Материал: Технология производства изделий из композиционных материалов
Технология производства изделий из композиционных материалов
Содержание
Введение
. Подготовительные технологические операции
.1 Подготовка армирующего материала, входной контроль
. Расчет количества армирующего материала и связующего
.1 Расчет количества ткани и связующего, необходимого для пропитки
.2 Приготовление препрегов
. Формообразования и расчет штучного времени
.1 Штучное время на подготовку формообразующей поверхности
.2 Штучное время на нанесения одного слоя разделительной поверхности
.3 Штучное время на выкладку одного слоя
.4 Штучное время на герметизацию формообразующей поверхности
.5 Штучное время на намотку трубчатого заполнителя
.6 Штучное время на изготовления вакуумного мешка
. Формование конструкции
. Механическая обработка детали
. Контроль качества панели
. Разработка сетевого директивного графика технологического процесса изготовления панели
.1 Порядок построения сетевого графика
.2 Порядок построения линейной карты сети
.3 Порядок построения графика загрузки исполнителей
Список используемой литературы
Приложение А
Введение
Темпы внедрения композиционных материалов (КМ) в современное производство увеличиваются с каждым днём. На сегодняшний день КМ используются не только в авиастроении, но в электротехнической и радиотехнической промышленности, судостроении, кабельной промышленности и в производстве спортивных товаров.
Использование КМ в двигателестроении позволяет снизить его массу, тем самым снизить расход топлива и увеличить манёвренность летательного аппарата (ЛА). С другой стороны, применение КМ позволяет достичь увеличения полезной нагрузки.
В данной работе описан тех процесс изготовления панели с трубчатым заполнителем, которая применяется в каркасе стабилизатора самолета.
Панель выполняет функции нервюры, которая работает на кручение, поэтому по ее длине действуют потоки касательных усилий.
Целью данной работы является разработка технологического процесса изготовления панели и расчет технологических параметров этого процесса.
Процесс изготовления панели с трубчатым заполнителем состоит из следующих технологических операций:
подготовка исходных материалов;
пропитка армирующих наполнителей и хранение припрегов;
подготовка поверхности формообразующей оснастки;
намотка трубчатого наполнителя;
выкладка нижнего пояса и трубчатого заполнителя;
формование конструкции;
механическая обработка деталей;
маркировка и выходной контроль изделия.
1. Подготовительные технологические
процессы
Производство изделий из КМ начинается с
подготовительных технологических процессов: подготовка исходных армирующих
материалов, приготовления и контроль компонентов связующего, изготовления
препрегов, раскрой полуфабрикатов. Первым этапом подготовки технологических
процессов является расчет необходимой длины наматываемого препрега и массы
наносимого связующего.
1.1 Подготовка армирующего материала
,входной контроль
Проверке армирующих материалов по порокам внешнего вида подвергаем 5% от объема входного контроля, проверке по физико-механическим показателям подвергаем 10%.
Контроль исходной арматуры заключается в испытании ее на соответствие техническим требованиям механических характеристик, размеров, поверхностной плотности ткани, содержание влаги. Проводятся контрольные испытания разрывной прочности арматуры.
В данном проекте необходимо призвести подготовку исходного армирующего материала- углеленты ЭЛУР-0,08П и углеткани УТ-900-2,5А.
Физико-механические характеристики ткани
приведены в таблице 1.
Таблица 1. Физико-механические характеристики углеткани УТ-900-2,5А
|
Толщина ткани, мм |
0.35±0.05 |
|
Ширина ленты, мм |
900 |
|
Масса 1 пог. м. ленты, кг |
0.419 |
Армирующий материал должен быть принят технологическим контролем предприятия-изготовителя. Изготовитель должен гарантировать соответствие армирующего материала требованиям стандарта в течение гарантийного срока хранения при соблюдении потребителем условий транспортировки и хранения, указанных в стандарте. По истечении указанного срока армирующий материал можно использовать после повторных испытаний на соответствие стандартам.
Перед употреблением армирующий материал должен пройти входной контроль на соответствие паспортным данным. В ходе входного контроля необходимо произвести контроль следующих параметров:
линейные размеры;
поверхностная плотность;
невоспламеняемость;
содержание влаги и веществ, удаляемых при прокаливании;
разрывная нагрузка;
удлинение при разрыве.
2. Расчет количества армирующего
материала и связующего
Расчет количества армирующего материала производим используя схему раскроя и приложения программы КОМПАС-3D V8 Plus+.
Расчет количества связующего был рассчитан в
программе Mathcad 13, результаты расчета оформлены ниже.
2.1 Расчет количества ткани и
связующего, необходимого для пропитки
Расчет количества армирующего материала
производим, используя схему раскроя рис.1
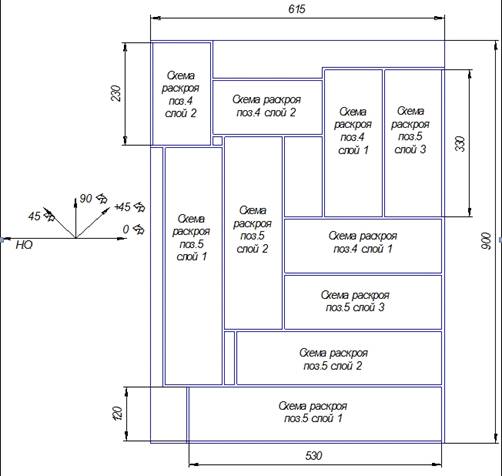
Рис.1 Схема раскроя УТ-900-2,5А+ЭДТ-69Н
Посчитаем затраченную площадь ткани:
![]()
Рассчитаем потребную площадь (площадь накладки), учитывая количество слоев ткани, необходимой для укладки:
![]()
Определяем коэффициент использования
материала по формуле (2.1.1):
 (2.1.1)
(2.1.1)
а) Рассчитаем массу связующего необходимую для пропитки
угле - ленты ЭЛУР-0,08П
. Определяем шаг намотки по
формуле(2.1.2):
 (2.1.2)
(2.1.2)
где φ - угол укладки слоев 40º;длина секции ;л-ширина ленты;
![]()
.Определяем длину необходимую для
намотки секции по формуле(2.1.3):
 (2.1.3)
(2.1.3)
количество намотанных слоев;ширина;высота;
![]()
.Определяем массу пропитываемого
препрега по формуле (2.1.4):
![]() (2.1.4)
(2.1.4)
где ![]() погонная плотность ленты;
погонная плотность ленты;
![]()
.Потребное количество
связующего(2.1.5):
![]() (2.1.5)
(2.1.5)
где ![]() Mc - масса, необходимого для
пропитки связующего, кг;
Mc - масса, необходимого для
пропитки связующего, кг;
![]() Ma - масса пропитываемого
армирующего материала, кг;- коэффициент технологических потерь, Kn=1.12;-
процентное содержание связующего в препреге, Kc=36%.
Ma - масса пропитываемого
армирующего материала, кг;- коэффициент технологических потерь, Kn=1.12;-
процентное содержание связующего в препреге, Kc=36%.
![]()
.Определяем массу каждого компонента
связующего по формуле(2.1.6):
 (2.1.6)
(2.1.6)
где m - массовая часть компонента связующего.
а) продукт КДА ![]()
б) смола эпоксидная ЭТФ ![]()
в) смола зпоксидная УП-631У 
г) отвердитель №9 
. Определяем потребное количество
связующего 51% концентрации производим по правилу креста по формуле (2.1.7):
 (2.1.7)
(2.1.7)

Необходимо намотать ![]() штук,
количество укладываемых трубок. Изготовление трубчатого заполнителя производим
спиральной намоткой с углом укладки [ ±40].
штук,
количество укладываемых трубок. Изготовление трубчатого заполнителя производим
спиральной намоткой с углом укладки [ ±40].
Длина ленты необходимая для обмотки трубки в один слой - 2437 мм. Длина ленты необходимой для намотки 8 трубок - 38992 мм.
б) Рассчитаем массу связующего необходимую для пропитки угле -ленты УТ-900-2,5А
. Определяем массу пропитываемого
препрега по формуле (2.1.9):
![]() (2.1.9)
(2.1.9)
![]()
. Потребное количество связующего по формуле (2.1.5):
![]()
. Определяем массу каждого входящего компонента по формуле (2.1.6):
а) продукт КДА 
б) смола эпоксидная ЭТФ 
в) смола зпоксидная УП-631У
г) отвердитель №9 
. Определяем потребное количество связующего 51% концентрации по правилу креста, по формуле (2.1.7):

2.2 Приготовление препрегов
Изготовление препрегов на основе
тканевых наполнителей осуществляется на пропиточной машине УПСТ-300.
Концентрация связующего для пропитки армирующих наполнителей составляет 51%.При
выполнении данного технологического процесса необходимо соблюдать требования
техники безопасности. Перед началом пропитки нужно проверить на
работоспособность всех узлов установки, чистоту валиков, исправность
вентиляции. В процессе работы строго соблюдать руководства по эксплуатации
установки.
Таблица 2 - Параметры пропитки армирующих наполнителей
|
Марка наполнителя |
t˚,˚С подсушка наполнителя |
I зона t˚,˚С |
II зона t˚,˚С |
III зона t˚,˚С |
скорость протягивания ткани, м/мин |
Натяжение, кгс/м |
|
ЭЛУР-П-0.08 |
105±5º |
60±5 |
70±5 |
60±5 |
1±3.5 |
35-40 |
|
УТ-900-2,5А |
105±5º |
60±5 |
75±5 |
60±5 |
0.8±1.2 |
35-40 |
В процессе пропитки контролировать:
температуру в сушильной камере;
скорость движения ленты;
нанос связующего и содержание летучих по экспресс анализу;
уровень связующего в пропиточной ванне;
равномерность натяжения углеленты и углеткани.
Пропитанная углелента и углеткани должна удовлетворять следующим требованиям:
содержание связующего (ЭЛУР-П-0.08)-36±3%;(УТ-900-2,5А)- 45%
содержание летучих (ЭЛУР-П-0.08) - 2±2,5; (УТ-900-2,5А ) - 2.5%
растворимость смолы (ЭЛУР-П-0.08) - 95;
(УТ-900-2,5А) - 97%
3. Формообразования и расчет
штучного времени
Выбор метода формообразования изделия из армированных композиционных материалов зависит от назначения изделия, габаритных размеров, состава связующего и др.
Метод выкладки заключается в послойном наборе пакета КМ из заранее раскроенных заготовок препрега или армирующего материала с последующей его пропиткой связующим по схеме выкладки. Выкладка панели осуществляется ручной выкладкой. Ручная выкладка применяется для изготовления малогабаритных деталей, а также при единичном производстве. Ручная выкладка дает возможность введения в изделие различных закладных элементов и формирование слоистых изделий.
Операция ручной выкладки включает в себя следующие технологические процессы:
подготовка оснастки;
нанесение антиадгезионного слоя;
выкладка слоев на формообразующую поверхность;
герметизация оснастки;
изготовление вакуумного мешка.
Каждый из перечисленных процессов имеет свое штучное время - время на полное завершение операции.
Время штучного времени включают в себя время оперативное, подготовительно-заключительное (4%), организационно-техническое обслуживания (5%), а также на отдых и естественные потребности (5%).
Для нахождения штучного времени необходимо
предварительно определить площадь S и периметр P формуемой оснастки:=1877×120=
225240 (мм2) = 22.5 (дм2)= 2(1877+120)=3994 (мм) = 3.99 (м)
3.1 Штучное время на подготовку формообразующей поверхности
технологический формообразование изделие композиционный
Подготовка оснастки включает в операции:
установка оснастки на рабочем столе;
подготовка материалов и инструментов;
удаление остатков связующего;
протирка поверхности ФО смоченной в бензине салфеткой;
предъявление оснастки для контроля мастеру;
уборка рабочего стала, материалов и инструментов.
Штучное время на подготовку поверхности
оснастки. Применяется стеклопластиковая оснастка.
![]() (4.1.1)
(4.1.1)
где S - площадь поверхности оснастки (дм²);
τ - штучное время, мин;
А,В - эмпирические коэффициенты, взяты из условия что размер оснастки ≤250 дм2 и поверхность оснастки гладкая небольшой кривизны: А=0.0166, В=1.67.Данные взяты из источника [4].
![]()
Штучное время на подготовку
формообразующей оснастки составляет τ1=12.11 мин.
3.2 Штучное время на нанесения
одного слоя разделительной поверхности
Нанесение разделительного слоя на поверхность оснастки включает в себя следующие операции:
подготовка рабочего места, материалов и инструмента;
нанесение разделительного слоя на защищаемую поверхность;
предъявление результат работы мастеру или в БТК;
уборка рабочего места, материалов и инструментов.
Решим уравнение (4.1.1)
А,В - эмпирические коэффициенты, взяты из условия что размер оснастки ≤250 дм2 и поверхность оснастки гладкая небольшой кривизны: А=0.042, В=7.8.Данные взяты из источника [4].
![]()
Штучное время на нанесение одного слоя разделительной поверхности составляет:
τ2=2.86 мин.
3.3 Штучное время на выкладку одного
слоя
Последующий процесс выкладки на ФОП, который включает в себя:
подготовка рабочего места, материалов и инструмента;
раскрой и укладка необходимого количества раздельн. пленки;
раскрой необходимого количества препрега с помощью линейки, ножа или ножниц;
укладка заготовок препрега на поверхность стола в соответствии со схемой ориентации волокон, удаление разделительной пленки;