Материал: Технология отрасли - 2020
Теоретические основы сортирования зерна ячменя.
При очистке ячменя ранее были удалены грубые и мелкие примеси, пыль, металлические предметы и округлые зерна. Если не считать небольшого количества примесей в виде посторонних зерен с размерами, близкими к ячменю, то сейчас ячмень состоит из зерен различной величины.
Мелкие зерна при замачивании поглощают воду быстрее, чем крупные, и если их заранее не отделить то, может получиться солод неравномерного качества. Для предотвращения этого ячмень сортируют на фракции зерен одинаковой величины через сита с отверстиями 2,2 и 2,5 мм.
Так как в начале различие в водопоглощении между более крупными и более мелкими зернами очень велико, но впоследствии оно выравнивается, то в настоящее время все больше солодовенных предприятий отказываются от дальнейшего сортирования и перерабатывают в солод все зерна вместе (зачастую с толщиной от 2,2 мм), иногда осуществляют сортирование лишь готового солода. Сортовая чистота партии ячменя оказывается важнее однородности величины зерен.
С помощью двух сит ячмень разделяют на 3 фракции.
Фракция 1 - первый сорт или крупный ячмень В эту фракцию попадает та часть ячменя, которая остается на сите с отверстиями 2,5 мм. Крупный ячмень состоит из наиболее крупных и толстых зерен, от которых следует ожидать наибольшего выхода и которые поэтому являются наилучшими для производства солода и пива. Фракция полного ячменя должна быть наибольшей по количеству и является важнейшим признаком качества ячменя - именно по ней определяют стоимость поставленной партии.
Фракция 2 - второй сорт или мелкий ячмень. В эту фракцию попадает та часть ячменя, которая проходит через сито с отверстиями 2,5 мм и задерживается на сите с отверстиями 2,2 мм. Содержание этой фракции должно быть как можно меньше и эта фракция перерабатывается отдельно.
Отходы сортировки. Под этим названием объединяют все, что проходит через сита с отверстиями 2,2 мм. Отходы состоят из малоценных плоских зерен, непригодных для производства солода, но представляющих собой ценный корм для скота. Максимальное количество отходов не должно превышать 2,5% (точное процентное соотношение количества отходов может специально оговариваться в контрактах между заказчиком и поставщиком). Следует заметить, что количество отходов в конкретной партии зачастую зависит от климатических условий того или года.
Ведение дображивания.
Дображивание пива Оно способствует окончательному формированию потребительских достоинств пива. Для этой операции молодое пиво перекачивают в герметично закрывающиеся металлические танки лагерного цеха, внутренняя поверхность которых покрыта специальным лаком.
При созревании пива происходят различные окислительно-восстановительные реакции, в результате которых исчезают характерные для молодого пива привкус дрожжей и хмелевая горечь (происходит коагуляция хмелевых смол). Вкус пива становится мягче, нежнее. В результате дображивания остаточного экстракта несколько возрастает крепость пива и происходит его осветление.
При дображивании и выдержке пива в основном протекают те же процессы, что и при главном брожении, но более медленно. Уменьшение скорости биохимических процессов обусловлено в основном более низкой температурой и меньшим количеством дрожжевых клеток в единице объема сбраживаемого продукта, так как основная масса дрожжей удаляется из него после окончания главного брожения.
По мере дображивания окислительно-восстановительный потенциал пива понижается: через 2-3 недели дображивания гН2 пива с 22 снижается до 10-11. В этот период проис-ходят внутримолекулярное окисление многих неустойчивых ве-ществ и образование тонкой окислительной мути, трудно удаляе-мой методом фильтрования. Поэтому стремятся удалить эту муть естественным путем, т.е. осветлением. Осветление является вто-рой фазой дображивания и выдержки пива и заключается в том, что оседающие дрожжи сорбируют белковую муть и другие взвеси, увлекая их на дно лагерного танка.
Цель дображивания -- карбонизация пива, т.е. насыщение пива СО2 -- важнейшей составной частью пива, которая придает пиву приятный и освежающий вкус, способствует пенообразованию, предохраняет пиво от соприкосновения с кислородом воздуха, служит консервантом, подавляя развитие посторонних и вредных микроорганизмов.
Молодое пиво после главного брожения содержит около 0,2 % растворенной углекислоты, а готовое пиво -- не менее 0,35-0,40 %.
При дображивании пиво осветляется. Это обусловлено выпадением в осадок дрожжей, которые адсорбируют на себе белковую муть и другие взвеси. Также происходят коагуляция и осаждение хмелевых смол, белковых и дубильных веществ.
Взаимодействие различных первичных и вторичных продуктов главного и побочных процессов приводит к образованию новых веществ, обусловливающих вкус и аромат зрелого пива.
Молодое пиво поступает по пивопроводу в аппарат для дображивания смотеком или подается центробежным насосом, если бродильное отделение находится на одном уровне с отделением дображива-ния пива.
Наполнение аппаратов производится только снизу. Благодаря этому образуется меньше пены и теряется мало диоксида угле-рода. До половины объема аппараты заполняют быстро, а затем вследствие образования пены наполнение производят с перерывом и после почти полного заполнения слегка шпунтуют.
Аппараты заполняют постепенно, в несколько приемов в течение 1-2 сут. При этом молодое пиво распределяют равномерно сразу в несколько аппаратов для дображивания. Молодое пиво следующих очередных варок распределяют по тем же аппаратам. Такой метод заполнения позволяет выравнивать качество пива, получать более однородный по вкусу, цвету и химическому составу продукт. Однако в течение 2 сут аппарат должен быть заполнен: в незаполненном аппарате повышается опасность инфицирования пива и создаются неблагоприятные условия для насыщения пива диоксидом углерода вследствие его улетучивания.
Аппараты для дображивания наполняют на 0,98-0,96 их вме-стимости, оставляя 0,02-0,04 вместимости незаполненной (газо-вое пространство).
При заполнении аппаратов пивом шпунтовое отверстие слегка закрывают и оставляют в таком виде до шпунтования.
Под шпунтованием понимают поддержание определенного избыточного давления, под которым должно находиться дображиваемое пиво. Прибор, поддерживающий заданное давление в аппарате для дображивания и удаляю-щий из него избыток диоксида углерода в помещение, называют шпунтаппаратом.
Шпунтование заполненных аппаратов производят спустя не-сколько дней (1-3) после заполнения, когда весь воздух, находящийся над поверхностью пива, будет вытеснен диоксидом угле-рода, образующимся в ходе дображивания, и таким образом создадутся полностью анаэробные условия. При немедленном шпунтовании над пивом еще остается большое количество возду-ха, который при повышенном давлении будет растворяться в пиве, а содержащийся в нем кислород оказывать неблагоприятно» влияние на процессы созревания пива.
К шпунтовому штуцеру аппарата присоединяют шпунтаппарат, который отрегулирован на определенное избыточное давление (от 0,03 до 0,06 МПа) в зависимости от температуры дображивания и прочности аппарата. При низкой температуре шпунтаппарат устанавливают на более низкое давление, а при повышенной температуре и наиболее коротком сроке дображивания пива -- на более высокое. Показания шпунтаппарата зависят от выделения диоксида углерода, характеризующего интенсивность сбраживания остаточного экстракта.
В ходе дображивания наблюдают за давлением в аппаратах, осветлением пива и температурой в отделении дображивания. При нормальных условиях дображивания оптимальное шпунтовое давление достигается через 6-10 сут. Если дображивание протекает медленно, вяло, то в дображиваемое пиво из бродильного аппарата вводят 5 % пива, находящегося в начальной стадии высоких завитков и содержащего большое количество сбраживаемых сахаров и энергично бродящих дрожжей.
Дображивание пива проводят при температуре от 0 до 2 °С в течение 11-100 сут в зависимости от сорта. Продолжительность дображивания составляет 21 сут для пива «Жигулевское» и 90 сут для пива «Портер».
За 1-2 сут до окончания установленного срока созревания отбирают пробы из аппаратов, предназначенных к розливу, и определяют химические показатели пива, характеризующие его качество (содержание алкоголя, диацетила, кислотность, цвет-ность и др.) а также видимую и действительную степени сбраживания. Если пиво по химическим показателям удовлетворяет требованиям стандарта, то производственная лаборатория выдает паспорт и дает разрешение на его розлив. При наличии каких-либо отклонений пиво оставляют в отделении дображивания для дальнейшего созревания или соот-ветствующей обработки.
Ведение главного брожения в пивоварении.
Главное брожение. Процесс брожения зависит от ряда факторов: способа сбраживания, состава сусла, температуры брожения, величины бродильного аппарата, но наибольшее значение имеет штамм дрожжей, от которого зависят вкус и аромат готового пива. Наиболее пригодными считаются быстро сбраживающие дрожжи, которые обеспечивают хорошее осветление и мягкий чистый вкус пива.
Главное брожение протекает в несколько стадий. Они отличаются друг от друга и характеризуются изменением внешнего вида поверхности бродящего сусла, изменением температуры, понижением экстрактивности сусла и степенью осветления молодого пива.
Первая стадия брожения, характеризующаяся образованием на поверхности сусла нежно-белой пены, называется забелом. Через 15-20 ч после задачи дрожжей появляются первые признаки брожения. Становится заметным выделение углекислоты и появление нежно-белых пузырьков пены. Сначала пузырьки пены появляются по краям сусла. У стенок бродильного чана образуется валик белой пены. Затем постепенно вся поверхность сусла затягивается равномерным слоем белой пены. К концу первой стадии брожения в пене начинают появляться незначительные выделения хмелевых смол и белковых веществ. Экстрактивность сусла снижается с 0,2 до 0,5 % в сутки.
Начальная стадия брожения продолжается 1-1,5 суток и характеризуется главным образом размножением дрожжей.
Вторая стадия брожения - это период низких завитков. Выделение пузырьков углекислоты становится более интенсивным, что обусловлено полноценностью питательной среды для дрожжевых клеток. Стадия характеризуется образованием густой, белой, компактной, поднимающейся пены, которая по внешнему виду представляет собой завитки красивой формы. За счет усиленного выделения хмелевых смол завитки окрашиваются в желто-коричневый цвет.
Продолжительность стадии 2-3 сут. Экстрактивность сусла также понижается на 0,5-1,0 % в сутки.
Третья стадия, называемая стадией высоких завитков, характеризуется наибольшей интенсивностью брожения. Спиртовое брожение сахаров приводит к повышению температуры сбраживаемой среды, так как при сбраживании 1 кг сахара выделяется 628 кДж тепла. В результате на 4-е или 5-е сутки пенообразование усиливается. Пена становится рыхлой, сильно поднимается вверх, и завитки достигают наибольшей величины. Поверхность пены приобретает характерный коричневый цвет. Убыль экстракта в сутки достигает 1-1,5 %. Стадия продолжается 3-4 сут.
Четвертая стадия -- стадия опадания завитков -- характеризуется постепенным опаданием пены, хлопьеобразованием дрожжей, исчезновением завитков, в результате чего поверхность сусла покрывается тонким слоем коричневой пены, называемой покрышкой или декой. Опадание завитков продолжается двое суток. Экстрактивность сбраживаемого сусла понижается на 0,5-0,2 % в сутки. Оседание дрожжей приводит к прекращению брожения и осветлению пива. Процесс главного брожения считается законченным. Полученный к концу этой стадии продукт называют молодым пивом.
Для поддержания температуры на оптимальном уровне внутри бродильных аппаратов имеются стационарные или переносные змеевики, через которые пропускают холодную воду (0,5-1 оС) или рассол.
Технологические режимы главного брожения Главное брожение осуществляют в закрытых и открытых цилиндрических бродильных аппаратах (танках с коническим днищем) из нержавеющей стали, алюминия или железобетона.
Наиболее распространены закрытые танки цилиндрической формы. В таких бродильных танках вся дека при перекачивании пива в лагерные танки остается на верхней сферической части и стенках. Все современные пи-воваренные заводы оборудуют такими бродильными танками.
Для удобства эксплуатации бродильные танки монтируют на специальных подставках на высоте 50-60 см от уровня пола. Бродильные танки немного наклоняют в сторону спускных отверстий, для того чтобы пиво полностью стекало с дрожжей, а также для лучшего спуска дрожжей и смывных вод.
Заполнение и опорожнение таких аппаратов производят снизу. Вместимость одного бродильного аппарата и одного аппарата для дображивания подбирают с учетом объема сусла или молодого пива, получаемого от одного или двух заторов. Число аппаратов определяют в зависимости от числа варок в сутки и продолжительности процессов главного брожения, дображивания и созревания.
Ведение главного брожения включает такие основные технологические операции, как наполнение бродильных аппаратов суслом, введение в сусло дрожжей, сбраживание сусла, перекачивание молодого пива на дображивание и отъем дрожжей. Процесс осуществляют периодическим или полунепрерывным способом.
Охлажденное до необходимой температуры брожения (5-7 оС) начальное сусло поступает в бродильный аппарат предварительного брожения. Это необходимо для получения сусла однородного состава и улучшения процесса брожения за счет час-тичного выпадения в осадок белков и других веществ. По истече-нии 20-24 ч забродившее сусло перекачивают в бродильные тан-ки, не трогая образовавшийся на дне чана осадок.
В сусло на пути его следования вводят дрожжи в виде технически чистой культуры или семенных дрожжей из расчета 0,4-0,7 дм3 на 100 дм3 сусла. Задаваемые дрожжи должны быть свежими, хорошо промытыми, с приятным запахом, светлыми и обладать нормальной бродильной способностью.
Дрожжи поступают в суслопровод под давлением или засасываются потоком сусла (тип инжектора).
На многих заводах дрожжи с холодным суслом перемешивают в монжю путем продувания стерильным воздухом, или диоксидом углерода, или механическим перемешиванием. Различают два ре-жима брожения: холодное (дрожжи вносят при 5-6 °С, максимальная температура 8-9 °С и конечная 4,5-5,5 °С) и теплое (дрожжи вносят при 9 °С, максимальная температура 12-13 °С и конечная 6-7 °С).
Температура при брожении не должна подниматься выше установленной. Необходимо своевременно установить момент начала охлаждения. Охлаждение сусла раньше установленного срока вызывает ослабление деятельности дрожжей.
Запоздалое охлаждение также нежелательно, так как при этом будет сброжено больше экстракта, поэтому для дображивания и нормального насыщения пива диоксида углерода останется недостаточно.
Во время главного брожения выделяется большое количество СО2. На многих пивоваренных заводах, где брожение ведут в закрытых танках, СО2, образующийся при брожении, собирают и используют для промышленных целей.
К концу брожения дрожжи оседают на дно. Из-за горького вкуса осевшую пену обязательно удаляют с поверхности сусла. Осветлившаяся жидкость называется молодым пивом, оно не является товарным продуктом. В нем, помимо этилового спирта и углекислого газа, накапливается ряд побочных продуктов, участвующих в создании вкуса и аромата. Процесс главного брожения завершается за 7-10 сут (для пива «Жигулевское» - 7 сут).
Для получения пива хорошего качества молодое пиво должно быть выброжено так, чтобы для процесса дображивания в нем осталось около 1-1,5 % сбраживаемых углеводов.
Конструкция устройств для замачивания.
Основная цель замачивания зерна состоит в увеличении влагосодержания его до 43-47%. Кроме того, при рациональном ведении замачивания в чане проводят следующие операции:
мокрую очистку (мойку) зерна;
обработку зерна антисептиками;
активизацию жизнедеятельности зерна проветриванием воздухом и отсасыванием углекислоты.
В соответствии с этим технически совершенный замочный чан должен иметь все необходимые устройства для осуществления перечисленных операций: водяную и воздушную коммуникации для подачи свежей воды и сжатого воздуха, устройства для аэрации, перемешивания и перекачки зерна, канализационную систему с ловушкой для всплывшего зерна.
1. УСТРОЙСТВО ТИПОВОГО ЗАМОЧНОГО ЧАНА
Замочный чан представляет собой стальной цилиндрический сосуд с коническим дном (рис. 2-3). В центре чана установлена вертикальная труба 1 для перекачки зерна. Снизу, в расширенный конец трубы, трубка 2 подводит сжатый воздух. На верхнем конце трубы укреплен колпак- отражатель или Сегнерово колесо 3. На поверхности конического днища расположены кольцевые барботерные трубки 4. Сжатый воздух подводят к ним по трубкам 5.
В нижней части конического днища находится стальная решетка 6 для задержки зерна при спуске воды в трубу 7. Чан наполняют водой снизу, через решетку 6.
Грязную воду со всплывшими легковесными зернами удаляют через вырез 8 в верхней кромке чана. Сплавное зерно улавливают в общей для всех чанов ловушке с решетчатым днищем или в небольших сливных коробках с сетчатыми корзинками при каждом чане.
Замоченное зерно из чана спускают через отверстие 9, закрываемое конусом 10.
Зерно в чане моют следующим образом: в заполненный наполовину водой чан насыпают зерно; затем снизу, через решетку 6, подают свежую воду; загрязненную воду удаляют через вырез в верхней части чана; одновременно с пропусканием воды зерно перемешивают продуванием сжатого воздуха через барботерные трубки 4.
Перекачку зерна снизу вверх осуществляют подачей сжатого воздуха по трубке 2 в центральную трубу 1. В трубе 1 образуется смесь воды, зерна и пузырьков воздуха. Эта смесь, имея меньшую плотность, чем окружающая трубу смесь воды и зерна, вытесняется вверх. Сегнерово колесо, вращаясь равномерно, распределяет перекачиваемое зерно по периферии чана. Если струю перекачиваемых зерен и воды направить в наклонный желоб, то зерно можно перебросить из одного чана в другой.
Углекислоту, накапливающуюся во время воздушного замачивания в нижней части чана, спускают по трубе 7 или отсасывают вентилятором.
При замачивании зерна по методу Н. И. Булгакова в чан подают воду, насыщенную кислородом воздуха. Аэрацию воды производят непосредственно перед впуском ее в чан. Для этого в водяную трубу вваривают воздуховод с барботером сжатого воздуха.
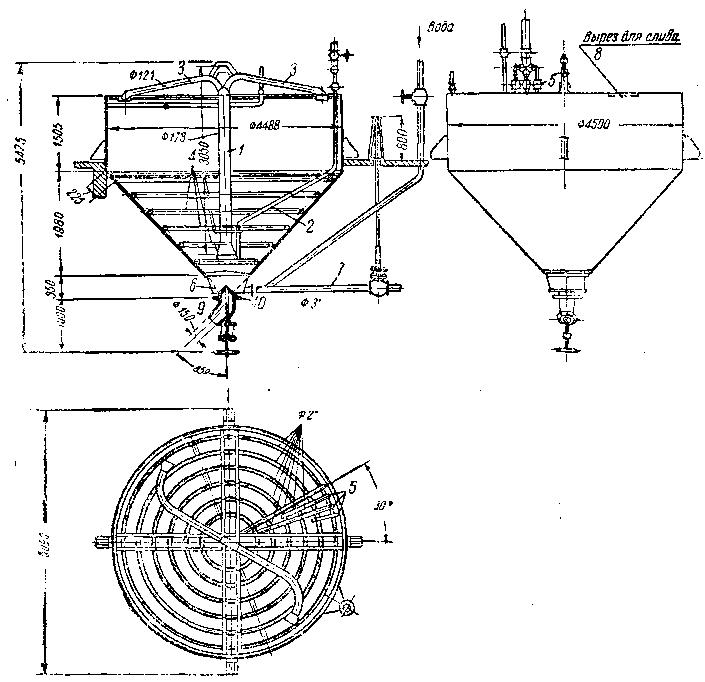
Рис. 2-3 Замочный чан
Кроме типового замочного чана для мокрой очистки, т. е. мойки зерна, применяют чан предварительного замачивания (рис. 2-4).
Зерно в этом чане моют, интенсивно перекачивая его с водой пропеллером, быстро вращающимся в широкой центральной трубе.
Пропеллер при нормальном заполнении чана зерном находится выше уровня зерна в водяном слое. Поэтому при пуске двигателя вначале перекачивают только воду, которая затем увлекает за собой и зерно.
Вследствие ускоренного движения воды относительно зерна и трения частиц между собой мойка происходит весьма энергично. Вытянутая форма чана рассчитана на равномерную обработку всей массы зерна при мойке.
Чан предварительной замочки предназначен только для мойки, и поэтому его устанавливают вместе с замочными чанами (рис. 2-5).
Материалом для изготовления замочных чанов служит обычно листовая сталь марки Ст-0.