Материал: Технологический процесс ремонта валика насоса гидравлического усилителя руля автомобиля
Кз - коэффициент зачистных ходов, Кз =1,2.
Рассчитываем основное время для обработки шейки под шарикоподшипник валика насоса ГУР:
Рассчитываем основное время для обработки шейки под сальник валика насоса ГУР:
То2 = 17/50 *3,4 *1,2 = 1,39 (мин).
Рассчитываем основное время для обработки шейки под втулку шкива валика насоса ГУР:
То3 = 28/60 *6 *1,2 =3,36 (мин).
Таким образом,
∑ То = То1 + То2 + То3
(мин). (1.7)
∑ То = 0,95 +1,39 + 3,36 = 5,7 (мин).
Для выполнения всех переходов операции 005 деталь устанавливается один
раз, рассчитаем вспомогательное время на подготовку, установку и снятие детали:
Тв = Тву + Твп (мин) (1.8),
где Тву - время на установку и снятие, (мин);
Твп - время на подготовку ,(мин) [8,таблица10].
Тв =0,35 + 0,3 = 0,65 (мин).
Определяем норму времени на операцию 005:
Тн = ∑ То + Тв (1.9),
Тн =5,7 + 0,65 = 6,35 (мин).
Гальваническая.
Нормирование гальванических работ.
Переход 1: Подготовка валика насоса гидроусилителя руля к осталиванию.
Определяем вспомогательное время по формуле:
Тв= Тиз + Тм+ Тоб+Тп
+Тз+Тпер+Тдем+Тпрот+Тобс (мин)
(1.10),
где Тиз - 1,2 мин
Тм - вспомогательное время на монтаж изделия на подвеску, 0,2 мин;
Тоб - вспомогательное время на обезжиривание (травление 0,33 мин)
Тп - вспомогательное время на кратковременное погружение детали в ванну, 0,13 мин;
Тз - вспомогательное время на завеску на штанги детали вместе с приспособлением и их снятие, 0,02 мин;
Тпер - вспомогательное время на переход рабочего с грузом и без груза, 0,28 мин;
Тдем - вспомогательное время на демонтаж детали с подвески,0,15 мин;
Тпрот - вспомогательное время на протирку детали, 0,1 мин;
Тобс - вспомогательное время на обсушку детали, 0,15 мин.
Тв = 1,2+0,2+0,33+0,13+0,02+0,28+0,15+0,1+0,15 =2,56 (мин).
Переход 2: Произвести осталивание шейки под шариковый подшипник с Ø19,90мм до Ø20,02мм.
Основное время на одну загрузку детали в ванну определяют по формуле:
То = ![]() γ (мин) (1.11),
γ (мин) (1.11),
где h - толщина слоя покрытия на сторону с учетом припуск γ
а на шлифование, h=0,12 мм;
γ - плотность осажденного металла, 7800г/см;
Dк - катодная плотность тока, 40 А/дм2;
с - электрохимический эквивалент 1,042 г/А/ч;
η - коэффициент выхода металла по току,80%.
То = ![]() = 168,43 (мин)
= 168,43 (мин)
Штучно-калькуляционное время на обслуживание рабочим одной ванны
определяют по формуле:
Тшт = ![]() (1.12),
(1.12),
где То - основное время, То = 168,43 мин;
Тв - непрекращающееся вспомогательное время на одну загрузку детали в ванну, 2,56 мин;
n - количество деталей в партии, 50 штук;
Ки - коэффициент использования ванны в смену, при осталивании
Ки = 0,95.
Тш =![]() = 3,59 (мин.)
= 3,59 (мин.)
Переход 3: Произвести осталивание шейки под втулку шкива с Ø 19,80мм до Ø20,02мм.
Основное время:
То = ![]() = 308,78 (мин).
= 308,78 (мин).
Штучно-калькуляционное время:
Тш =![]() = 6,55 (мин).
= 6,55 (мин).
Переход 4: Произвести осталивание шейки под сальник с Ø23,40мм до Ø24,02мм.
Основное время:
То = ![]() = 870,20 (мин).
= 870,20 (мин).
Штучно-калькуляционное время:
Тш =![]() = 18,37 (мин).
= 18,37 (мин).
Переход 5: Демонтаж валика насоса гидроусилителя руля. Тдем= 10 (мин).
Шлифовальная (чистовое шлифование под номинальный размер).
Переход1: Шлифовать шейку под шариковый подшипник под номинальный размер с Ø20,02 мм до Ø20,00 мм.
Припуск (1):
h1ч =![]() =0,01 (мм),
=0,01 (мм),
где h1ч - припуск на обработку шейки под шариковый подшипник до номинального размера при чистовом шлифовании.
Аналогично рассчитываем припуски для перехода 2 и перехода 3.
h2ч =![]() = 0,01 (мм),
= 0,01 (мм),
где h2ч - припуск на обработку шейки под втулку шкива до номинального
размера при чистовом шлифовании.
h3ч =![]() = 0,01 (мм),
= 0,01 (мм),
где h3ч - припуск на обработку шейки под сальник до номинального размера.
i =![]() = 0,5
= 0,5
Поскольку припуск на переходе 1, переходе 2 и переходе 3 одинаковый, и величина поперечной подачи одна и та же [8, таблица 3], t =0,2 (мм), то i1 =i2 = i3 =1.
Расчет продольной подачи (3) :
Sпр =0,2*15 = 3 (мм/об).
Скорость резания при чистовом шлифовании Vт =15(м/мин), корректируем:
Vк = 15*1*0,9 = 13,5 (об/мин).
Определяем частоту вращения детали (5):
n1 = 1000*13,5/ 3,14*20 = 214,9 (об/мин).
У нас бесцентрово-шлифовальный универсальный полуавтомат 3М184, nmin=1(об/мин), nmax=290 (об/мин). выбираем n=220 (об/мин).
Определяем частоту вращения изделия при обработке шейки под втулку шкива (Переход 2):
n2 =1000*13,5/3,14*24= 171,97 (об/мин),
выбираем n=170 (об/мин).
Определяем частоту вращения изделия при обработке шейки под сальник (Переход 3):
n3 = 1000*13,5/3,14*20 = 214,9 (об/мин),
выбираем n3 =220 (об/мин).
После установления режимов резания определяем основное время по
формуле (6). Основное время для обработки шейки под шарикоподшипник:
То1 = 15/190*0,2*1,2 =0,33 (мин).
Основное время для обработки шейки под сальник:
То2 = 17/160*0,2*1,2 =0,44 (мин).
Основное время для обработки шейки под втулку шкива:
То3 = 28/190*0,2*1,2 =0,33 (мин).
Таким образом, суммарное основное время на чистовое шлифование
∑ То = 0,33 +0,44 +0,33 = 1,1 (мин).
Для выполнения всех переходов на операции015 деталь устанавливается один раз, рассчитаем вспомогательное время на подготовку, установку и снятие детали (8):
Тв =0,35 +0,3 = 0,65 (мин).
Определяем норму времени на операцию 015 (9):
Тн = 1,1 +0,65 =1,75 (мин).
. Конструкторский раздел
.1 Назначение, устройство и работа приспособления
Приспособление предназначено для притирки клапанов.
Данное приспособление применимо ко всем типам клапанов легковых автомобилей и грузовых автомобилей малой грузоподъемности.
Описание устройства приспособления:
) Вороток
) Металлический стержень
) Винтовой хомут
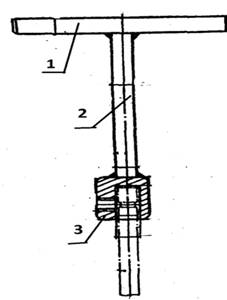
Рисунок 1 - Устройство приспособления для притирки клапанов.
2.2 Инструкции
.2.1 Инструкция по правилам эксплуатации
Притирку клапанов выполняют на снятой головке блока цилиндров.
Кроме того, вам потребуются: притирочная паста, керосин, слабая пружина, по наружному диаметру проходящая в отверстие седла клапана.
. Очистите клапан от нагара.
. Нанесите на фаску клапана сплошной тонкий слой притирочной пасты.
3. Наденьте на стержень клапана предварительно подобранную пружину и вставьте клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки.
. Наденьте на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).
. Включив дрель на минимальную частоту вращения (в реверсивном режиме) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол-оборота притрите клапан, периодически то прижимая его к седлу, то ослабляя усилие прижатия.
6. Притирайте клапан до появления на его фаске матово-серого непрерывного однотонного пояска шириной не менее 1,5 мм
. На седле клапана после притирки также должен появиться блестящий поясок шириной не менее 1,5 мм.
. После притирки тщательно протрите клапан и седло чистой тряпкой
и промойте, чтобы удалить остатки притирочной пасты. Проверьте герметичность
клапана, для чего установите его в головку с пружинами и сухарями. Затем
положите головку набок и залейте керосин в тот канал, который закрыт клапаном.
Если в течение 3 мин керосин не просочится в камеру сгорания, клапан
герметичен.
2.2.2 Инструкция по технике безопасности
Перед началом работ по ремонту и техническому обслуживанию автомобилей, рабочий должен переодеть рабочую форму одежды. Причем обшлага рукавов должны быть застёгнуты, на голову одет головной убор. На ноги одеты ботинки во избежание нанесения травмы при падении инструмента или деталей.
Рабочее место слесаря по ремонту автомобилей должно быть достаточно освещено. Но освещение должно быть расположено таким образом, чтобы не ослеплял рабочего.
Запрещается наращивать ключи трубами и прочими подручными средствами. При сборочных работах запрещается проверять совпадения отверстий пальцем, для этого не обходимо использовать специальные бородки, ломики или монтажные крючки. Необходимо при ремонтных работах пользоваться только исправным инструментом. Запрещается использовать молотки с трещинами на рукоятках, зубила со сколами и т.д.
Во время разборки и сборки узлов, агрегатов следует применять специальные ключи и съёмники. Трудно отворачиваемые гайки нужно сначала смочить керосином, а затем отвернуть ключом.
Также необходимо соблюдать правила пожарной безопасности.
Обтирочные материалы следует убирать в специально отведённый металлический ящик, с плотно закрывающейся крышкой, а по окончанию работы выносить в отведённые места для мусора.
Помещение должно иметь общую вентиляцию.
Заключение
В данном курсовом проекте подобраны наиболее рациональные способы устранения дефектов, наиболее часто встречающихся при ремонте валика насоса гидравлического усилителя руля ЗИЛ-431410, автомобиля так же подобрано необходимое оборудование, применение которого позволяет качественно произвести ремонт с наименьшими затратами.
В результате выполнения курсового проекта был разработан технологический
процесс восстановления валика насоса гидравлического усилителя руля автомобиля
ЗИЛ 431410, проведён технико-экономический анализ выбранных способов
восстановления, т.е. выбранные способы с точки зрения экономичности, сложности
оборудования и технологичности являются наиболее приемлемыми из известных. В
результате работы был сделан ремонтный чертёж детали, сборочный и рабочие
чертежи приспособления и составлена карта технологического процесса
восстановления детали. Следовательно, существует необходимость восстановления
детали вместо замены её новой, т.к. с точки зрении экономии средств это более
выгодно чем покупка новой детали.
Список литературы
1. Боднев А. Г., Шаверин А.Г. Лабораторный практикум по ремонту автомобилей. М.: Транспорт, 2006г. - 117с
. Карагодин В.И. Мелков.Н.Н Ремонт автомобилей и двигателей 2013г
. Кузнецов Ю. М. Охрана труда 2012г. 96с.
. Клейнер Б. С., Тарасов В.В. Техническое обслуживание и ремонт автомобилей. Транспорт, 2006г. - 237с.
. Колесник П.А. Шейнин В. А. Техническое обслуживание и ремонт автомобилей: Учебник для ВУЗов. М.: Транспорт, 2009г. - 325с.
. Методическое указание к выполнению курсового проекта по дисциплине «Техническое обслуживание и ремонт автомобильного транспорта». Составитель Демиденко О. В. Омск: СибАДИ, 2012 г. - 48с.
. Методическое пособие по выполнению курсового проектирования.
Методические указания по техническому нормированию гальванических работ, Омск 2010г - 31с.
. Методические указания по техническому нормированию шлифовальных работ, Омск 2010г. - 27с.
. Общие правила выполнения чертежей. ЕСКД: сборник. - М.: Издательство стандартов, 2014г. - 226с
. Правила по охране труда на автомобильном транспорте - М.: Транспорт, 20011г. - 127с