |
80 |
30 |
0 |
30 |
0 |
|
1 |
|
8-9 |
30 |
0 |
30 |
50 |
80 |
50 |
0 |
50 |
0 |
|
1 |
|
9-12 |
47 |
80 |
127 |
80 |
127 |
0 |
0 |
0 |
0 |
1 |
2 |
|
13-12 |
32 |
80 |
112 |
95 |
127 |
15 |
15 |
15 |
15 |
|
1 |
|
12-14 |
31 |
127 |
158 |
127 |
158 |
0 |
0 |
0 |
0 |
1 |
1 |
|
14-15 |
390 |
158 |
548 |
548 |
0 |
0 |
0 |
0 |
1 |
2 |
|
|
15-16 |
40 |
548 |
588 |
548 |
588 |
0 |
0 |
0 |
0 |
1 |
1 |
|
16-17 |
20 |
588 |
608 |
588 |
608 |
0 |
0 |
0 |
0 |
1 |
1 |
|
17-19 |
26 |
608 |
634 |
614 |
640 |
6 |
6 |
6 |
6 |
|
2 |
|
18-19 |
32 |
608 |
640 |
608 |
640 |
0 |
0 |
0 |
0 |
1 |
1 |
|
19-20 |
31 |
640 |
671 |
640 |
671 |
0 |
0 |
0 |
0 |
1 |
1 |
|
20-21 |
20 |
671 |
691 |
671 |
691 |
0 |
0 |
0 |
0 |
1 |
1 |
|
21-22 |
20 |
691 |
711 |
691 |
711 |
0 |
0 |
0 |
0 |
1 |
1 |
|
23-22 |
20 |
691 |
711 |
691 |
711 |
0 |
0 |
0 |
0 |
1 |
1 |
|
22-24 |
30 |
711 |
741 |
713 |
743 |
2 |
2 |
2 |
2 |
|
1 |
|
25-24 |
32 |
711 |
743 |
711 |
743 |
0 |
0 |
0 |
0 |
1 |
1 |
|
24-26 |
31 |
743 |
774 |
743 |
774 |
0 |
0 |
0 |
0 |
1 |
1 |
|
26-27 |
420 |
774 |
1194 |
774 |
1194 |
0 |
0 |
0 |
0 |
1 |
2 |
|
27-28 |
20 |
1194 |
1214 |
1194 |
1214 |
0 |
0 |
0 |
0 |
1 |
1 |
|
28-29 |
25 |
1214 |
1239 |
1214 |
1239 |
0 |
0 |
0 |
0 |
1 |
1 |
|
29-30 |
11 |
1239 |
1250 |
1239 |
1250 |
0 |
0 |
0 |
0 |
1 |
1 |
|
30-31 |
22 |
1250 |
1272 |
1250 |
1272 |
0 |
0 |
0 |
0 |
1 |
2 |
Список используемой литературы
1. Технология производства изделий из КМ: Учеб. пособие, Вамболь А.А., Шевцова М.А.-Х.: Нац. аэрокосм. ун-т «Харьк. авиац. ин-т», 2005, 28 с.
. Кривенда С.П. Оформоение технической документации на изделия из КМ: Учеб. пособие- Х.: Нац. аэрокосм. ун-т «Харьк. авиац. ин-т», 2004.-50с.
. А.В. Гайдачук, М.А. Сидоренкова Учебное пособие «Технология производства изделий из полимерных композиционных материалов», Харьков «ХАИ» 1998г., 98 с.
. С.А. Бычков, О.В. Гайдачук, В.Е. Гайдачук, В.Д. Гречка, В.Н. Кобрин
. Учебное пособие «Технология производства летательных аппаратов из композиционных материалов», Киев, 1995г., 374с.
. Ивановская О.В., Шевцова
М.А. технология производства изделий из полимерных композиционный материалов-
Х.: Нац. аэрокосм. ун-т «Харьк. авиац. ин-т», 2005, 98 с.
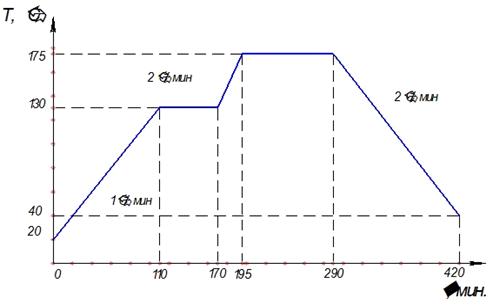
Приложение А
График зависимости температуры от времени формования
Разработка сетевого директивного графика технологического процесса изготовления панели
|
№ |
|
|
|
|
|
1 |
0-1 |
Входной контроль входящих деталей и материалов. |
60 |
3 |
|
2 |
1-2 |
Подготовка к склеиванию поверхности обшивок. |
20 |
5 |
|
3 |
1-3 |
Подготовка усиливающих элементов. |
25 |
10 |
|
4 |
1-4 |
Подготовка сотового заполнителя. |
45 |
10 |
|
5 |
2-6 |
Выкладка панели. |
50 |
10 |
|
6 |
5-6 |
Подготовка оснастки к склеиванию. |
40 |
5 |
|
7 |
6-8 |
Формование панели. |
60 |
5 |
|
8 |
7-8 |
Изготовление вакуумного мешка. |
50 |
10 |
|
9 |
8-9 |
Механическая обработка панели. |
45 |
10 |
|
10 |
9-10 |
Выходной контроль панели. |
40 |
20 |