Материал: Технологический процесс изготовления втулки
Построим схему графического расположения
припусков и допусков на обработку поверхности Ø46h9:
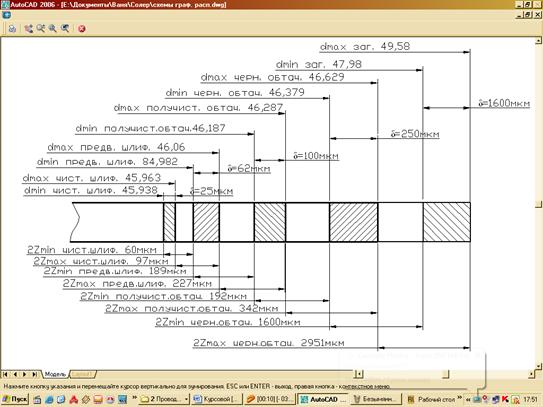
Рисунок 5.1 - Схема графического расположения
припусков и допусков на обработку поверхности Ø46h9
втулки
6. Расчет суммарной погрешности
обработки
Определяем величину погрешности ΔИ,
вызванную размерным износом резца по [2, с.73]:
![]()
где L - длина
пути резания обработки партии N деталей определяется:
![]()
Для сплава Т30К4 интенсивность
изнашивания ![]() [2, с.74].
[2, с.74].
Определим колебание системы Dy в следствии
уменьшении силы Py из-за непостоянной t и
податливости системы при обработке.
![]() ,[2, с.27]
,[2, с.27]
где Wmax и Wmin - наибольшая и наименьшая податливость системы;Ymax и РYmin-наибольшее и наименьшее составляющей силы резания.
Для токарного станка повышенной
точности наибольшее смещение резцедержателя и оправки установленной в шпиндели
передней бабки под нагрузкой 686 Н-25мкм. [2, с. 29].
Втулку, закрепленную в трех кулачковом патроне можно представить как балку защемленную консольно, нагруженная сосредоточенной силой в конце балки, там же будет наибольший прогиб:

Тогда наибольшая податливость технологической системы равна:
![]()
Наибольшая и наименьшая нормальная
составляющая силы резания определяется согласно [3, с.271-275], исходя из
условий:
![]()
где ![]() ; x=1; y=0,75; n=-0,15; S=0,15
об/мин.; V=100м/мин.;
; x=1; y=0,75; n=-0,15; S=0,15
об/мин.; V=100м/мин.; ![]() =1(φ=45º).
=1(φ=45º).
Т.к. возможны колебания припусков, то колебания глубины резания
![]() ,
, ![]() В этом случае
В этом случае

Изменение обрабатываемого размера вследствие упругих деформаций
![]() .
.
В предположении, что настройка
растачивания на выполняемый размер производится по индикаторному упору с ценой
деления 0,002мм, определим погрешность настройки:
где Dp=20-погрешность регулирования
положения резца, Кр=1.14 и Ки=1- коэффициенты распределения величин Dр и Dизм от нормального закона
распределения, Dизм=20 мкм.
Тогда погрешность настройки:
![]()
Определим погрешность, вызванную геометрическими
неточностями станка SDст. Согласно
[2,
с. 53-55]
![]()
где С - допустимое отклонение от параллельности оси шпинделя по направляющим станины в плоскости выдерживаемого размера на длине L; l - длина обрабатываемой поверхности.
Для токарных станков с ЧПУ при наибольшем диаметре обрабатываемой поверхности до 116 мм С=4 мкм на длине 80 мм.
![]()
Определим температурные деформации технологической системы, приняв их равными 15% от суммы остальных погрешностей:
SDт=0.15(9,628+9,133+13+2,5)=4,69мкм.
Определим суммарную погрешность обработки по
уравнению:

Литература
1. Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения: [Учеб. пособие для машиностроит. спец. вузов].-4-е изд., перераб. и доп.-Мн.: Выш. школа, 1983.-256с., ил.
. Справочник технолога-машиностроителя. В 2-ух т. Т. 1 / Под ред. А.Г. Косиловой и Р.К. Мещерякова.-4-е изд., перераб. и доп.- М.: Машиностроение, 1986. 656с., ил.
. Справочник технолога-машиностроителя. В 2-ух т. Т. 2/Под ред. А.Г. Косиловой и Р.К. Мещерякова.-4-е изд., перераб. и доп.- М.: Машиностроение, 1986. 496с., ил.
. Краткий справочник технолога тяжелого машиностроения / Маракулин И.В., А.П. Бунец, В.Г. Коринюк.-М.: Машиностроение, 1987.-464 с., ил.
5. Сборник задач и упражнений по технологии машиностроения: Учеб. пособие для машиностроит. вузов по спец. «Технология машиностроения», «Металлорежущие станки и инструменты» / В.И. Аверченков, О.А. Горленко, В.Б. Ильицкий и др.; Под общ. ред. О.А. Горленко. - М.: Машиностроение, 1988. 1926с., ил.
. Колкер Я.Д., Руднев О.Н. Базирование и базы в машиностроении: Учеб. пособие.- К.: Выш. шк., 1991.-100с.: ил.